听装饮料灌装液位机器视觉检测系统的设计
2015-12-30李宏义,王玥
听装饮料灌装液位机器视觉检测系统的设计*
李宏义,王玥
(新乡职业技术学院 机电工程系,河南 新乡 453006)
摘要:设计了一种利用机器视觉技术测量听装饮料灌装液位的自动检测系统,文中介绍了该系统的硬件结构,设计了基于动态阈值的图像检测算法,以保证检测的精度,提高检测的可靠性。实际应用表明,本检测系统具有很高的的靠性和实用性。
关键词:饮料灌装;机器视觉;图像处理;视觉测量
收稿日期:*2015-03-15
作者简介:李宏义(1972-),男,河南周口人,讲师,主要从事计算机测量与控制技术研究。
中图分类号:TS27
铝质易拉罐里的饮料灌满与否是通过检测罐内饮料液位的高低来判断的。目前这种听装饮料液位的检测是根据核能物质产生的低能X射线穿过被测物质,透过的射线强度随检测物料料面位置而变化的原理来检测灌装液体物料容量。近几年国家有关部门加强了对放射源的管理,从含源仪器申购到检测、日常管理、安全、检查,到仪器报废其放射源必须回购,其麻烦和费用不一而足[1],我国只有少数企业采用这种X射线设备对液位进行检测。其他企业一般靠操作工人眼观察,当灌装速度达到20000罐/小时以上时,就远远超出了人眼所能分辨的极限,只好放弃对这项指标的检测。
鉴于此,我们设计了一套听装饮料灌装液位在线检测的系统,利用机器视觉技术实现免接触快速检测,最高检测速度为35000罐/小时,同时将灌装不合格的易拉罐加以剔除。不使用放射性材料,系统安全、稳定,为图像处理技术在食品加工领域的应用提供了新的思路。
1液位检测系统的系统结构
1.1液位检测系统机械结构
饮料经旋转式灌装机罐装之后,经过很短的一段直链道输送至压盖机压盖。为了便于拍照和降低液面的晃动,需对原机械装置进行改造,将直链道加长,并加装链道分离装置,并增设一条旁路链道。将灌装不合格的易拉罐通过旁路轨道剔除出去,灌装合格的易拉罐送至压盖机压盖。图1为设备系统简图。
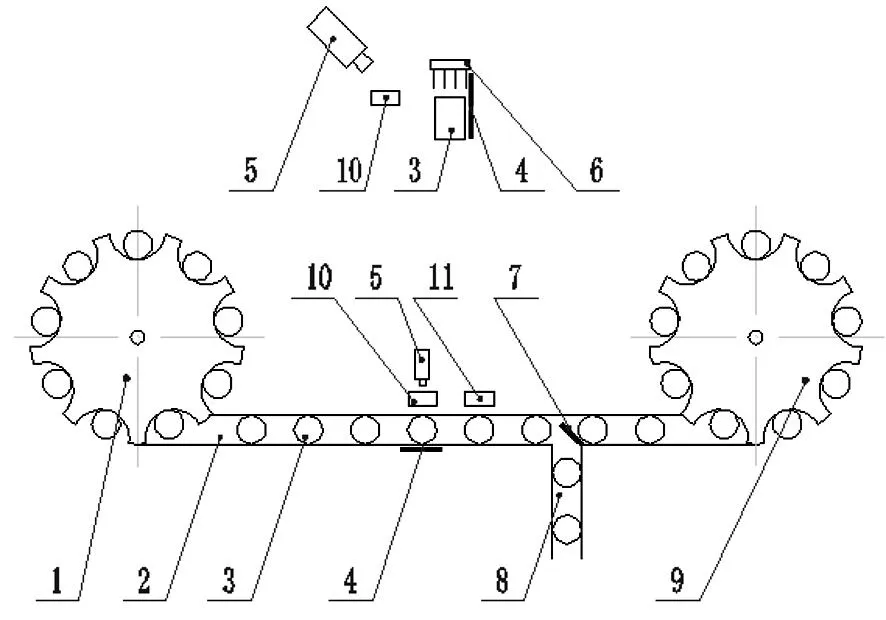
图1 听装饮料液位检测系统图 1 灌装机 2 链道 3易拉罐 4 背景板 5 照相机 6 拍照光源 7 链道分离器 8 旁路链道 9 压盖机 10、11 接近开关
液位检测系统主要由以下部分组成[1]:
(1)输送链道:和灌装机同步,灌装后的易拉罐由此链道送往压盖机。
(2)CCD照相机:对罐口进行拍照,实时取得罐口图像。对于快速移动的物体,需要考虑在曝光时间内处于工业相机当中的运动对象数量,还需要考虑对象分辨率。本设备采用艾菲特的AFT-030SC/SM高速高分辨率工业数字相机,它的分辨率是656*492 Pixel,曝光时间最短为20μS,采用外触发模式采集高速移动的易拉罐照片。
(3)拍照光源:使被观察的特征与被忽略的图像特征之间产生最大的对比度,从而易于特征的区分。本设备采用3.2瓦白色环形RL5428高亮度LED光源,光源以顶视光垂直对罐口进行照射,控制器用ACP2405型机器视觉光源控制器,具有亮度可调、低温、均衡、无闪烁、无阴影。
(4)背景板:配合罐口光源,降低CCD照相机获得图片的噪声,降低图像处理的难度。采用暗黑麦尔登呢做背景板,它纤维纹理细,吸收光线的能力强,能减少反射光对罐口成像的干扰,在得到的图片的灰度直方图中目标和背景的灰度值差异较大,待检测的目标特征突出于黑色背景。
(5)接近开关:为采集图像和剔除不合格产品提供易拉罐的精确位置信息。当易拉罐进入镜头中时,接近开关动作,触发AFT-030SC/SM拍照.。
