棉织物颜料印花工艺条件对牢度的影响及产品性能评价
2015-12-31陈一飞
陈一飞
(嘉兴职业技术学院,浙江 嘉兴 314036)
纺织品的常规染整加工大多是湿加工过程,工序多、流程长、耗水量大。以纺织品印花为例,通常采用染料印花的加工方法,在印花后的多次皂洗和水洗过程中,不仅耗水量大,且废水中含有大量的染化料,污水处理的成本高。解决上述问题必须开发无水或少水绿色印染加工技术,颜料印花技术是具有很好应用前景的节水绿色印染加工技术[1]。颜料印花工艺简单、不需要汽蒸和水洗、用水量极少、能源消耗低、色谱齐全、色泽鲜艳、仿色打样较为便捷、适宜使用自动调色系统、生产效率高;印制的花型轮廓清晰、层次分明、富有立体感;适用品种广泛、正品率高。采用特种涂料还可生产具有特殊视觉效果的印花产品[2]。
颜料印花的关键技术在于黏合剂和增稠剂,其品质很大程度上影响了产品的手感和色牢度。对于成衣针织品来说,影响更为突出。我国在颜料印花的黏着剂的研究上与发达国家相比还存在一定的差距,长期以来颜料印花的品质一直难以与染料印花媲美,被认为是一种低档次的纺织品加工方法。然而随着时代的发展、高分子合成技术的进步,颜料印花已步入快速发展时期。高品质颜料、黏合剂和低含固率的增稠剂逐步得到开发和应用,颜料印花的黏着剂技术问题逐步得到解决,产品质量不断提高,应用范围不断扩大,显示了该领域的研究前景。
1 印花工艺条件优化
1.1 不同工艺条件对湿摩擦牢度的影响
优选了颜料用量、黏合剂用量、湿摩擦牢度增进剂MCG-2用量、温度、时间等参数进行对比试验。具体参数是:颜料用量2%、4%、6%、8%,黏合剂APF-101用量:20%、25%、30%,牢度增进剂 MCG-2 0%、2%、4%,焙烘温度120、130、140℃,时间1、2min。
试验结果如表1~ 表4所示。
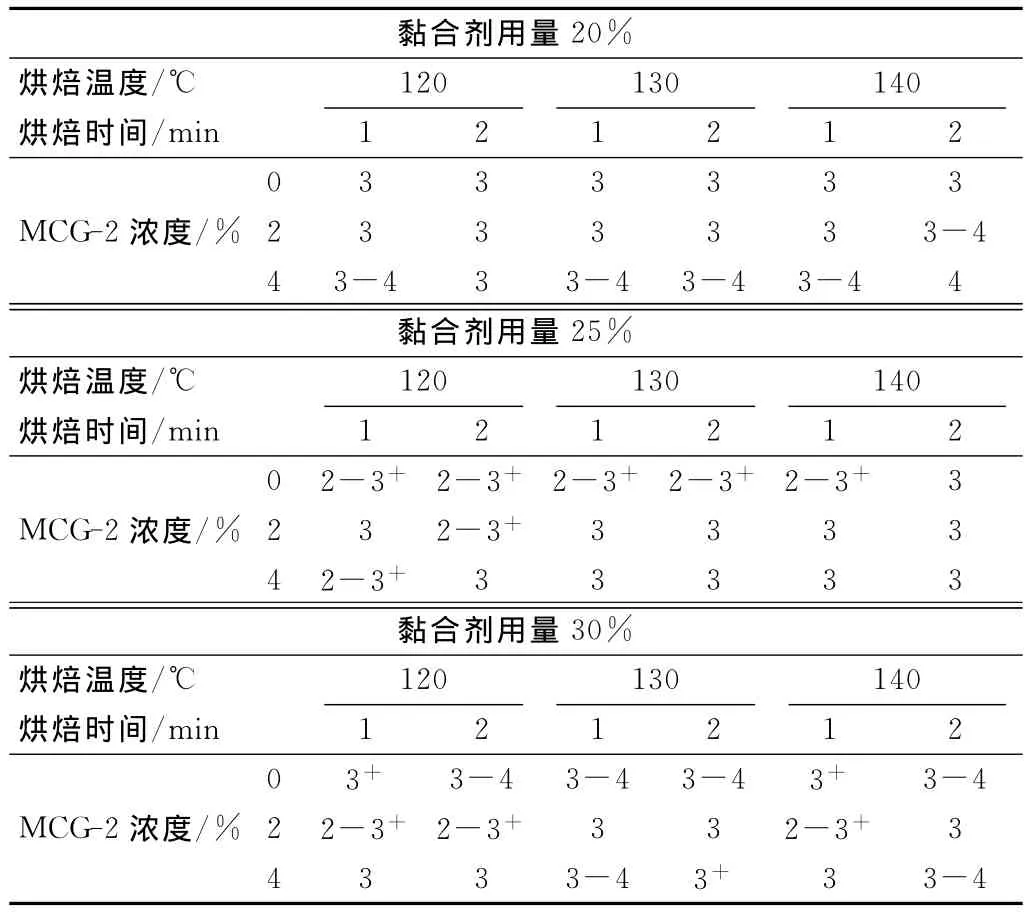
