热冲机床性能参数和工作条件
2016-01-13
汽车文摘 2015年7期
热冲机床性能参数和工作条件
材料在加热炉内加热到900℃以上使材料组织奥氏体化,然后送入热冲压机床中。材料从加热炉到冲压机床的运送过程被空气冷却。一般高强度钢板的空冷速度为10℃/s左右,但冷却速度慢就得不到所需强度。为得到目标强度(使材料发生马氏体相变),必须以30℃/s以上的速度实施急冷淬火。因此,热冲机床需要具有如下重要性能:①缩短从材料投入机床到模具闭合的空冷时间;②缩短从模具闭合到成形力发生的成形时间;③进行急冷处理,具有到形状固定时加压保持性能。
日本ㄗヾノ公司热冲生产线装备的3种热冲机床参数如下。
(1)油压驱动式热冲机床。主要参数:压力6000kN,St700mm(板厚);动作:在下死点前,1个气缸→3个气缸转换;测量结果:下降时间1.9s,升压时间1.6s,从下降到加压完成的时间3.5s。
(2)液压连杆式伺服压床。主要参数:压力5000kN,St700mm;动作:连杆运动机构相同,控制模具闭合速度;测量结果:下降时间1.3s,升压时间0.6s,从下降到加压完成时间1.9s。
(3)机械连杆式伺服压床。主要参数:压力12000kN,St700mm;动作:连杆运动机构相同,控制模具闭合速度;测量结果:下降时间1.1s,升压时间0.2s,从下降到加压完成时间1.3s。
各种加热机床工作条件见表1。
热冲机床的温度管理对制品非常重要。介绍了热冲模具冷却水、压缩空气、电气、温度控制等附属装置。利用放射温度计、温度记录仪等控制成形前后的温度,自动检测出故障后,停止生产线运转。
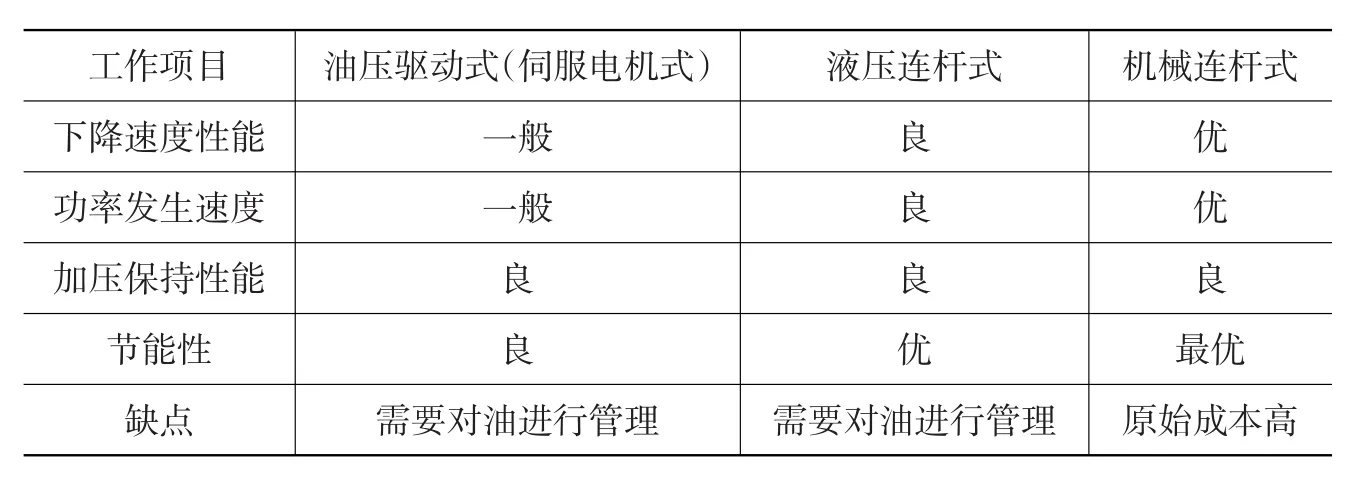
表1 各种机床工作条件
刊名:プレス技术(日)
刊期:2014年第8期
作者:綱野雅章等
编译:郝长文
