逆变弧焊电源中电子电抗器应用分析
2016-01-08罗云萌,张城
逆变弧焊电源中电子电抗器应用分析
罗云萌1,张城2
(1.陕西铁路工程职业技术学院,陕西 渭南 714000;2.川庆钻探工程有限公司,四川 成都 610051)
ResearchofElectronicInductorinInverterArcWeldingPowerSource
LUOYunmeng1,ZHANG Cheng2
(1.ShaanxiRailwayInstitute,Weinan714000,China;2.CNPCChuanqingDrillingEngineering
CompanyLimited,Chengdu610051,China)
摘要:针对逆变CO2焊机,设计了一种双闭环控制的电子电抗器。内环为电流负反馈,外环为电压负反馈,并分别设计相应的调节器来调节电流和电压,二者之间串级连接。实验表明,该电子电抗器控制的逆变CO2焊机波形调节性能好,不仅解决了物理电抗器体积笨重、不易调节的缺点,更有效地减小了焊接飞溅,改善了焊缝成形。
关键词:逆变弧焊电源;物理电抗器;电子电抗器
中图分类号:TG434.1
文献标识码:A
文章编号:1001-2257(2015)04-0047-03
收稿日期:2014-11-17
作者简介:罗云萌(1987-),男,陕西渭南人,硕士研究生,助教,主要研究方向为焊接电源。
Abstract:In this paper, designed a new electronic inductor which is double closed-loop control for inverter CO2 welding. Inner loop was the feedback of current, outer loop was the feedback of voltage. An adjuster was designed to adjust current and voltage respectively, which connected each other in series. The experiment suggested this inverter CO2 welding supply controlled with electronic inductor has good capability of adjusting; little sputtering and fine weld formation.
Keywords:inverterarcweldingpowersource;physicsreactor;electronicinductor
0引言
CO2焊机由于其生产效率高,焊接变形小,焊缝中含氢量少等优点得到了广泛的应用。但在使用过程中,由于CO2气体热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平衡的轴向自由过渡,通常为短路过渡,与其他焊自由过渡相比,飞溅较多、成型较差,这些缺点也限制了其进一步推广。以往的焊机采用输出端串联铁磁电感这种方式,来控制电流的上升或下降,但是其体积大、可调性差,不利于推广。
整流式CO2焊机大多采用三相整流电路,其工作频率仅为300 Hz,与短路过渡频率相近,所以对短路过程难以精确控制。而逆变CO2焊机的工作频率为20 kHz左右,其工作周期为50 μs左右,动特性的调节不再依靠回路中的电感,而采用调节逆变器的占空比来完成,这样就可以很容易获得所需要的电源动特性,也提高了电源对负载瞬变的反应能力。在此,设计了一种电子电抗器,对输出电流波形进行控制。
1总体控制方案
电子电抗器系统采用电流和电压双闭环反馈控制系统,其工作原理如图1所示。系统内环为电流负反馈环,外环为电压负反馈环,并分别设计相应的调节器来调节电流和电压,二者之间串级连接。电压调节器的输出(Ig)当作电流调节器的输入,然后用电流调节器的输出去控制PWM的输出,进而控制逆变器的输出。

图1 电子电抗器工作原理
2控制原理分析
电子电抗器双闭环控制系统的传递函数框图如图2所示。图2中,Ug为给定电压值;K2为电压环放大倍数;T为积分时间常数;K1为电流环放大倍数;A为主电路放大倍数;R为输出回路电阻及电弧等效电阻;Io为输出电流;Uo为输出电压;m为电流反馈系数;n为电压反馈系数。

图2 电子电抗器传递函数框图
电压调节器和电流调节器设计为比例环节,电子电抗器也设计为简单的积分环节,具体按实验实际情况再进行参数优化。对于内环来讲,其传递函数为:
(1)

(2)
从式(2)可以看出,此环节为比例环节,仅对输入信号Ig起到比例放大作用。那么整个系统的传递函数为:
(3)
(4)

