膜分离和分批补料在发酵耦合泡沫分离多粘菌素E中的应用
2016-01-10徐丹丹高迎迎郑辉杰吴兆亮
■董 凯 徐丹丹 高迎迎 郑辉杰 吴兆亮
(河北工业大学,天津 300130)
抗生素作为饲料添加剂应用于动物生产中,对畜牧业的发展起到重要的作用。它通过对病原微生物的抑制和杀灭,减少动物的发病率[1-2]。但是,抗生素在动物体内和动物产品中的残留,以及对病原体产生抗药性的问题,对人类健康和环境产生了影响[3]。
多粘菌素E(polymyxin E)又称为粘菌素(colistion)[4-6]。多粘菌素E是多粘类芽孢杆菌(Bacillus polymyxa)代谢产生的碱性多肽类抗生素[7],分子结构由一个七肽环状结构和一个多肽链组成[5]。多粘菌素E对革兰氏阴性杆菌的抑菌作用显著,尤其对绿脓假单胞菌(Pseudomonas aeruginosa)抑菌作用更佳[8-11]。多粘菌素E能与革兰氏阴性菌的细胞膜上磷脂相结合,使细菌细胞膜面积扩大,通透性增加,细胞内的磷酸盐、核苷酸等成分外漏,导致细菌死亡。多粘菌素E具有较好抗菌谱和高效、残留少的特点[8],常被用于饲料的添加剂,提高饲料利用率与促进禽畜生长及防止大规模生产中出现的被沙门氏菌与大肠埃希氏菌污染所带来的疾病[12-13],由于耐药菌株的不断增加而新药的研发缓慢,多粘菌素E的需求量越来越大[14]。
近年来,许多学者对多粘菌素E的发酵进行了研究,赖滨霞[15]对多粘菌素E进行分批补料发酵工艺参数的研究并取得了一定进展,但并没有解除多粘菌素E的产物抑制。张达等[16]对发酵耦合泡沫分离多粘菌素E进行了研究解除了产物抑制使产物量增加。但是在其研究工艺中大量的菌体以及营养物质流失。
针对多粘菌素的产物抑制问题该文采用发酵耦合泡沫分离技术。对于防止菌体和营养物质的流失,该文采用膜分离技术和分批补料技术相结合。本研究将发酵耦合泡沫分离技术与分批补料和膜分离技术相结合的一项综合性发酵技术,拟解决菌体流失和营养物质缺乏以及产物抑制等问题。
1 材料与方法
1.1 试验材料
多粘类芽孢杆菌(B.polymyxa),原菌种来自河北圣雪大成有限公司,经本实验室选育优化后用于该实验的研究菌株(MX-210),由本实验室收藏。葡萄糖、蛋白胨、酵母浸粉、氯化钠、磷酸二氢钾、硫酸铵、硫酸亚铁、硫酸多粘菌素E标准品(均为分析纯)。乙腈为色谱纯。以上试剂均购于北京奥博星生物技术有限公司。
1.2 试验设备
一种自制玻璃发酵罐被设计用于多粘菌素E发酵耦合泡沫分离,如图1所示。
