双环模结构生物质颗粒燃料设备的研制与性能分析
2015-12-31辽宁省能源研究所闫昌国张晓健张欢寇巍张大雷
辽宁省能源研究所 ■ 闫昌国 张晓健 张欢 寇巍 张大雷
0 引言
随着我国农村生活水平的提高,一方面,农村对清洁能源的需求量越来越大;另一方面,大量的农林废弃物未得到很好利用,环境污染问题日益突出。开发生物质能源的利用既可弥补常规能源的短缺,也具有重大的环境效益,发展低碳型、环境友好型、可持续型经济已势在必行[1-2]。
生物质能源是以生物质为载体的绿色能源[3,4],使用无污染,并且具有可再生的特点,是除煤炭、石油和天然气以外占世界能源资源第4位的可再生能源。如果充分利用生物质能源,它可满足世界范围内约14%的能源需求[4,5]。我国疆域宽广,生物质资源丰富,每年农村剩余秸秆量达到7.26×109t[3],如果去除秸秆还田、牲畜饲料及生活燃烧等消耗,还约有2.5×109t的剩余量未得到很好利用。目前对于生物质能的研究开发,主要有3种手段,分别为物理转换、化学转换和生物转换,涉及到气化、液化、热解、固化和直接燃烧等技术[6]。与其他生物质能利用技术相比,生物质固化技术更容易实现产业化,是提高能源密度和能效的有效方法。生物质固化技术是将各类生物质粉碎成具有一定粒度的物料,然后在一定含水率条件下通过成型设备,靠机械压力将其挤压制成具有一定密度、形状规则的成型燃料的加工技术[4,7,8],其主要目的是将体积大、密度低的生物质转变为体积小、密度高的生物质燃料。密度可达1.0 g/cm3以上,含水率一般在12%以下,增加了单位体积的热值(约16~21 MJ/kg)[3],燃烧性能明显改善。成型燃料使用方便,可作为生物质高效燃烧炉气化炉和小型锅炉的燃料[3],环保无污染,体积的缩小大幅降低了运输和储存成本[4,9]。生物质固化技术把各类生物质资源和林业加工废弃物转化成成型燃料,是解决生物质资源浪费和污染的一项重要技术手段[10,11]。
由于我国对生物质能的研究起步较晚,某些关键技术还未完全突破,更主要的是技术的集成不够,单一技术效益低下。我国现有颗粒燃料成型设备普遍存在能耗高的不足,使成型燃料的生产成本一直降不下来;同时,成型部件易磨损,使设备性能不稳定,大多不能长期连续运转。因此,有必要研制开发一款结构简单、操作方便、低能耗、高效率的成型燃料生产设备。本文介绍的SHM-300型双环模结构的颗粒燃料加工装备以降低生产能耗、降低产品成本、提高模具耐磨性为主攻方向,着重解决生物质成型燃料加工过程中存在的能耗高、易损件更换频繁、维护困难等问题。
1 双环模设备国内外发展现状及成型原理分析
1.1 国外双环模发展现状
农林废弃物常温成型颗粒燃料的应用在发达国家受到广泛重视,如意大利、丹麦、芬兰、法国、挪威、瑞典和美国等国家生物质能在总能源消耗中所占比例增加相当迅速。2001年瑞典颗粒燃料产值为70千万欧元,比2000年增长15%。颗粒燃料市场较大的增长需求,也促进了成型设备技术的日益完善。尤其瑞典与意大利,成功推出了冷成型颗粒燃料加工设备,全球经济一体化,生物质能的生产应用范围扩大,也让他们设备开发的重点转移到了发展中国家。亚洲除日本外,泰国、印度、菲律宾等国从80年代开始就先后开展了生物质成型机设备及成型工艺方面的研究并形成了工业化生产[12-16]。