龙华选煤厂降低洗末煤水分的方案探索
2016-01-19史培宁李毅红赵育杰包永红陈警卫
史培宁,李毅红,赵育杰,包永红,陈警卫
(中煤西安设计工程有限责任公司,陕西 西安 710054)
陕西榆林龙华选煤厂是一座设计能力为6.00 Mt/a的动力煤选煤厂,按照工作制度330 d/a、16 h/d计算,生产系统设计能力为1 306 t/h;洗洗工艺为100~13 mm粒级由浅槽重介质分选机分选、13~1.5 mm粒级由重介质旋流器分选、1.5~0 mm粒级由螺旋分选机分选的联合工艺。入选原煤属于低灰、特低硫、特低/低磷、低氯、中高/高热值、中高/高挥发分、较低灰熔点、强结渣性的长焰煤和不粘煤,产品主要为100~20 mm粒级洗块煤和20~0 mm粒级洗末煤,其中洗块煤产品主要作为煤化工原料。
该选煤厂的洗末煤主要作为动力用煤,这对水分和发热量等指标要求较高。自建成投产以来,洗末煤水分一直居高不下,从2015年12月11—13日的统计数据可知,其水分为16.60%~18.12%,处于较高水平。据测算,商品煤的全水分每增加1个百分点,其发热量下降 250~335 J/g,故全水分越高,商品煤的发热量越低,其质量越难满足用户要求。这不但导致商品煤销售价格下降,而且严重影响客户群体的稳定性;加之该选煤厂位于高寒地区,冬季洗末煤易冻结,造成装卸困难。因此,必须探索有效的降水方案,提高洗末煤的质量。
1 存在问题与原因分析
1.1 存在问题
龙华选煤厂的洗末煤主要由三部分组成:浅槽精煤脱介筛前、分级后的20~13 mm粒级浅槽末精煤(以下简称“浅槽末精煤”),平均水分为17.16%;末精煤离心脱水机脱水后的13~1.5 mm粒级重介末精煤(以下简称“重介末精煤”),平均水分为16.76%;粗精煤离心脱水机脱水后的1.5~0.35 mm粒级螺旋粗精煤(以下简称“螺旋粗精煤”),平均水分为21.91%。不同组分检测结果详见表1。
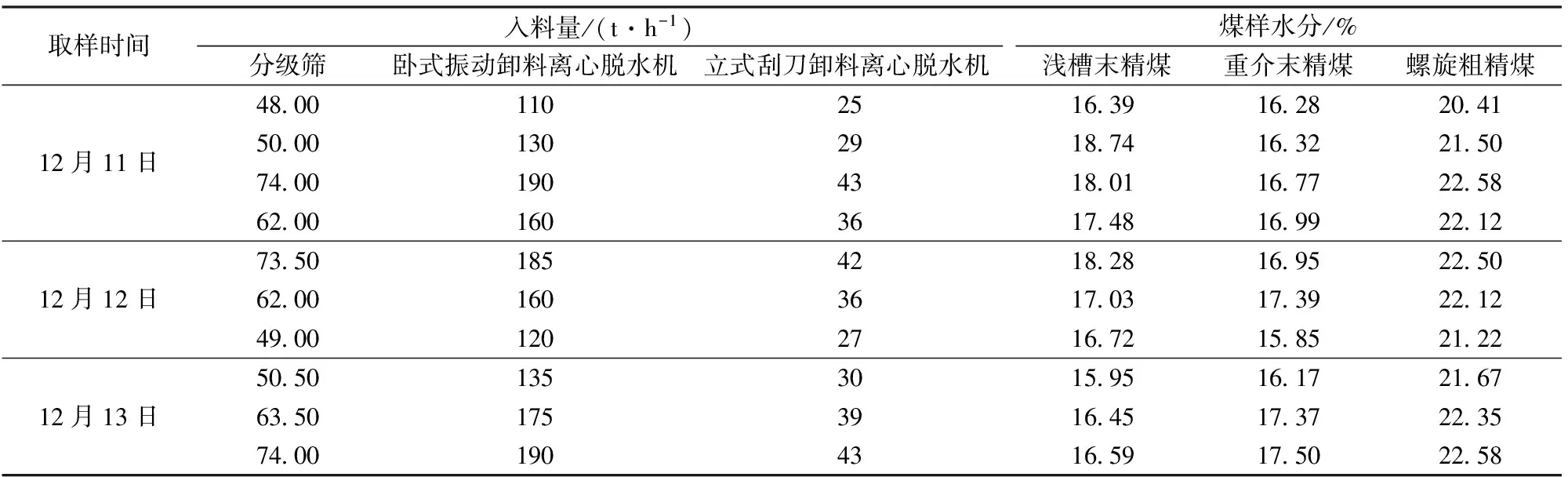
表1 洗末煤各部分的水分检测结果
1.2 原因分析
1.2.1 浅槽末精煤
原设计中原煤分级脱泥选用1台3673双层香蕉筛,上下层筛板的筛孔均为圆形,孔径分别为13、1.5 mm。生产实践表明,一台该型号的分级脱泥筛不能满足生产要求。为此,将上层筛板的孔径调整为20 mm,按照该孔径进行核定,并结合生产系统设计能力,如果要保证干法筛分效率达到80%或湿法筛分效率达到90%,应选用1.2台3673双层香蕉筛或1台4373双层香蕉筛。
由于原煤分级脱泥筛选型偏小,导致筛分效率较低,如果要达到设计能力,筛机的筛分效率达不到80%,导致大量<20 mm粒级末煤进入块煤系统。2015年的生产报表、块煤销量、皮带秤计量等数据表明:>20 mm粒级块煤率平均值在30%左右,其余70%为末煤和煤泥。即使按照80%的筛分效率计算,混入块煤系统的末煤量(扣除1.5 mm粒级煤泥)也在130 t/h左右。
这部分末煤经浅槽重介质分选机分选后,在3673单层香蕉筛上完成脱介、脱水、分级作业。该筛机的筛板材料为聚氨酯,筛板共有六段,其中五段(筛孔尺寸为1.5 mm)用于脱介,一段(筛孔尺寸为20 mm)用于分级。由于兼具脱介和分级的任务,致使脱水段筛板的有效段数仅有五段,脱水面积仅为21.60 m2,脱水能力严重不足。此外,采用香蕉筛作为脱水的把关设备,产品水分普遍偏高,即使以1.5 mm进行脱水,末煤产品外水也在16%以上;如果生产系统按照设计能力1 306 t/h运行,产品水分会更高。
1.2.2 重介末精煤
由表1可以看出,卧式振动卸料离心脱水机的入料量越小,重介末精煤水分越低;反之,其水分越高。综合考虑入料量和产品水分,该离心脱水机的最佳处理能力在100~120 t/h之间,此时产品水分在8%左右。按照目前的统计结果,该离心脱水机的入料量为180 t/h时,产品水分最高为18.12%;当末煤系统按照设计能力生产时,其入料总量约为450 t/h,即每台离心脱水机的处理量为225 t/h,产品水分无法控制在合理的范围内。