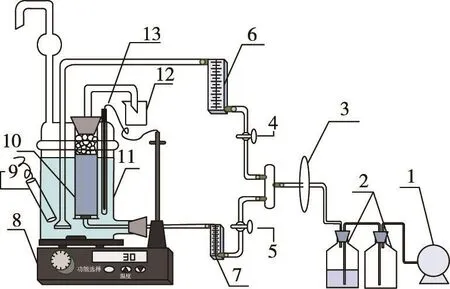
图1 综合性发酵罐装置
广口瓶中装有6 mol/l NaOH用于除去空气中的二氧化碳和干燥空气。空的广口瓶防止液体回流。空气滤菌体移除空气中的菌体确保发酵液染菌。泡沫分离柱被装入发酵罐(1.8 L)中,下部被打孔(直径1 cm)并被纤维素膜覆盖。气泡分布器装置与分离柱底部用于通气产生泡沫进行泡沫分离。
1.3 多粘菌素E检测方法
多粘菌素E活性检测采用高效液相色谱(Agilent HPLC 1100 ChemStation)。分离柱规格:C18,3.5 μm,4.6×160 mm。27.4%的乙腈溶液做流动相流速为1.0 ml/min。注射体积为20 μl并保持柱温25℃。
1.4 培养基组分
种子培养基(g/l):葡萄糖20、酵母粉20、氯化钠1、磷酸二氢钾0.5,pH值6.5。
发酵培养基(g/l):葡萄糖20、蛋白胨21.05、硫酸铵16.25、氯化钠1、硫酸亚铁0.1、磷酸二氢钾0.5,pH 值7。
1.5 试验设计
500 ml的锥形瓶中添加100 ml种子液在摇床中培养21 h,条件为转速200 r/min,温度33℃。种子发酵液接种到发酵罐中发酵培养基的装液量为1 L。pH值通过氨水保持在5.5,温度33℃。打开通气阀1关闭通气阀2,并调节转子流量计1的气速稳定在100 ml/min。每3 h取样进行检测剩余葡糖糖含量、菌体含量、多粘菌素E的含量。
最佳补料时间和泡沫分离时间由上述实验得到。在相同的条件下,发酵48 h,在确定的最佳泡沫分离时间打开通气阀2使气速稳定在100 ml/min,选择孔径为0.22、0.30、0.45 μm的纤维素膜进行试验,得到最佳孔径的纤维素膜。
在最佳膜孔径的条件下调节转子流量计2使其气速分别为40、60、80、100、120和140 ml/min进行试验。在优化后的气速条件下进行补料体积为50、100、150、200、250、300 ml进行试验得到最佳补料体积。然后进行补料浓度的试验。
上述所有试验均重复进行3次。
1.6 数据处理
多粘菌素E的总效价(T)等于消泡液的总效价与发酵液总效价之和,表达式如下:
式中:Tf和Tb分别为消泡液的效价和发酵液的效价;Vf和Vb分别表示消泡液体积和发酵液体积。
2 结果与讨论
2.1 多粘类芽孢杆菌的发酵曲线
多粘类芽孢杆菌的细胞代谢通常伴随着细胞生长而变化,因此有必要获得最大的菌株浓度确保多粘菌素E产量最大化。该试验在多粘类芽孢杆菌被接种到发酵培养基中48 h内检测多粘菌素E的含量及菌体浓度变化。结果如图2所示。