从纯技术的角度看,意大利ETS(EcoTre System)研制开发的颗粒制粒生产系统较为先进,它对原料含水率有较宽的适应性,在10%~25%之间都可成型。所以,大部分原料无需干燥即可直接用于制粒;成型后的温升也只有10~15 ℃,无需冷却即可直接进行包装,减少了干燥和冷却两道工序,使整套系统的能耗很低,比传统的工艺方法减少60%~70%,且机器磨损也大幅减小。据有关资料显示,该设备价格较高,最小系统(2 t/h)的价格为87万英镑/套(折合人民币1300万元/套),但性能比较稳定,目前已推向市场,单位产品能耗为25~60 kWh/t。设备外形如图1所示。

图1 意大利ETS颗粒机
1.2 国内双环模颗粒机发展现状
双环模颗粒机在国内也有报道,但还处于研究阶段,未推向市场。相关研究单位也加工出了样机,但产量很小,第一代产品只有每小时几十kg,第二代产品正在测试,产量也只有每小时两三百kg。单位产品能耗为100 kWh/t(包括粉碎和制粒),与意大利的ETS系统性能还有很大差距,适合小规模的分散型处理。
1.3 双环模颗粒机成型原理分析
双环模颗粒成型机的成型原理是利用一对相向转动的中空滚筒做线速度差速运动,使落入两滚筒之间的物料由于重力作用在向下运动过程中被挤压,并通过筒壁的成型模腔,从而被制成生物质颗粒燃料[17],如图2所示。

图2 双环模成型机结构原理图
由于生物质原料的力传导性极差,再加上两滚筒间存在线速度差(n1≠n2),使物料在进入成型模腔之前,就被施加一剪切力,使物料中的纤维素分子团错位、变形、延展成薄片,缩短了力的传导距离。所以,在较小压力下,会使其相邻相嵌、层层相叠。同时,在正压力作用下,一部分粒子变形后进入成型模腔,形成上下啮合的状态,从而制成的颗粒燃料具有特定结构模型,具有很好的力学性能[17,18]。双环模颗粒成型机就是利用这一原理生产的,具有设备体积小、运行能耗低的特点,可实现自然含水率的生物质物料在不添加任何添加剂、粘结剂的情况下常温成型。在设备运行过程中,零部件磨损较少,在物料重力和两个空心对辊轮转动过程中产生相互挤压力的联合作用下,使物料源源不断地被强制进入成型孔成型,再由环模内部自然断裂后甩出,最后落到成品筛上进行筛选,分开颗粒与未成型的粉料,从而完成物料制粒的整个过程。
2 设备结构及参数的确定
2.1 设备结构的确定
根据目前国内外该种设备发展情况,经过深入研究,确定了设备传动结构、环模转速、环模间隙调整方式、出料方式、切刀设置方式等技术难点,并完成相关理论计算和设计图纸,由我所加工厂自行加工和装配,生产出实验室规模的双环模设备样机。整台设备主要由驱动电机、机架、减速机、联轴器、齿轮箱体、活动箱体和环模组成。设备运行时,电机产生的动力通过5根C型三角带传递到减速机的输入端,经过减速后动力的一个分支通过联轴器与齿轮箱体输入轴相连,输出轴上配有双向连接键,带动一个环模转动。动力的另一个分支经过链条的传动传递给活动箱体,该箱体输出轴带动另外一个环模做反方向转动,两个环模之间间隙由箱体上的螺杆调整。设备主机设计3D结构如图3所示。
为了试验测试的需要,需给设备配备可调整上料量的上料系统。根据生物质物料的特性及工艺特点,选用螺旋输送机上料。螺旋输送机具有结构简单、横断面积较小,密封性能好、便于进料和出料、操作安全方便、制造成本较低等优点。驱动上采用电磁调速离合器进行转速控制,便于更好地进行各种原料的试验。最终系统配置图如图4所示。