(6)链道分离器:为一气缸控制的活动挡板,气缸伸出,封闭旁路链道,易拉罐进入压盖机输送链道;气缸缩回,封闭输送链道,打开旁路链道,易拉罐进入旁路链道。
(7)旁路链道:将灌装不合格的易拉罐从输送链道上分离出去,送给后面的回收装置。
(8)图像处理中心:由工控机IPC-610L构成,照相机将所拍照片传送给工控机,内部监控软件能高速进行图像处理,并能通过I/O卡实施控制。传送来的照片经过处理,提取出液位信息,并将次品剔除。
(9)灌装机及链道控制设备:灌装机及链道的控制复杂,专设一台S7-300 PLC来完成控制任务,除和变频器配合完成对灌装机和链道的控制外,该PLC还和工控机的监控软件通信,向工控机传送系统运行状态,执行工控机传来的控制命令。
1.2液位检测设备电气控制系统
图2为控制系统硬件框图

图2 饮料液位检测装置电气系统
图像处理的运算量大,要求计算的时间要短,还要对灌装液位不合格的易拉罐剔除,因此采用工控机和PLC相结合的方式:工控机负责图像采集、处理,得到液位信息。PLC负责整个系统的电气控制,包括灌装机、压盖机及链道速度控制,旁路链道的气缸电磁阀控制,通过触摸屏设定工艺参数。工控机通过RS485异步通讯和I/O板卡与PLC通信。当接近开关感应到易拉罐到位后,PLC将触发信号送给相机进行图片的采集,同时PLC再送另一路信号给工控机,处理采集到的数据。工控机将次品的位置传递给PLC,和后端的接近开关配合完成次品的定位计算,从而控制旁路电磁阀将次品剔除。
2机器视觉液位检测算法
2.1图像处理软件的编制
机器视觉的核心是计算机算法,虽然已有成品视觉软件包出售,如德国的Halcon,VisionPro,加拿大的Mil等但是售价昂贵,而且不便于控制功能扩展。本系统监控软件采用VC++6.0编写,复杂的图像算法通过调用OpenCV来实现。监控软件采集易拉罐图像,对采集来的图像进行分析,提取出液位信息,在PLC的配合下,将灌装不合格的产品从生产线上剔除出去。液位信息实时显示在液晶显示器上,同时还能通过显示器进行各种参数的修改。
2.2图像处理
将采集来的照片按要求做灰度化处理,根据灰度直方图确定二值化灰度阈值,进行边缘提取后,最后计算液位。
由于图像传感器、通道传输、解码处理以及现场电机等产生的干扰,给图像处理带来很多困难,因此,要对采集到的图像做滤波处理,抑制噪声,突出目标。本系统采用自适应滤波,根据图像的局部方差来调整滤波器,比线性滤波器具有更好的选择性,可以更好地保存图像的边缘和高频细节信息[2]。
首先估计出像素的局部矩阵和方差:
η是图像中每个像素的M×N的邻域,本系统取3×3[3]。
然后,对每一个像素用自适应滤波器估计出其灰度值:
这里V2是图像中噪声的方差。
为了能得到更清晰的目标边界,对滤波后得到的灰度图像b进行锐化处理。通过调用OpenCV的边缘检测Sobel算子来对图像进行锐化:
void cvSobel(*原始图像矩阵,*目标图像矩阵,xorder,yorder,3)
这里xorder为x方向Sobel算子,yorder为y方向Sobel算子[4]:

x方向算子 y方向算子
进行锐化处理后的图像如图c,可见边界灰度跳变明显。最后做二值化处理,由于检测设备照明良好,图片的目标和背景的灰度值相差较大,本设备采用基于灰度直方图的方法进行阈值分割。先将直方图与一个一维高斯滤波器进行卷积来完成平滑处理,便于灰度阈值的自适应,通过调用OpenCV的cvAdaptiveThreshold()函数以自适应阈值对图像进行二值化处理。

a原始图像 b 灰度图像 c锐化图像 d 二值图像 图3 图像灰度变换效果
二值化后图像如图d所示。从图上可以看出饮料液面边缘清晰,线条连贯性较好,没有干扰像素出现,便于边缘的提取。