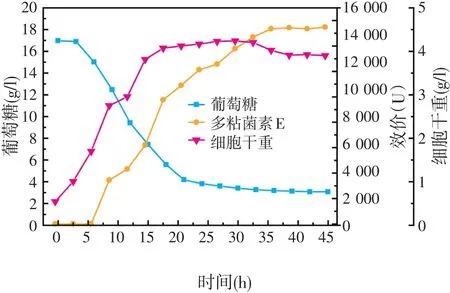
图2 多粘类芽孢杆菌发酵过程
从图2中可以看出,多粘菌素E含量增长迅速随着菌体的增长及葡萄糖的消耗,发酵33 h时多粘菌素E浓度最大。然而,当菌体含量进入稳定状态和葡萄糖消耗殆尽时,多粘菌素E的含量几乎不在增加。主要因为多粘菌素E的产物抑制和发酵液中碳源的缺乏。为了获得最大的产量,在发酵33 h后进行泡沫分离解除产物抑制和补充碳源十分必要。
2.2 纤维素膜对菌体生长的影响
多粘菌素E的产量直接与多粘类芽孢杆菌含量相关。所以,研究膜对菌体生长的影响十分重要。分别进行两组试验,一组泡沫分离柱运用膜,另一组分离柱没有膜,进行发酵耦合泡沫分离试验,结果如图3所示。
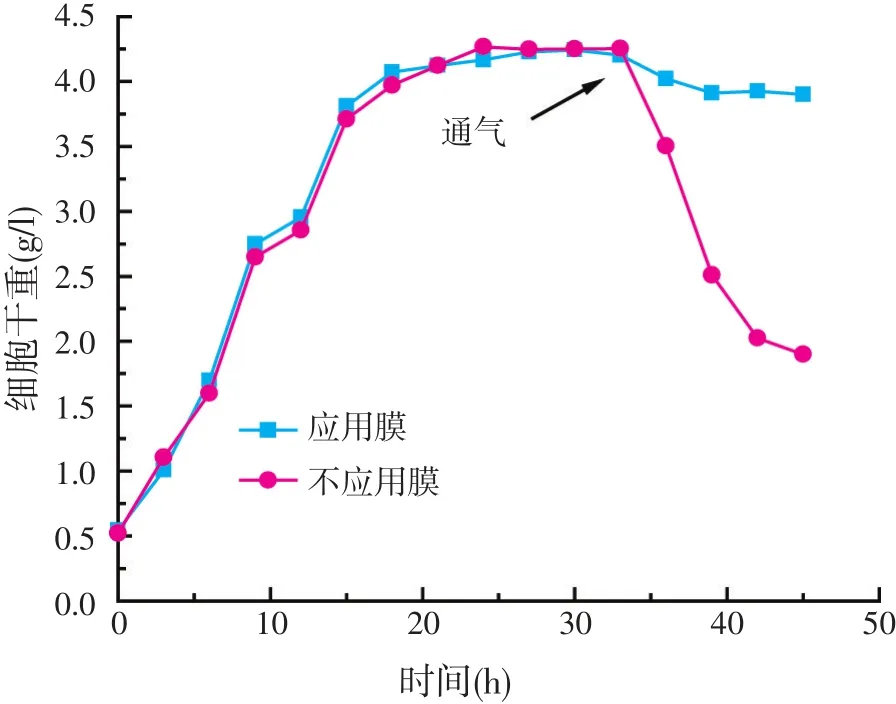
图3 膜组件对菌体生长的影响
两组试验在发酵33 h时,打开通气阀2进行泡沫分离。由图3可以看出,在前33 h菌体增长趋势几乎相同,但在进行泡沫分离后菌体含量明显不同。因为纤维素膜的孔径比菌体体积小,菌体不能通过纤维素膜进入泡沫分离柱,这样就阻止了菌体的流失。相反,多粘菌素E的发酵液却能通过纤维素膜进入分离柱,从而解除产物抑制。而没有膜的一组试验,因为没能阻止菌体随泡沫流失,致使发酵罐内菌体含量降低。
2.3 膜孔径对多粘菌素E发酵的影响
在发酵33 h时通气进行泡沫分离,纤维素膜将阻止菌体随着泡沫被带出而造成菌体流失同时解除产物抑制。然而膜孔径的大小将直接影响发酵液的通透率,进而影响产物浓度。因此对膜孔径的探究对提高产物产量十分重要。在泡沫分离过程中,才用不同孔径的膜进行试验,所得到数据如表1所示。

表1 膜孔径对消泡液体积和效价的影响
从表1可知,消泡液的体积随着膜孔径的增加而增加。膜孔径越大对发酵液透过膜进入分离柱的阻力越小,因此消泡液的体积增加。此外,随着阻力的减小多粘菌素E能够及时的进入分离柱内,这使得消泡液内的多粘菌素E的含量增加。当多粘菌素E被分离出越多,发酵液内的含量越低。不同膜孔径下,多粘菌素E的总含量不同。在孔径为0.45 μm时,多粘菌素E的效价达到3.09×106U/l。所以,孔径为0.45 μm的纤维素膜被用于后续试验。
2.4 分离柱内气速对多粘菌素E发酵的影响
在发酵33 h时打开通气阀2的目的是为了分离多粘菌素E从而解除产物抑制,增加产物总量。在解除产物抑制的同时发酵液内的多粘菌素E的含量会发生变化。通气速率的不同引起发酵液内多粘菌素E含量的变化如图4所示。