图3 设备结构图
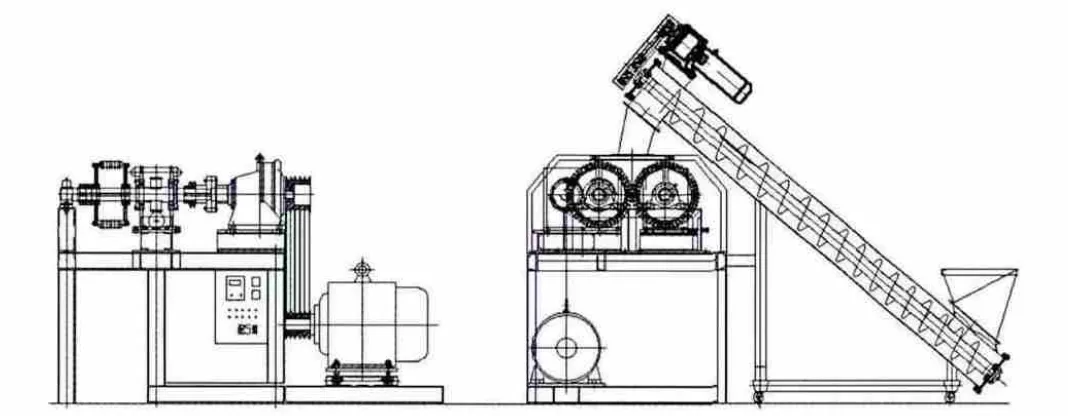
图4 系统配置图
2.2 设备基本参数确定
外形尺寸:2185 mm×1120 mm×2200 mm;整机重量:976 kg;主电机功率:37 kW;环模内径:350 mm;环模成型孔径:6 mm;成品颗粒规格:φ6;环模转速:106 r/min。
3 设备性能的测试分析
影响生物质成型的因素很多,除了生物质自身的生化特性和外部压缩条件外,还与成型机模具类型、压缩方式、成型工艺等有密切关系,它们都从根本上影响或制约成型物内部的粘结方式和粘结力大小,直接影响成型物的物理品质差异[19-23]。而对于一台加工好的颗粒成型机而言,原料的种类、含水率、环模转速及工作压力是影响颗粒成型的主要因素[24-26]。
本文论述的SHM-300型双环模成型设备在样机装配完成后,进行试运转,空转时设备运转平稳。投料试验,先少量加入粉碎好的秸秆原料,主机电流缓慢上升,原料进入到模孔中,但随着原料量的加大,电流不再增加,粉料也不再进入模孔中,从两个环模之间落到地面,首次试验宣告失败。分析原因为:由于设备所用环模为新加工所得,模孔未经过抛光处理,模孔内摩擦力大于克服两个环模间隙的力,导致物料不易进入模孔,都顺着模辊间隙落到地面。找到原因后,对设备进行了改造,在两个控制环模间隙的箱体上增加两根丝杠拉紧装置,并在试验过程中采用含少量废机油的玉米秸秆粉作为原料,掺入适量的金刚砂,这样既可起到润滑作用,又可对模孔进行研磨抛光。通过试运行,设备的出粒效果有了很大提高,后来又经过不断完善,采取增加驱动电机功率、更换皮带轮、更换环模材质和热处理工艺调整、改变不同环模压缩比以适应不同物料和水分的需求、配备变频器以改变环模转数等手段,使设备最终能适应多种物料的生产,颗粒密度和产量都有了很大的提高。
3.1 环模转速对产量的影响
为了更好地验证环模转速与产量的关系,给设备配备了由深圳伟创公司生产的AC60-T3-037G/045P型变频器,用来控制电机转速。试验原料为已粉碎的玉米秸秆粉,含水率为16.27%,测试结果见表1。
由表1可知,随着环模的转速增加,产量也逐步增加,基本为正比例关系,在环模转速接近106 r/min时产量最高,可达612 kg/h,成品率也最高,为68.75%。随着转速的提升,虽然产量达到了744 kg/h,但由于环模转速加快,导致颗粒落下时碎的较多,成品率降低为53.2%,颗粒外观也不够完美。

表1 环模转速对产品产量和质量的影响
3.2 原料水分对玉米秸秆粉成型质量的影响
生物质物料内的水分一般流动于生物质团粒间,在压力作用下,与果胶质或糖类混合会形成胶体,起粘结剂的作用。 因此,过于干燥的生物质物料通常情况下很难压缩成型[27-29]。生物质中适量结合水和自由水的存在是一种润滑剂,能使粒子间的内摩擦变小,流动性增强,从而促进粒子间的结合[30-32]。为了全面了解该设备对原料水分的适应性,选用易于成型的玉米秸秆原料作为试验原料,使用我所自行设计加工的搅拌机进行水分调整,对设备进行原料水分影响情况的测试,结果见表2。
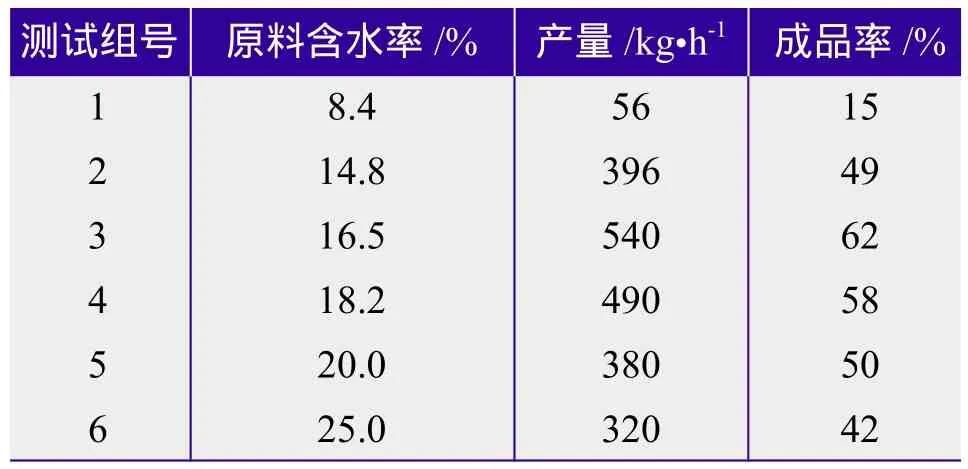
表2 原料水分对玉米秸秆粉成型产量和质量的影响
