碎米淀粉提取条件的优化
2015-12-31陈立诺刘爱红
陈立诺, 别 珍, 刘爱红
(湖北大学知行学院生物工程系,湖北 武汉 430011)
碎米是稻谷加工成大米过程中不可避免的副产物,可以食用,也可以利用,开发出淀粉糖、糊精、果葡糖、低聚糖、抗性淀粉、多孔淀粉等[1]。随着经济条件和生活水平的提高及人们对精米消费量的逐年增长,大米的加工精度不断提高,产品分级整理逐步加强,产生的碎米量也呈现逐年递增的趋势。目前,我国以年产稻谷约1.85亿t位居世界之首。但受现有碾米技术的限制,生产加工过程中通常产生10%~15%的碎米,即1 850万t~3 000万t[2]。碎米中的主要成分是80%左右的淀粉和8%左右的蛋白质,与整米成分含量相似。大米淀粉及其衍生物是重要的工业原料,已广泛应用于造纸、食品、纺织、医药、养殖、废水处理等多个领域。提取、分离、纯化大米淀粉的方法有碱法[3-4]、酶法[5]、碱酶复合法[6]等。本文采用单因素水平实验法优化碱法提取碎米中淀粉的工艺条件,旨在为碎米的深度开发利用提供依据。
1 实验部分
1.1 材料与试剂
碎米,先禾粮机有限公司;氢氧化钠,分析纯,天津市广成化学试剂有限公司。
1.2 实验设备
7DL-5-A离心机,上海安亭科学仪器厂;FW-100高速组织粉碎机,北京市中兴伟业仪器有限公司;101-2AB电热鼓风干燥箱,上海新苗医疗器械制造有限公司。
1.3 实验方法
碎米经高速组织粉碎机粉碎,过筛得碎米粉。然后,取一定量的碎米粉于稀NaOH溶液中浸泡一定时间,离心,去掉黄色上清液。用去离子水清洗沉淀物,离心,去掉上清液,调节pH值至中性,重复清洗3次。沉淀物先于45℃去除大部分水分,再在105℃条件下烘干获得粗淀粉。
2 结果与讨论
2.1 碎米粉粉碎程度对提取粗淀粉的影响
在碱液质量分数为0.5%、浸泡温度为25℃、液固质量比为3∶1、离心时间为4min、浸泡时间为2.5h的条件下,分别选取0.425mm~0.850mm(20目~40目)、0.250mm~0.425mm(40目~60目)、0.180mm~0.250mm(60目 ~80 目)、0.150mm~0.180mm(80目~100目)、≥0.150mm(100目)等不同范围的碎米粉进行粗淀粉提取,结果见第29页图1所示。
由图1可知,随着筛子目数的增加,碎米粉的颗粒越来越小,粗淀粉的提取率逐渐变小。这是因为,碎米粉颗粒越小,其中蛋白质越易溶解于NaOH溶液中而被去除。但碎米粉颗粒小于0.150mm(100目)筛后又易产生糊化作用,难与蛋白质分离。因此,碎米粉颗粒在0.150mm~0.250mm(60目~100目)较适宜。

图1 碎米粉颗粒大小与粗淀粉提取率关系
2.2 碱液浓度对粗淀粉提取率的影响
取0.150mm~0.250mm(60目~100目)碎米粉,在固液质量比为1∶6,浸泡时间为2h,浸泡温度为25℃,NaOH质量分数分别为0.1%、0.2%、0.3%、0.4%、0.5%、0.6%、0.7%条件下进行提取碎米淀粉,其结果如图2所示。
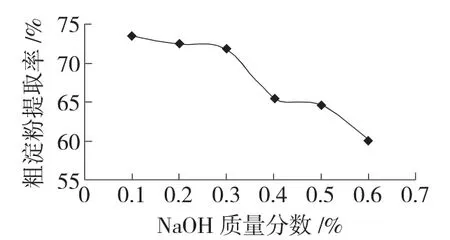
图2 NaOH质量分数对粗淀粉提取率的影响
从图2中可以看出,随着NaOH质量分数的增加,碎米粗淀粉的提取率下降。这是因为,一方面,大米蛋白质在胚乳中与淀粉结合紧密,较难溶出,适当浓度的NaOH可以使其结构变得疏松,促使蛋白质与大米淀粉分离,溶解出来被去除;另一方面,NaOH质量分数达到一定值时,提取中淀粉糊化量又会增加,导致淀粉提取率降低。综合两方面的原因,当NaOH质量分数为0.4%左右时,蛋白质去除较为完全,淀粉糊化程度很低,提取的碎米淀粉纯度高。
2.3 固液比对粗淀粉提取率的影响
取一定量碎米粉,在碱液质量分数为0.4%、浸泡温度为25℃、浸泡时间为2h,分别在固液质量比为1∶4、1∶5、1∶6、1∶7、1∶8下提取碎米淀粉,结果如图3所示。

图3 固液比对粗淀粉提取率的影响
从图3中可以看出,当固液质量比小于1∶6时,碎米粗淀粉提取率逐渐下降。这是因为,随着固液质量比的增加,碎米中蛋白质溶解,被去除量增加。当固液质量比达到1∶6时,碎米中蛋白质基本都被去除,因此再增加固液比时,碎米粗淀粉提取率基本不再变化。
2.4 浸泡时间对碎米粗淀粉提取率的影响
在碱液质量分数为0.4%、浸泡温度为25℃、固液质量比为1∶6条件下,分别选取浸泡时间为0.5、1.0、1.5、2.0、2.5、3.0、3.5h做提取碎米淀粉实验,结果见图4所示。

图4 浸泡时间对粗淀粉提取率的影响
从图4中可以看出,随着浸泡时间的增加,粗淀粉的提取率增加,但当浸泡时间达到2.5h后,提取率增加缓慢。这可能是因为,随着时间的延长,NaOH溶液腐蚀并破坏了大米的结构,不利于蛋白质从淀粉中分离出来,使粗淀粉的提取率增加。考虑到成本和效率,浸泡时间应选择2.5h。
3 结论
利用碱法提取碎米淀粉时,先将碎米粉碎为0.150mm~0.250mm(60目~100目),然后在NaOH质量分数为0.4%、固液质量比为1∶6,浸提时间为2.5h条件下,粗淀粉的提取率可达72%,比较适合大量提取。
[1] 迟明梅,方伟森.碎米资源的综合利用[J].粮食加工,2006,31(4):39-41.
[2] 腾碧蔚.碎米资源及其综合利用概述[J].食品与生物,2013(1):12-13,31.
[3] 刘一洋,林亲录,田蔚,等.碱消化法提取大米淀粉的研究[J].农产品加工,2009(12):66-67,70.
[4] 易翠平,姚惠源.高纯度大米蛋白和淀粉的分离提取[J].食品与机械,2004,20(6):18-21.
[5] 倪凌燕,王立,易翠平,等.高纯度大米淀粉的提取分离纯化[J].粮油加工,2006(9):72-76.
[6] 盛志佳,林亲禄,肖华西.大米淀粉的提取及纯化方法研究[J].湖南农业科学,2011(7):80-84.