由图4可知,发酵液内多粘菌素E含量出现先减小后增加的趋势。因为在泡沫分离时大量的多粘菌素E被分离出,导致发酵液内多粘菌素E的含量降低。同时也因此解除产物抑制使菌体再次合成多粘菌素E使之呈现再次上升趋势。通气速率的不同直接影响发酵液的气泡速率,进而导致多粘菌素E被分离速率不同。因此造成发酵液内剩余的多粘菌素E的含量不同。

图4 通气速率对发酵液效价的影响
通气速率不仅影响消泡液的体积,而且对消泡液内多粘菌素E的浓度也有很大影响。产物浓度在工业发酵后期纯化过程中占有重要地位。产物浓度高可以减少后期纯化过程和减少能耗。因此通气速率和消泡液产物浓度之间的关系研究十分必要。分离柱内的通气速率对消泡液产物浓度的影响如图5所示。
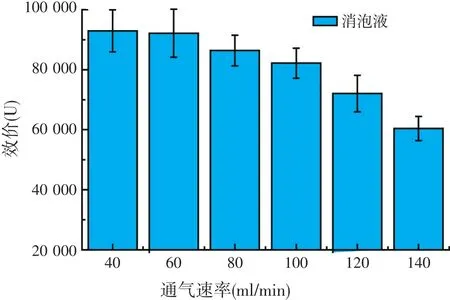
图5 通气速率对消泡液效价的影响
由图5可以看出,随着通气速率的增大消泡液内产物浓度逐渐减小。这是由于当通气速率增加时,分离柱内的起泡性增加更容易形成泡沫,泡沫上升速度提高从而泡沫在分离柱内的停留时间减短。当泡沫的停留时间减短后,泡沫的排液时间下降导致泡沫持液量增加。所以消泡液内的多粘菌素E的含量降低。但消泡液的体积却增加。
多粘菌素E的总产量与消泡液、发酵液的体积及产物含量直接相关。分离柱内通气量对多粘菌素E的总效价的影响如图6所示。
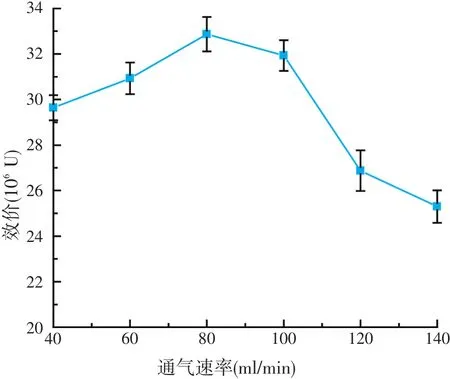
图6 通气速率对产物总效价的影响
由图6所示,分离柱内通气速率增加时,产物总效价呈现先增加后降低的趋势。分离柱内通气速率增加时,消泡液体积增加但产物浓度降低。导致发酵罐内的发酵液体积和产物浓度降低。尽管在通气速率低时,多粘菌素E的含量高,但是消泡液体积小。根据总效价与发酵液和消泡液之间的关系,可以得到最佳通气速率使多粘菌素E的总效价最大。如图6所示,当分离柱内通气速率为80 ml/min时,多粘菌素E的总效价最高。
2.5 补料体积对发酵的影响
随着泡沫分离的进行,虽然解除了产物抑制和阻止了菌体流失但同时也造成了营养物质的流失。为了最大化的获取多粘菌素E,当发酵33 h时最初的葡萄糖被消耗完,补料液被添加。补料液的浓度与发酵培养基浓度相同。不同的补料液体积被研究,发酵结果如图7所示。