(5)
由式(5)可知,在控制系统中串入了一个积分环节,可以得到和串联物理电抗器式焊机形式完全相同的传递函数。适当地调节参数,可以使它们的动态性能完全相同,这就是电子电抗器的控制原理。再进一步得到电流的表达式:
(6)
上式表明,系统为惯性环节,改变时间常数就可以改变电流的上升率和下降率。它的作用就如同调整串联在焊接回路的直流电抗器的电感量。
3电子电抗器电路设计
如图3所示,将电压调节器先设计为比例(P)调节器。P调节器实质上是一个增益可调的放大器,只改变信号的增益而不影响其相位。
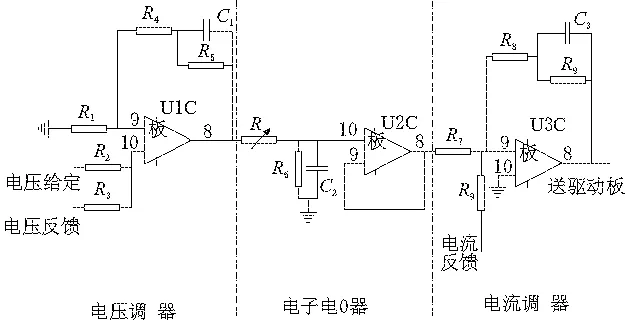
图3 电子电抗器电路
加大控制器的增益可以提高系统的开环增益,减少系统稳态误差,从而提高系统的控制精度,但是会降低系统的相对稳定性,甚至造成闭环系统的不稳定。因此增加一个积分(I)环节构成PI调节器,积分控制器可以提高系统的无差度,使系统稳态性能提高。合理设置参数可以改善单纯采用P调节器带来的稳态性能的降低。其传递函数为:
(7)
KP主要影响响应速度,KP越大,响应越快,但是太大会引起较大的超调、振荡、甚至不稳定。KP增加则超调增加,反之亦然。TI主要影响静态精度,消除静差。稳态时,TI越大,静态精度越高,消除静差越快,但是积分控制作用太强会使动态性能变差。TI增加则超调下降,反之亦然;TI减小则稳态性下降,反之亦然。由于积分环节是临界不稳定环节,实际上采用一阶惯性环节来代替。电流调节器也设计为一个比例环节和一个惯性环节串联组成。为了保证内环较强的随动能力,将积分时间常数TI设计得很小,完全可以忽略。
对于由R,R6,C2组成的充放电网络,其传递函数为:
(8)
变换到时域:
(9)
可见输出是按照底数为欧拉数e的指数规律变化。在R6固定不变的情况下,改变R的值便可改变输出值的变化。且R值越小变化的速率越大,波形越陡,反之,R值越大波形越平缓。可以根据不同的情况进行调节。
综上所述,可以通过调节R值改变电子电抗器的波形变化规律,从而改变PWM波形占空比,进而使焊机输出随之变化。达到了与物理电抗器一样的控制效果。并可以按照不同的焊接情况进行调节。
4试验验证
试验条件:焊丝采用金桥直径为1.2mm焊丝;母材为A3钢;焊接速度为0.5m/min;保护气体为CO2;保护气体流量为15 L/min。焊接规范采用150 A/21.5 V。面板可调电阻R取较大值进行焊接,并测得输出电流波形如图4所示。此时短路频率低电流峰值小,容易发生固体短路。适当调小R的取值,测得波形如图5所示,频率达到70Hz左右,电流峰值增大,飞溅小。

图4 R取较大值时输出电流波形
继续减小R的取值,测得电流波形如图6所示,短路频率高峰值大,飞溅大。

图5 R取合适值时输出电流波形

图6 R取较小值时输出电流波形
由图4~图6可以看出,调节该电子电抗器相应的参数,可以获得和调节物理电抗器取值一样的效果。
5结束语
针对物理电抗器的缺点,设计了电子电抗器,并通过控制原理的分析和传递函数的推导,证明了该设计方案的理论正确性。最后通过具体实验进一步验证了该电子电抗器的合理性。
参考文献:
[1]殷树言.气体保护焊工艺基础[M].北京:机械工业出版社,2007.
[2]方臣富.船舶焊接设备的现状及发展[J].电焊机,2006,36(8):15-19.
[3]胡寿松.自动控制原理[M].4版.北京:科学出版社,2001.
黄鹏飞,刘嘉,卢振洋,等.IGBT逆变式与晶闸管整流式CO2焊机工艺性能对比[J].电焊机,2003,33(4):16-18.