由表2可知,原料含水范围在10%~20%之间能很好地成型,且颗粒密度和外观都很好。超过20%成型稍差,成品率和产量有所降低,颗粒表面有裂纹,颗粒密度过小,易断裂。低于10%的秸秆原料不易成型,产量和成品率都较低,而且秸秆粉四处飘扬,污染环境。
3.3 同一条件下不同原料的产量研究
不同种类的原料成型难易也有差别[33],设备对原料的适应性测试,选用玉米秸秆、花生壳、锯末3种典型原料进行试验,测试其产量及颗粒质量的差别,结果见表3。

表3 原料对产量和质量的影响
由表3可知,在同等含水率、同等力度的情况下,3种原料中玉米秸秆和花生壳粉能较好成型,表面有光泽,产量也较高,可达到450~550 kg/h;锯末类木质原料成型效果稍差。分析原因是原料本身不易压缩,也没有足够高的温度对木质素进行软化,另外该种设备挤压力不够大,导致成型率不好,产量低下。
通过对设备的试验运行,掌握了不同生物质成型规律,设备达到的技术指标为:生产能力:450~550 kg/h;能量消耗:小于60 kWh/t;适应原料含水率:10%~20%;颗粒密度:0.8~1.1 g/cm3。
4 结论与讨论
通过对双环模颗粒机的研制和测试工作,掌握了双环模颗粒机成型原理和不同生物质原料成型规律,该种设备的主要优点为:1)设备能适应多种原料并可连续化生产;2)适应原料较宽的含水率,10%~25%都可很好地成型;3)设备的操作简单,上料量大导致闷车时只要简单反转一下,就可迎刃而解,同时环模的调整和更换也很容易;4)设备的易损件少,维修保养十分方便。
和单环模颗粒机相比,由于该种设备为研制初期,还有很多不足之处有待完善:1)设备的成品率相对较低,目前为50%~60%;2)成品颗粒密度较小,为0.8~1.0 g/cm3;3)制粒过程中压力不足,导致颗粒外型不够美观;4)整套系统配套设施不够完善,上料过程中原料落到模辊间隙时不够均匀,导致两环模间隙忽大忽小,电机电流浮动较大;另外,未成型的粉料也需人工操作才能返回到上料输送机。
本文详实地介绍了双环模生物质颗粒燃料设备的研制过程,并通过试验测试分析了设备运行过程中转数、水分等因素对造粒产量的影响,通过对比分析玉米秸秆粉、花生壳粉、锯末3种原料的造粒成型效果,总结了该种类型设备的优缺点,为今后此类生物质成型机在市场上的应用提供了宝贵的借鉴经验。
[1] 胥畅, 王胜清. 低碳经济下的农作物秸秆综合利用研究[J].经济研究导刊 , 2011, (31): 205 - 207.
[2] 祖宇, 郝玲, 董良杰. 我国秸秆粉碎机的研究现状与展望[J].安徽农业科学 , 2012, (3): 505 - 508.
[3] 姚向军, 田宜水. 生物质能资源清洁转化利用技术[M]. 北京 : 化学工业出版社 , 2005.
[4] 张百良. 农村能源工程学[M]. 北京: 中国农业出版社,1999.
[5] Werther J, Saenger M, Hartge E U,et al. Combustion ofagricultural residues[J]. Progress in Energy and Combustion Science, 2000, 26(1) : 1 - 27.
[6] 蒋剑春. 生物质能源应用研究现状与发展前景[J]. 林产化学与工业 , 2002, (6): 75 - 76.