随着补料液体积的增加,多粘菌素E的总效价呈现先增加后降低的趋势。因为随着补料液体积的逐步增加,发酵液中所缺乏的碳源及营养物质被补充。能够为多粘菌素E的合成提供足够的营养物质,所以多粘菌素E的总效价增加。但是菌体含量是影响代谢合成多粘菌素E的一个重要因素。当补料体积过大时,造成发酵液中菌体含量降低到一定值时,菌体生长的抑制被减弱从而再次出现菌体增长以至于多粘菌素E的合成率降低。所以,当补料体积为150 ml时,多粘菌素E的总效价达到最高,为3.37×107U/l。

图7 补料液体积对产品总效价的影响
2.6 补料浓度对多粘菌素E发酵的影响
在进行泡沫分离的过程中,除了多粘菌素E被带出营养物质也随着泡沫被带出。为了确定营养物质被带出的成分,从而添加该营养物质。蛋白胨、葡萄糖、多粘菌素E的气泡性能被检测在泡沫分析仪DFA100。各物质的泡沫高度和泡沫半衰期如图8所示。

图8 物质的起泡性和稳定性
结果说明三者的气泡能力为:多粘菌素E>蛋白胨>葡萄糖。而泡沫稳定性为:蛋白胨>多粘菌素E>葡萄糖。因为蛋白胨和多粘菌素E是多肽类物质含有亲水性基团和疏水性基团是表面活性物质。而葡萄糖是不含有表面活性的小分子物质。因此消泡液中含有大量的多粘菌素E和蛋白胨却还有少量葡萄糖。
在分离柱内进行泡沫分离解除产物抑制的同时大量的蛋白胨也随着泡沫被带出,造成氮源的流失。因此,碳、氮比率失衡直接影响细菌的新陈代谢。所以,应在补料液中添加更多的蛋白胨以补充氮源。在发酵33 h时添加补料液,补料液中蛋白胨浓度从20 g/l增加到50 g/l,结果如图9所示。
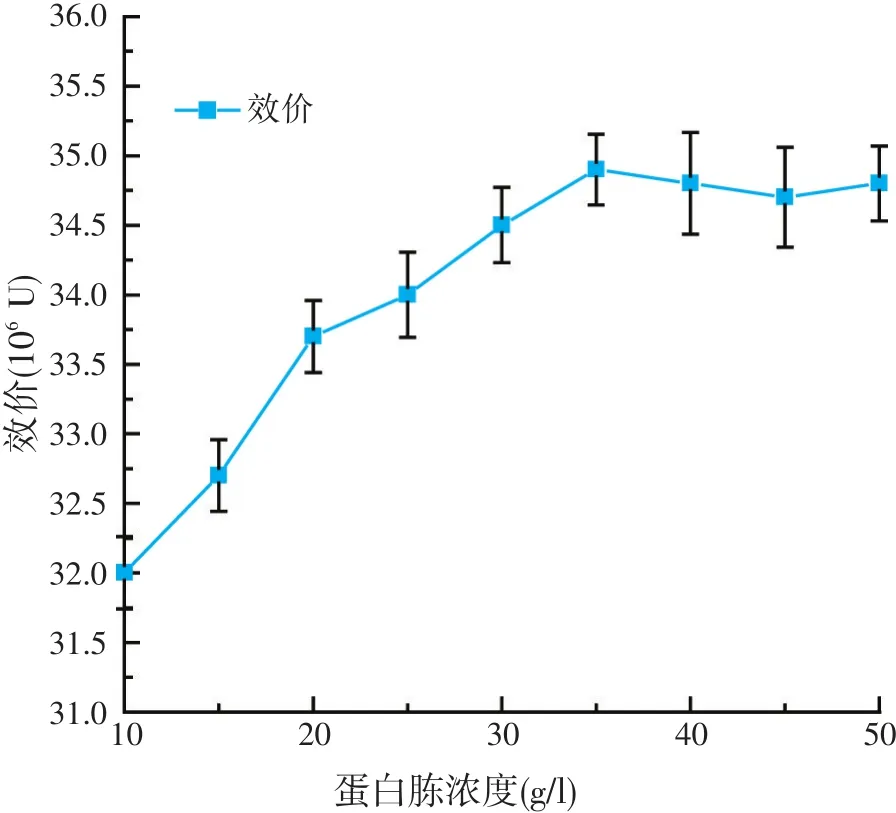
图9 蛋白胨浓度对产物总效价的影响
随着蛋白胨浓度的增加,多粘类芽孢杆菌代谢和多粘菌素E所需的氮源被及时补充,所以多粘菌素E的总效价增加。当蛋白胨的浓度增加到一定值时多粘菌素E的总效价不再增加。这是由于发酵液中其他营养物质的限制造成了蛋白胨的过剩。所以蛋白胨浓度再增加,而多粘菌素E的总效价呈现平衡状态。由图9所知,当补料液中蛋白胨浓度为35 g/l时,多粘菌素E的总效价达到最高,为3.49×107U/l。
3 结论
该试验结果表明,将膜分离和分批补料技术与发酵耦合泡沫分离技术相结合运用于饲料添加剂多粘菌素E的发酵工艺中,能显著提高多粘菌素E的产量。通过对发酵工艺的改进试验得到最佳的操作参数以补料浓度为:纤维素膜的孔径为0.45 μm、分离柱内的通气速率为80 ml/min、发酵33 h开始泡沫分离和补料操作、补料液体积150 ml、补料液蛋白胨浓度35 g/l。发酵48 h多粘菌素E的总效价达到3.49×107U/l相比优化前(2.51×107U/l)提高了39%。