表1 颜料用量为2%时的湿摩擦色牢度 单位:级
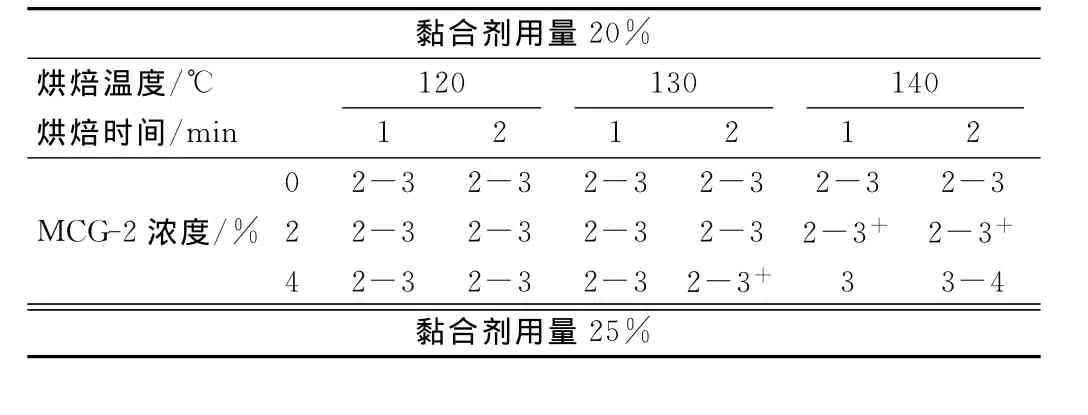
表2 颜料用量为4%时的湿摩擦色牢度 单位:级

烘焙温度/℃120140烘焙时间/min 1 2 1 2 1 2 0 2-3 2-3 2-3 2-3 2-3 2-3+MCG-2浓度/%2 2-3 2-3+ 3 3-4 3 3 4 2-3 2-3 2-3 3 3-4 3黏合剂用量30%烘焙温度/℃130 120140烘焙时间/min 1 2 1 2 1 2 0 2-3 2-3+ 2-3 2-3+ 3 3 MCG-2浓度/%2 2-3+ 2-3 3 3 2-3 3-4 4 2-3+ 3 2-3+ 3 3 3 130

表3 颜料用量为6%时的湿摩擦色牢度
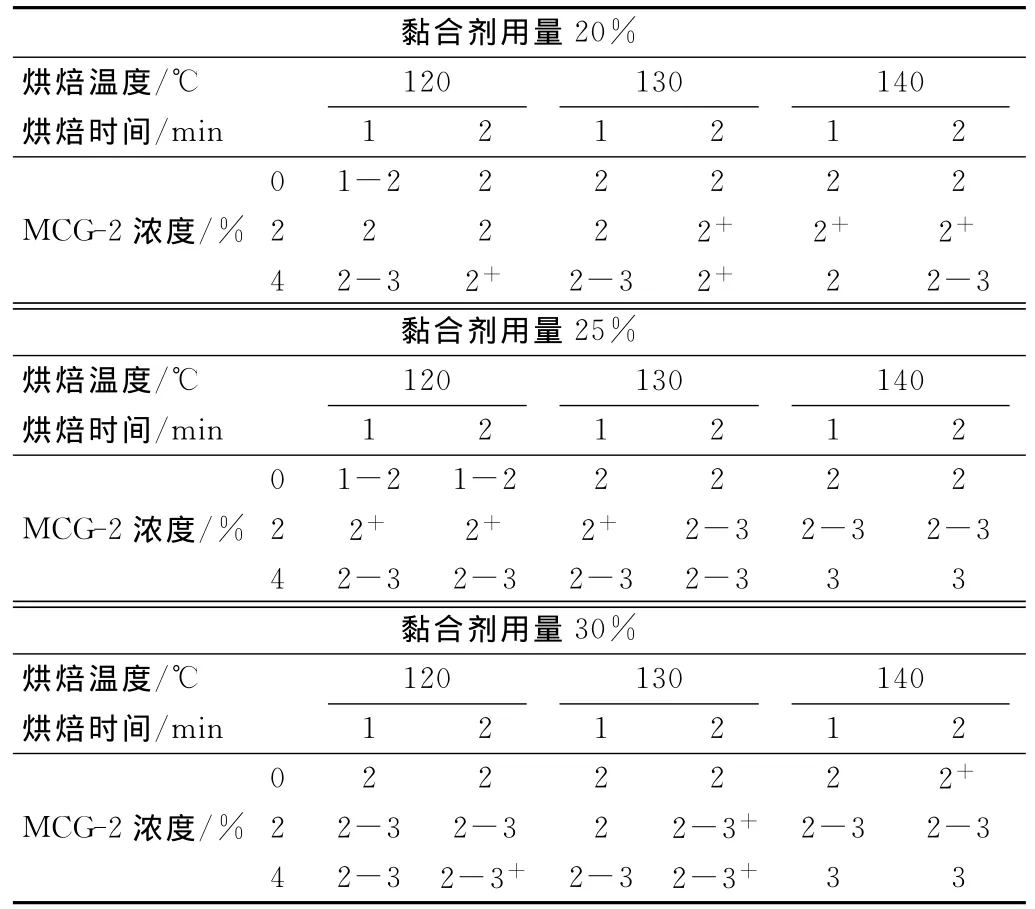
表4 颜料用量为8%时的湿摩擦色牢度 单位:级
根据表1~表4可看出,颜料用量在4%或以下,其他条件相同时,黏合剂从20%增加到30%,其湿摩擦牢度变化不大,且湿摩擦增进剂的加入对牢度基本没有影响;在颜料用量为2%以内时,焙烘温度和时间对于牢度也基本上没有太大的影响(湿摩擦牢度基本上可达到3级或以上)。而颜料用量为2%~4%时,随着焙烘温度的提高、时间的增加,色牢度会有一定程度的提高(即牢度从2-3级提高到3级或者3-4级)[3-8]。
从表1和表2可看出,在不加湿摩擦牢度增进剂且颜料用量相同的情况下,黏合剂30%的用量和20%、25%的用量相比,其湿摩擦牢度没有很明显的差别;在加入等量的湿摩擦牢度增进剂后,湿摩擦牢度略有提高,但提高的级别通常不到半级。对于摩擦牢度增进剂MCG-2,在颜料用量大于4%时,随着颜料用量的增加,加入MCG-2的效果也变得越来越明显,其湿摩擦牢度级别最高可提高1级左右。在颜料用量大于4%时,随着温度和时间的增加对提高湿摩牢度也有一定的作用[9-12]。
