棒材小螺纹切分轧制提高稳定性技术改进
2015-12-30苏旺明
苏旺明
(福建三钢小蕉实业发展有限公司棒材车间,福建 三明365012)
1 工艺布置简介
福建三钢小蕉实业发展有限公司,棒材生产线是一条2002年建成全连续小型棒材生产线,设计年产30万吨(品种规格由¢10到¢32。共布置19架轧机,分为粗轧机组¢560*2+立式¢530*1+¢560*2+¢480*2;中轧机组¢480*2+¢420*4;精轧机机组¢320*6(其中K1和K5为立式轧机)生产线上的机架为闭口式机架,其中粗轧机组中5号机架和6号机架,3号机架和4号机架为单直流机一托二传动,其它各架机组匀由单直流机单独传动。该生产线主要生产¢12、¢14为两切分热轧(轧后穿水)轧制带肋螺纹钢,轧制¢16以上品种规格生产工艺为单槽过钢。
2 棒材车间切分轧制生产中存在问题与工艺故障
棒材生产小螺纹钢¢12两切分轧制带肋螺纹钢肋使用的工艺孔型如下图1 K1-K5。
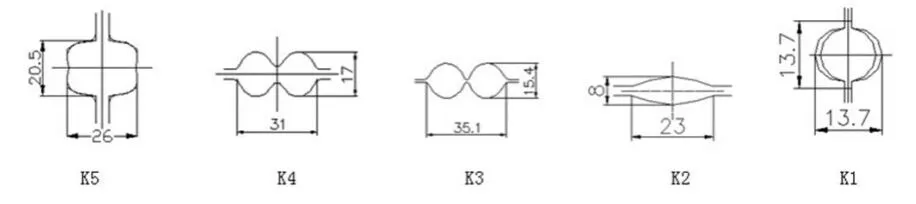
图1
该生产线自己投建生产后,设备故障与工艺故障频繁,作业率与成材率较低,轧小螺纹钢筋时工艺不稳定,设备固定容易跑位,机架弹跳严重,K5来料进K4孔,轧件变形不稳定,轧件在预切分和切分机架上金属流量不匀衡影响了生产正常运行,造成轧件在精轧机架容易堆钢、冲出口等轧制故障。
针对以上易造成的轧制故障,公司相关技术人员对各工艺故障,设备不稳定性因素进行收集分析,展开了工艺、设备技术改进方案,主要针对轧制小规格品种工艺进行修正。
3 关键工艺技术参数进行调整
3.1 K4进口导位分析与修正
K4进口导位原设计采用霍太克系列单列导辊的诱导装置,导辊不能有效夹持轧件。①通过调整改用霍太克系列双列导辊,增加轧件进入K4孔型轧件夹持间距,确保轧件在咬入K4孔型前一段形成两面夹持,提高轧件咬入的稳定性,防止轧件的扭转;②对K4进口导辊优化设计,由原来的平导辊改为箱形凹槽的导辊如图2。
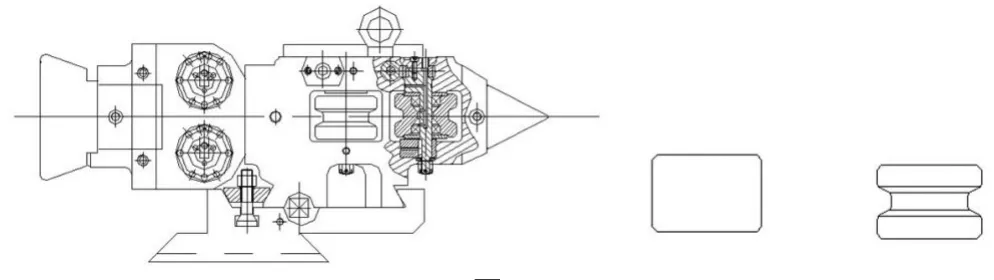
图2
通过调整进口总成侧部的调节轴和上部微调偏心轴,使其轧件在导辊的箱型凹面夹持作用,接触面与上下摆动受限,增大夹持稳定性的提高,同时与改前相对比,圆柱平导辊在夹持轧件时只有两面夹持点,造成导辊磨损大,上下摆动严重,更换频繁,轧件通过故障率高;而改进后的K4导辊也限制轧件上下摆动的行程,确保导辊孔型中心线和轧制线平行,充分发挥其稳定夹持轧件的作用。
3.2 K5弧方料的控制