[7] 王建祥, 蔡红珍. 生物质压缩成型燃料的物理品质及成型技术 [J]. 农机化研究 , 2008, (1): 209 - 211.
[8] Angelo Mazz. Study, design and prototyping of an animal traction cam based press for biomass densifi cation[J]. Mech-anism and Machine Theory, 2007, 42(6): 652 - 667.
[9] 陈军, 陶占良. 能源化学[M]. 北京: 化学工业出版社,2004.
[10] Li Y, Liu H. High-pressure densifi cation of wood resi-dues to form an upgraded fuel[J]. Biomass and Bioenergy, 2000, 19:177-186.
[11] Martin Junginger, Torjus Bolkesj, Douglas Bradley, et al.Developments in international bioenergy trade[J]. Biomass and Bioenergy, 2008, 32: 717 - 729.
[12] Malan I N V I, Maks I Mov A A, Kvashni N. Method and apparatus for briquetting of lignin-containing materias[P]. RU 2191799, 2002.
[13] Mason M, Dumbleton, Frederick J . Production of compactbiomass fuel[P]. WO 2003087276, 2003.
[14] Reed, Thomas B. Combined biomass pyrolysis and densifi cation for manufacture of shaped bio mass -derived solid fuels[P]. US 2003221363 , 2003 .
[15] Werner Hans. Process and apparatus for production of fuels from compressed biomass and use of the fuels[P]. EP 1443096,2004.
[16] Demirbas A , Sahin-Demirbas A. Briquetting properties of biomass waste materials[J]. Energy Sources, 2004, 26(1): 83 - 91.
[17] 车战斌. 生物质就地及时压缩成型技术——Highzones技术 [J]. 中国能源 , 2005, (1): 32 - 35.
[18] 车战斌. 松散状生物质可成型材料的成型机[P]. 中国:03277208. 4, 2004-09-08.
[19] 王雅鹏, 孙凤莲, 丁文斌, 等. 中国生物质能源开发利用探索性研究[M]. 北京: 科学出版社, 2010.
[20] 朱德文, 陈永生,钟成义, 等. 多功能空心对辊式生物质颗粒成型机的研制[J]. 农机化研究, 2007, (5): 91-94.
[21] 盛奎川, 吴杰. 生物质成型燃料的物理品质和成型机理的研究进展 [J]. 农业工程学报 , 2004, (2): 243 - 246.
[22] 郭康权. 农林废弃植物粉碎后的压缩特性[J]. 农业工程学报 , 1994(增刊 ), 140 - 145.
[23] 张大雷. 生物质成型燃料开发现状及应用前景[J]. 现代农业 , 2009, 98 - 103.
[24] 回彩娟. 生物质燃料常温高压致密成型技术及成形机理研究 [D]. 北京 : 北京林业大学 , 2006, 4 - 8.
[25] 袁振宏, 吴创之, 马隆龙, 等. 生物质利用原理与技术[M].北京: 化学工业出版社, 2004.
[26] 李美华, 愈国胜. 生物质成型技术研究现状[J]. 木材加工机械 , 2005, (2): 36 - 40.
[27] 赵廷林, 舒伟, 邓大军, 等. 生物质致密成型技术研究现状与发展 [J]. 新能源产业 , 2007, 47(4): 29 - 33.
[28] 盛奎川, 蒋成球, 钟建立. 生物质压缩成型燃料技术研究综述 [J]. 能源工程 , 1996, 27(3): 8 - 11.
[29]黄明权, 张大雷, 姜洋, 等. 影响生物质固化成型因素的研究 [J]. 农村能源 , 1999, 83(1): 17 - 18.
[30] 姜洋, 曲静霞, 郭军, 等. 生物质颗粒燃料成型条件的研究 [J]. 可再生能源 , 2006, 129(5): 16 - 18.
[31] 郭康权, 杨中平, 薛少平, 等. 玉米秸秆颗粒燃料成型的试验研究 [J]. 西北农业大学学报 , 1995, (2): 106 - 108
[32] 盛奎川, 吴杰. 生物质成型燃料物理品质和成型机理的研究进展 [J]. 农业工程学报 , 2004, 20(2): 242 - 245.
[33] 刘石彩, 蒋剑春. 生物质能源转化技术与应用(Ⅱ)——生物质压缩成型燃料生产技术和设备[J]. 生物质化学工程, 2007,41(4): 59 - 63.