根据以上分析可知,黏合剂APF-101的用量一般控制在20%即可,而MCG-2可视颜料的用量情况而定。在颜料用量4%以上时,MCG-2用量以2%~4%为宜;颜料用量小于4%时,MCG-2用量以0%~2%为宜。适宜的焙烘温度和时间为温度140℃,时间2 min左右[13-15]。
1.2 印花刮刀角度、压力、速度和花版绢网目数对印花效果的影响
印花色浆配方:增稠剂PFL3.5%,黏合剂APF-101 20%,颜料G-31 4%,柔软剂VS 1%。
1.2.1 刮刀角度
面料为全棉平纹布30×30 78×65,压力8kg,刮刀速度55m/min,绢网120目,刮刀角度对织物磨擦牢度及手感的影响如表5和表6所示。

表5 刮刀角度对全棉平纹布的摩擦色牢度及手感的影响
对于上述面料的试验表明,随着刮刀角度变大,织物得浆量变大,色块的颜色越来越深,但因为该面料本身具有较粗糙的风格,对手感的影响不太明显,悬垂性明显变差。不同角度刮印条件下,对摩擦色牢度也影响不大[16-17]。
面料为全棉缎纹布60×40 127×80,压力8kg,刮刀速度55m/min,绢网120目。

表6 刮刀角度对全棉缎纹布的摩擦色牢度及手感的影响
对于缎纹布的试验同样表明,随着刮刀角度变大,印花色块变得越来越僵硬,颜色越来越深,整体手感越来越差,对摩擦色牢度影响也较小。
1.2.2 刮刀速度
面料为全棉缎纹布60×40 127×80,刮刀压力8 kg,刮刀角度5°,绢网120目,刮刀速度对织物手感的影响如表7所示。

表7 刮刀速度对全棉缎纹布手感的影响
随着刮刀速度加快,织物得浆量减少,颜色变浅,手感略有改善。
1.2.3 刮刀压力
面料为全棉缎纹布60×40 127×80,刮刀速度77 m/min,刮刀角度5°,绢网120目,刮刀压力对织物手感的影响如表8所示。

表8 刮刀压力对全棉缎纹布手感的影响
