饲料包装机卡扣装置卡扣成型理论研究
2016-01-09向严严邓援超
■向严严 邓援超
(湖北工业大学机械工程学院,湖北武汉 430068)
在饲料生产过程中,有散装产品和袋装产品。对一些饲料储存要求比较高的产品[1],通常会采用双层袋进行包装,外袋材质是编织袋,保证产品包装的强度要求,而内袋材质是塑料薄膜,保证饲料防潮防湿。很多饲料企业在使用双层袋对饲料进行包装时,对内袋的封口方式一般采用缝纫机对内外袋同时线缝或对内袋进行热封的方式,上述封口方式均不能很好地保证饲料的密闭性和车间安全性。对内袋采取卡扣封口的方式能够稳定有效地保证内袋封口的密闭性和避免车间粉尘爆炸的安全问题。因而在饲料生产线上,双层饲料袋经过灌装工序之后,由传送带送到扎口工序中对装有饲料的内塑料薄膜袋进行卡口扎紧。在整个内薄膜袋扎口扎紧工序中,主要使用铝硅合金型材的U型卡扣进行扎口。如图1所示。

图1 U型卡扣示意图
1 卡口机的工作原理
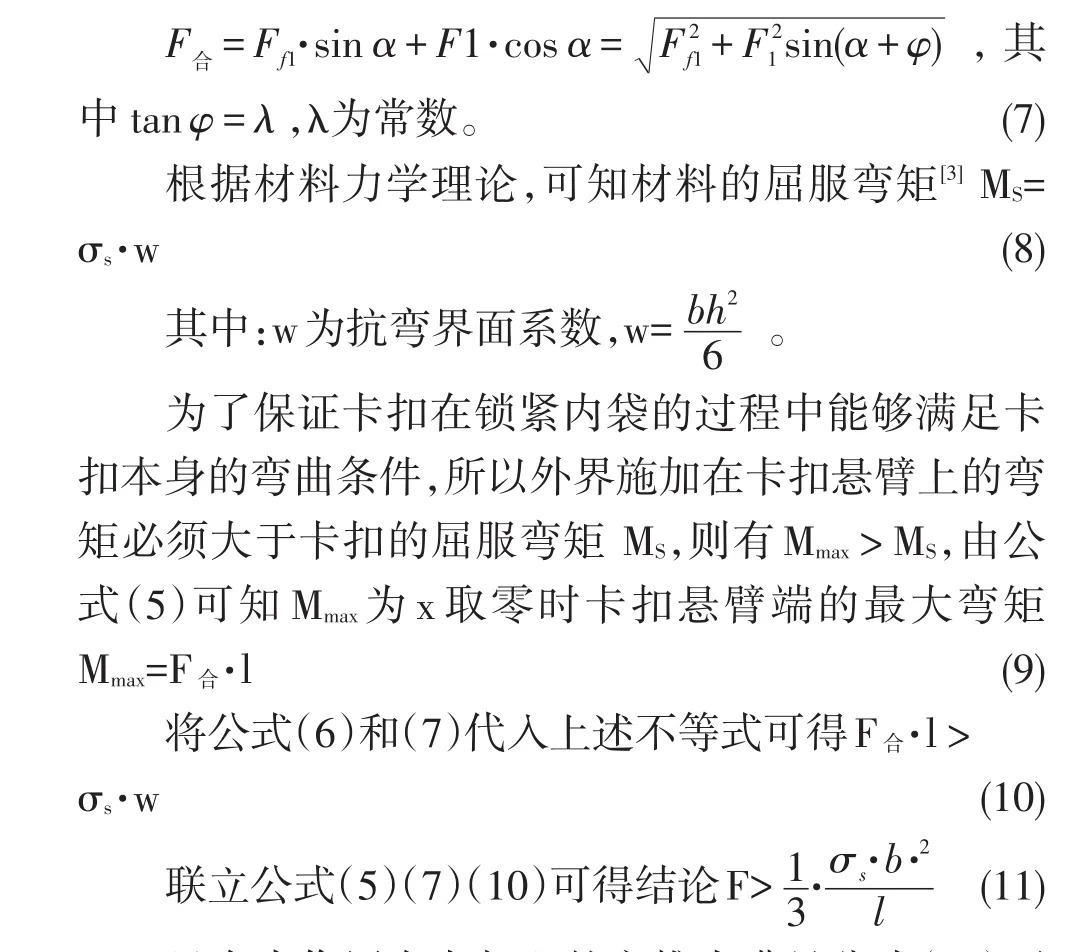
卡口机装置的工作原理是由导向机构、推杆机构以及挤压成型机构组成,其关键作用部分在于最后的挤压成型机构。双层饲料袋内袋经过灌装工位之后,由输送带运送到卡口工序中的卡口封装位置,导槽推动气缸推动倒槽板绕销轴转动将双层袋内袋夹紧成一字型收拢,在止动块作用下止动,此时,主推力气缸通过推板推动U型卡扣沿导向块中的倒槽运动,这时将横向一字型收紧的袋口沿纵向方向压缩收紧在卡槽模子处,在主推力气缸的推力以及卡扣成型模子的作用下,卡口发生弯曲扭转变形,最终将袋口锁紧。卡口机结构简图,其中图A为导向板打开状态,图B为导向板将袋口收拢的状态,如图2所示。