1.2.3 螺旋粗精煤
目前,该选煤厂的1.5~0.35 mm粒级粗精煤采用两台φ1 200 mm的立式刮刀卸料离心脱水机脱水,该离心脱水机的处理能力在35~50 t/h之间。从检测结果(表1)来看,螺旋粗精煤水分在20.41%~22.58%之间,基本满足要求。但是目前全厂实际生产能力最大仅为1 000 t/h,如果按照设计能力生产,<1.5 mm粒级粗煤泥量至少增加1/3;根据初步估算,每台离心脱水机的处理量大于50 t/h,这将使产品水分更高。
2 降水方案探索
2.1 浅槽末精煤降水方案
为了降低浅槽末精煤的水分,结合现场实际情况,分析有关设备的脱水性能,建议块煤分选系统精煤分级段的<20 mm粒级末煤,采用离心脱水机作为脱水的把关设备。依据实际生产经验,卧式振动卸料离心脱水机的最佳处理能力在100~120 t/h之间,按照设备入料量130 t/h考虑,需要增设1台φ1 500 mm的该型离心脱水机。
2.2 重介末精煤降水方案
该选煤厂的末煤系统按照设计能力生产时,进入卧式振动卸料离心脱水机的末精煤总量约为450 t/h,为了保证整个生产系统的处理能力和末精煤产品水分,在末精煤离心脱水机处理能力按照120 t/h左右核定时,需要增加2台卧式振动卸料离心脱水机。
2.3 螺旋粗精煤降水方案
当该选煤厂的粗煤泥分选系统按照设计能力生产时,进入离心脱水机的粗精煤总量约为100 t/h,而当前的设备处理能力无法满足生产要求,在煤泥离心脱水机处理能力按照35 t/h左右核定时,需要增加1台立式刮刀卸料离心脱水机。
3 降水效果预测
根据实际生产经验和设备性能,浅槽末精煤经增加的1台卧式振动卸料离心脱水机脱水后,预计产品水分为14.50%;重介末精煤经增加的2台卧式振动卸料离心脱水机脱水后,预计产品水分为15.00%;螺旋粗精煤经增加的1台立式刮刀卸料离心脱水机脱水后,预计产品水分为20.00%。
在对洗末煤采取降水措施前,系统生产能力最大仅为1 000 t/h,即使在延长工作时间的条件下,洗末煤产量仅能达到3.44 Mt/a,其水分为17.57%,预测发热量为23.66 MJ/kg。在对其采取降水措施后,预计该选煤厂的生产系统可以满负荷运行,洗末煤产量可以达到3.59 Mt/a,预计综合水分为15.64%,发热量为24.14 MJ/kg,洗末煤的数质量均会有所提高。根据目前的市场价格预测(表2),每年可增加销售收入约0.72亿元,经济效益明显提高。

表2 降水效果及经济效益分析对比
4 结语
商品煤的全水分与发热量存在一定关系,总的来说,全水分越高,发热量越低;而商品煤发热量与销售价格挂钩,因此在实际生产中,各选煤厂尽力将商品煤的水分控制在合理的范围内,以满足用户的质量需求。
龙华选煤厂的洗末煤产品由三部分组成,由于原煤分级脱泥筛选型偏小、离心脱水机入料量大的原因,这三者水分均较高。为此,根据现场实际情况和设备性能,提出为各脱水系统增加相应脱水设备的建议。预计采取降水措施后,洗末煤的数质量均会有所提高,每年可为企业多带来约0.72亿元的销售收入,经济成效显著。
[1] 选煤手册编委会.选煤手册——工艺与设备分册[M].北京:煤炭工业出版社,1993:471-472.
[2] 中国煤炭建设协会.煤炭洗选工程设计规范:GB50359—2005[S]. 北京: 中国计划出版社,2006:15-17.
[3] 戴少康.选煤工艺设计实用手册[M].北京:煤炭工业出版社,2010:36-41.
[4] 姜 标.降低洗末煤水分的实践与成果[J].科学之友,2012(7):150-152.
[5] 陈小阳.古书院矿选煤厂降低洗末煤水分的探索与应用[J].煤炭加工与综合利用,2015(3):49-50.
[6] 宋天宝,宋 武.降低末精煤水分的有效措施[J].煤质技术,2001(3):14-15.