随着刮刀压力增大,织物得浆量变大,颜色变深,手感变差。
1.2.4 花版绢网目数
面料为全棉缎纹布60×40 127×80,刮刀速度77 m/min,刮刀角度5°,刮刀压力6kg,花版绢网目数对织物手感的影响如表9所示。

表9 花版绢网目数对全棉缎纹布手感的影响
随着花版绢网目数的增加,得浆量有所下降,织物手感有所改善。总体上,刮刀角度、速度、压力、绢网目数对颜料印花的颜色、手感有较大的影响,但对摩擦色牢度影响较小。
因此在对棉及含棉多元纤维交织或混纺特宽幅织物进行颜料直接印花时,选择如下印制条件:印花刮刀角度5°~10°、压力6~8kg、速度60~80m/min和绢网目数180~250目。
2 颜料直接印花试生产及产品性能测试
2.1 颜料直接印花试生产技术方案
2.1.1 工艺流程
色浆配制→印花→烘干(80~100℃,40~90s)→焙烘(140℃,2~3min)→成品。
2.1.2 适用的颜料及印花助剂
颜料以Dystar系列颜料和国产的泗联颜料为主,配合部分PE系列颜料,或者使用自制的自黏性有机颜料微胶囊(不需黏合剂);黏合剂为APF-101;直接印花用增稠剂为合成增稠剂PFL或PT-RV;自制的新型无火油超低含固率增稠浆EcopO-2[18],既可用于颜料直接印花,也可用于颜料拔染印花,应用该增稠浆时色浆配方中不需添加柔软剂也可获得接近染料印花的手感[19-21];专用柔软剂VS;牢度增进剂为自制耐摩擦色牢度增进剂MCG-2。
2.1.3 色浆配方
色浆配方1:
颜 料/%x
黏合剂APF-101/% 10~20
新型增稠浆EcopO-2/% 75~85
色浆配方2:
颜 料/%x
黏合剂APF-101/% 10~20
合成增稠剂PFL或PT-RV/% 3~4
柔软剂VS/% 1~4
耐摩擦色牢度增进剂MCG-2/% 0~4
水/%y
2.1.4 印制条件
印花刮刀角度5°~10°、压力6~8kg、速度60~80 m/min、绢网目数180~250目。