小规格切分轧制生产对K5料型要求十分严格,极大可能影响到后面轧制工序道次的工艺稳定性。K5改前、改后如图3。
减小K5弧边方件的尺寸见下表1降低弧边深度等措施降低料型大幅波动的影响,确保其充满度。同时严格控制该孔型的轧制量范围,观察槽孔的磨损变化情况安排及时更换。K5弧边方料尺寸控制是轧制¢12两切分的关键。保证K5弧边方料稳定才能更好确保在K4预切分孔轧制的稳定和K3道切分后两线轧件的尺寸一致性,因此需要精准控制K5孔轧件的宽展,保证轧出标准的弧型扁方料。经生产实践最终采用减小弧边方轧件尺寸,降低弧边深度等措施来确保弧边方轧件的充满度以及降低因弧边的磨损导致弧边方料大幅波动的影响,否则因K5弧边方孔严重磨损将会出现轧件弧边磨平或弧边方料未充满现象,使其轧件的对称性差,进入到K4预切分孔轧制容易产生切偏或扭转,轧件将不易咬入。同时也会影响到K4预切分孔两线金属流量预分配的稳定性,从而使其进入K3切分不均,易造成两线金属流量差。因此实践生产控制过程中要认真检查K5槽孔磨损变化情况,及时安排更换槽孔,防止轧件形状不对称。
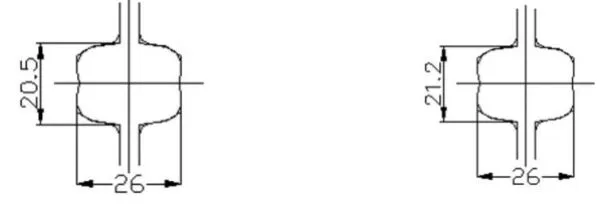
图3

表1
实践生产中影响该道次料型的因素有下面几方面:
1:上一道次的来料过大或过小,造成充满度不足或过充满
2:K5也孔型磨损不均匀
3:K5架轧辊安装槽孔不对齐或错辊
4:K5辊缝调整不到位及轧机两端调整机构不同步
综上所述,生产中将其作为精轧料型质控重点,严格要求控制好弧方孔型料的尺寸,辊缝大小必须严格按工艺标准调整好,轧制处于微张力状态,K5道次充满度控制在轧件尾部,保证K4进口导位对前方来料进行有效夹持作用,同时也要确保机架不能有轴向窜动。
4 实践生产应用效果
切分工艺技术整改后,稳定了两切分生产工艺,大大降低了冲出口导卫、钢头咬不进的问题、双线差不稳定等各种工艺故障,生产¢12*2规格两切分班产由原来的540吨提高到现在班产580吨水平。K5孔型的参数优化,严格控制工艺尺寸、及时调整、更换轧槽和导卫;严格控制切分轧件的均匀,解决了两线活套波动大,后道工序两线轧制金属流量不均,成品质量难控制的问题。大大提升了产能,同时成材率、定尺率、负偏差、班产能大幅提升,各项指标都 有了进一步提高,降低了生产成本,提升市场竞争能力。改前改后的生产指标如下表2。

表2
[1]黄武军.边连轧机组应用切分轧制技术的探讨[J].轧钢,2001,18(4).
[2]谢国谊,刘荣,程建华.八钢小型两线切分关键技术分析[J].新疆钢铁,2006(4).