2.3液位计算
液位测量和计算基于边缘提取原理来实施。
首先标定测量标尺。将一液位为H0的易拉罐作为基准,对测量系统的测量比β=H1/H0进行标定,其中H1测量值,以像素点的数量表示,β是测量比,单位是像素数/mm,这样当测量未知液位时,只要测定出其图像中像素点数量,除以β即可获得实际液位[4]。计算机自下而上对整幅二值图像由左到右逐行扫描,首先找到下缘弧线的最低点,此点记为P1(x1,y1),x1为P1像素点的x坐标,y1是y坐标,单位是像素。再寻找x=x1直线和中间那条弧线的交点P2(x1,y2),液位高度H由公式H=(y2-y1)/β计算,H的单位为mm。表1列举了该检测系统对一组液位测量的结果。
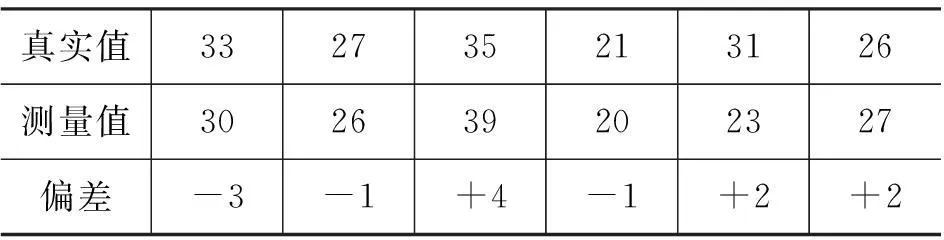
表1 部分测量结果(单位 mm)
由表1计算可知,测量偏差均值0.5mm,均方差是5.8mm,测量精度满足设计要求。
3结束语
本液位检测系统实现了对听装饮料灌装液位的非接触在线实时测量,并能将灌装不合格产品加以剔除,可以应用于食品、化工、医药等灌装液体物料流水线的在线测量。本系统已经在寒山啤酒35000生产线上运行数月,性能稳定,液位测量准确,实现了现代企业对产品100%检测的目标,确保了灌装质量。
(责任编辑吕春红)
参考文献:
[1] 段峰,王南,刘焕军.基于机器视觉的智能空瓶检测机器人研究[J].仪器仪表学报,2004(5):624-627.
[2] 孙兆林. MATLAB 6.x图像处理[M]. 北京:清华大学出版社, 2002, 226-229.
[3] 刘瑞祯,于仕琪. OpenCV教程[M]. 北京:北京航空航天大学出版社, 2007:243-244.
[4] 雷良育,周晓军,潘明清. 基于机器视觉的轴承内外径尺寸检测系统[J].农业机械学报,2005(3):131-134.
Design of Machine Vision System to Detect the Liquid Level of Can
LI Hong-yi,et al
(Department of Electrical and Mechanical Engineering,Xinxiang Vocational
and Technical College,Xinxiang 453006,China)
Abstract:This paper presents a machine visualization to measure canned beverage filling level of automatic detection system.It introduces the hardware structure of the system and designs the image detection algorithm based on dynamic threshold in order to ensure the accuracy of detection and improve the reliability of detection. The actual application showed that the detection system has high reliability and practicability.
Key words: beverage filling;machine vision detection; image processing; vision measurement