2.2 产品性能测试
试样1为全面缎纹布60×40 127×80,其颜料四分色直接印花色浆配方如下表10所示,产品性能测试结果如表11所示。

表10 直接印花色浆配方
试样2为全面缎纹布60×40 127×80,试生产颜料直印配方为K-BC蓝4%,APF-101 20%,增稠浆xkg,其产品性能测试结果如表12所示。
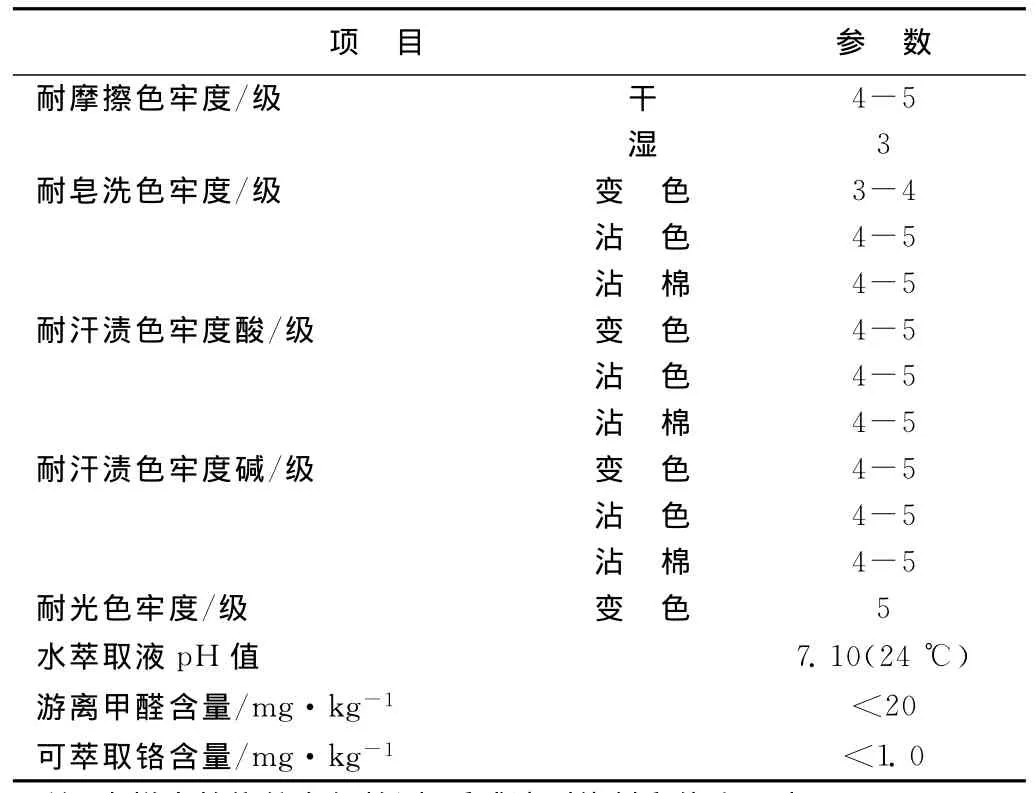
表11 试样1产品技术指标测试结果
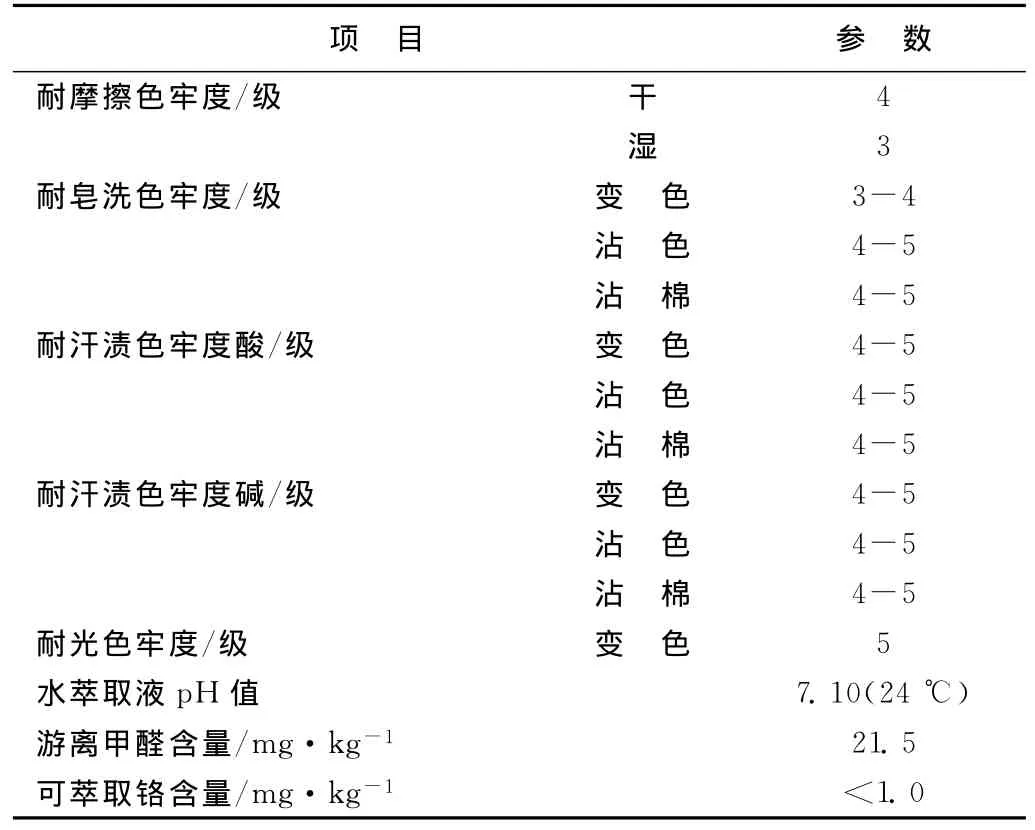
表12 试样2产品技术指标测试结果

表13 试样3产品技术指标测试结果
试样3为全棉帆布16+16×7 84×28,试生产颜料直印配方为K-BC蓝4%,APF-101 25%合成增稠剂PFL 3.5%,其产品性能测试结果如表13所示。
3 结语
产品的色牢度为耐洗≥3-4级,耐汗渍≥3-4级,耐干摩擦≥3-4级,耐湿摩擦≥3级,耐光≥5,手感接近或达到染料印染产品水平,符合国际纺织品环保标准要求,甲醛检出量≤75ppm(以纯棉为标准织物)。
[1] 中国印染行业协会.印染行业“十二五”发展规划[J].网上轻纺城,2012,(2):27.
[2] 刘永庆.印花涂料剖析方法简介[J].网印工业,2010,(3):1-4.
[3] 千小娟.新型涂料印花粘合剂的研究[J].印染助剂,2009,26(8):27-30.
[4] 黄茂福.涂料印花的创新与发展动向[J].印染助剂,2010,27(4):1-7.
[5] 刘 梅,贺江平,雷 键.水性聚氨酯涂料印花粘合剂的合成与应用[J].印染助剂,2009,26(9):45-47.
[6] 曾庆乐,李达刚.新型涂料印花粘合剂的合成研究[J].中国胶粘剂,1999,(3):1-5.