图2 卡口机结构
2 U型卡扣的受力分析
双层饲料袋内袋进入如图2中的倒槽板处后,双层袋内袋被卡口机装置加持收紧。此时U型卡扣在推杆作用下通过通道进入曲线槽中。U型卡扣在模子曲线通道上中的受力简图如图3所示。

图3 卡扣的受力
图3中F为卡口机推杆对卡扣的主动推力,F1与F2分别为卡槽槽道对卡扣端1、2点的作用力,Ff1、Ff2分别为卡槽槽道对卡扣端1、2点的摩擦反作用力,α、β分别为卡扣和卡槽槽道接触处曲率半径的切线方向与卡扣之间的夹角。
对卡扣做整体受力分析,根据牛顿第二定律和力平衡原理可得

由于卡扣为铝材质所制,质量很小,故忽略其质量的影响。其中λ是摩擦系数,为常数项。因为卡扣两端受力情况对称一致,α=β,因此由上述方程可得出计算结果为

从计算结果中可以看出,卡扣所受到的力F1和F2与推力F和角度α(β)有关,其中推力F来自于气缸产生的推力,角度α(β)取决于卡扣和卡槽槽道接触处曲率半径的大小。
为了方便分析,现取卡扣的上半部分作为分析,将其简化为悬臂梁纯弯曲变形模型[2]。在纯弯曲变形分析前先做两个假设:1.在变形前梁的横截面为平面,变形后依旧为平面,且此平面垂直于梁变形后的轴线;2.梁的纵向方向上无正应力作用。从卡扣开始受力到完成弯曲变形过程中需要经历弹性变形、弹塑性变形以及塑性变形这三个过程。悬臂梁及受力简图如图4所示,其横截面宽度为b,高度为h。由于考虑到F1与F2在垂直方向上的分力对卡扣产生的剪切应力以及挤压应力比较小,因此在对卡扣弯曲变形分析中忽略剪切应力和挤压应力的影响。
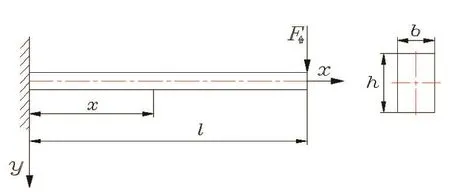
图4 悬臂梁受力及横截面示意

由图3可知:
只有当作用在卡扣上的主推力满足公式(11)不等式的情况下才能让卡扣正常工作,为使用卡扣封口的动力选择提供了理论依据。
3 U型卡扣的算例应用
已知卡扣的材料为硅铝合金,查资料可知屈服应力σs=450 MPa,卡扣长度l=19.8 mm,横截面的宽度b=2.6 mm,高度 h=3.1 mm,初始角度α=48°,铝合金和钢材之间的摩擦系数λ为0.17,将上述数据代入不等式(11)式,可得结果为F>189.3 N。因而在对气缸的选用上,其推力值必须大于189.3 N。为验证上述计算结果的正确性,现在对该规格的卡扣进行静应力分析,用solidworks软件对卡扣进行三维建模,利用solidworks里面的有限元工具simulation进行应力仿真分析,利用189.1 N代入公式(7)可得F合至少为110.5 N,对卡扣悬臂的受力设置为最小值110.5 N,卡扣应力仿真的变形位移云图如图5所示:

图5 卡扣应力仿真的变形位移
从图5中可以看出,当卡扣悬臂上施加的力在110.5 N时,卡扣发生了弯曲变形,其的应力变形结果符合上述结论。
4 小结
本文通过对U型卡扣的力学分析及理论计算,得出在选用卡扣进行封口时的最小推力表达公式,对卡口机上的气缸选型提供了理论支撑。为适应更广泛的内袋卡扣封口设计提供了技术指导。U型卡扣应用在饲料包装袋上,可以有效地保证饲料包装的密封性,同时降低了生产成本,也减轻了工人的工作劳动强度[4],是一种十分有效的封口方式。