[7] 丁长波,赵振河,杨少艳.低温自交联型丙烯酸酯无皂黏合剂的制备及应用[J].印染,2014,(12):16-20.
[8] 吉婉丽,张小丽.丙烯酸酯类黏合剂无皂乳液聚合[J].印染,2010,36(1):4-7.
[9] 唐广粮,郝广杰,宋谋道,等.离子型其聚单体用于高固含量无皂乳液聚合的研究——甲基丙烯酸异丁旨/甲基丙烯酸甲酯/内烯酸丁酯无皂乳液聚合体系[J].高分子学报,2000,(3):267-270.
[10]张洪涛,黄锦霞.乳液聚合新技术及应用[M].北京:化学工业出版社,2007.
[11]王菊生.染整工艺原理:第4册[M].北京:中国纺织出版社 ,2000.123-124.
[12]袁才登.乳液胶粘剂[M].北京:化学工业出版社,2004.372-373.
[13]萧继华,俞 宏,宋心远.环保型低温自交联涂料印花粘合剂 SX的合成与应用[J].印染助剂,2001,18(6):23-25.
[14]米普科.有机硅氧烷丙烯酸酯乳液的合成[J].胶体与聚合物,2002,(2):4-7.
[15]董永春.纺织用粘合剂的研究开发进展[J].中国胶粘剂,1995,4(5):38-43.
[16]唐颐恒,陈水林.低温无甲醛涂料印花粘合剂的合成与应用[J].染整技术,2004,26(6):6-12.
[17]赵振河.高分子化学和物理[M].北京:中国纺织出版社,2003.48-50.
[18]陈一飞,刘今强,葛华云.新型增稠浆EcopO-2对颜料印花产品手感影响的分析[J].纺织学报,2013,(8):89-94.
[19]陈丽琼,刘 杰,李 玮,等.反应性乳化剂对有机硅——丙烯酸酯乳液共聚合的影响[J].应用化学,2003,(3):284-286.
[20]熊 磊,胡春燕,苏开第.聚氨酯改性氨基硅烷免烫整理剂的研制和应用[J].印染,2007,(18):5-8.
[21]余一鹗.涂料印染技术[M].北京:中国纺织出版社,2003.5-10.