实木数控镂铣加工中纵向逆铣问题和对策
2015-12-27江俊谙
张 亮 程 菲 江俊谙 刘 渝
(北京林业大学,北京 100083)
实木数控镂铣加工中纵向逆铣问题和对策
张 亮 程 菲 江俊谙 刘 渝
(北京林业大学,北京 100083)
以杨木等树种为试材,利用ARTCAM软件设计了测试专用浮雕,用数控雕刻(镂铣)机进行了不同刀具路径的实木浮雕加工试验,分析实木纵向逆铣起毛原因并提出了有效的解决方法。杨木、杉木等密度小于0.6 g/cm3的树种用纵向镂铣加工浮雕容易起毛,应采用50°~90°镂铣或螺旋路径镂铣加工;绿檀等密度大于0.9 g/cm3以上的树种用纵向镂铣不会起毛,加工质量优良。
数控镂铣;加工路径;纤维方向;起毛
数控镂铣机在木材加工中的应用已越来越普及,然而相关设备和技术还有待提高,对于有关加工工艺问题的试验分析和总结的文献较少,不利于技术进步和工艺水平的提高[1]。木质材料,尤其是实木材料有着与其他材料不同的特性,最突出的是木纤维结构形成的各向异性,对镂铣加工产生了特有的影响[2]。因此,进行实木数控加工试验,总结规律很有必要。
本文针对数控镂铣中“纵向逆铣起毛”问题,借助CAD/CAM软件设计了专门的试验浮雕、生成了不同加工角度的数控代码,进行了多种树种的实木加工试验,分析了产生质量问题的原因,提出了解决办法,以期对实木数控加工理论研究和相关加工有所参考。
1 实木数控镂铣方式简述
木材由于自然生长的特性,其细胞壁主要由纤维素、木质素和半纤维素组成。纤维素赋予木材弹性和强度;木质素赋予木材硬度和刚性;半纤维素赋予木材剪切强度。木材发生破坏是微纤丝和纤维素骨架填充物受力撕裂或被压溃引起。由于木细胞的特殊排列,木材横向强度远低于纵向强度[3]。实木切削中,由于木材的各向异性和刀具不同方式的运动,导致了多种不同的切削方式,产生了形态不同的切屑。对镂铣而言,切削方式有纵向铣削、端向铣削和介于纵向和端向之间的过渡镂铣等[4]。图1以平底尖刀为例,表示了数控镂铣机x-y平面的镂铣形式。☒
图中(a)为雕刻常用的平底尖刀的示意图,有两个切削刃;平行线表示木纤维;(b)为纵向逆铣,(c)为纵向顺铣,(d)为端向逆铣,(e)为端向顺铣。对于每种镂铣方式,平底尖刀只有一个刀刃参加切削。纵向镂铣时,刀具运动方向与纤维方向的夹角为0°,端向镂铣时,为90°。纵向逆铣时,刀刃由加工面切出,如果木纤维横向之间强度低,就会产生劈裂,刀刃不能直接切断纤维,会产生刨花形态的切屑[5];纵向顺铣时,刀刃由木材表面切入至加工面,木纤维被直接切断,产生碎小切屑。端向镂铣时,由于刀具运动方向与木纤维的夹角为90°,木纤维会被刀刃剪断,因此只产生碎小切屑。0°到90°之间为过渡镂铣,随着角度的变大,木纤维的去除方式可以简单地认为是由撕裂到剪断。切削时,根据木纤维的破坏形式,可以得出加工面粗糙度由小到大的排序:(b)、(c)、(d)、(e)[6]。然而数控镂铣的速度等参数是可调的,因此加工面的粗糙度可以控制在可接受的范围。
数控镂铣是自动加工,工件一次装夹就可以完成多种形面的加工,镂铣刀要在一次加工中实现多种形式的镂铣,因此可能产生不完全切削[7]。例如,在纵向逆铣时,如果刀具突然停止切削,呈刨花形态的切屑就会残留在加工面,产生“起毛”现象[8]。起毛现象严重时就会影响加工质量。
数控加工离不开CAD/CAM软件的支持。本文采用了ARTCAM软件来完成建模等工作。该软件是AUTODESK集团旗下DELCAM公司的CAD/CAM产品之一,其功能强大,可以设计复杂浮雕并可生成多种方式的数控加工代码[9]。ARTCAM软件的一个显著特点是简单易学,普通人按其教程就可以掌握[10]。该公司的CAD/CAM软件产品已用于飞机、汽车、珠宝和木雕等制造业[11]。
2 数控加工实验
2.1 浮雕设计
为了考察木纹理方向对数控镂铣加工质量的影响,专门设计了一个试验用浮雕。浮雕的幅面为100mm×100mm,高度为6mm,其中包含了相互垂直的平面、斜面、六面锥体和圆环形曲面,力图包括浮雕加工中的典型形面。浮雕如图2示。
试验浮雕用ARTCAM软件设计,再利用该软件功能将浮雕模型转换成数控加工代码。
2.2 试验过程
试验中将刀具运动路径与木材纤维长度方向的夹角作了如下规定:刀具运动方向与纤维方向平行时为0°,与纤维方向垂直时为90°。
首先将所设计的浮雕生成为3种不同的加工路径代码:平行于木纤维长度方向的纵向加工(0°)、垂直于木纤维长度方向的端面加工(90°)和螺旋路径加工。其中,螺旋路径加工是从浮雕的中心点开始,刀具以阿基米德螺旋线轨迹在x-y平面运动进行加工。
试件为杨木、杉木和枫木的弦切板或径切板。本文中提及的木材密度皆为气干密度。
实验设备为北京某数控公司的JD6090型雕刻机。
所有试验采用了相同的加工参数:
主轴转速:24000r/m
采用刀具:平底尖刀(刀径3mm,斜度30°,平底刀刃长0.5mm)
进料速度:40mm/s(最大)
下切步距:16mm/s
进料行距:0.15mm(平底刀刃长的30%)
按照上述参数,最大切削速度为400r/ s或3.77m/s,切屑厚度为0.15mm, 最大切屑长度为0.1mm。
加工质量的评价标准为有无起毛:起毛而不能用毛刷去除为差、能用毛刷去除为良、不起毛为优。完成加工的试件如图3示(以杨木为例)。
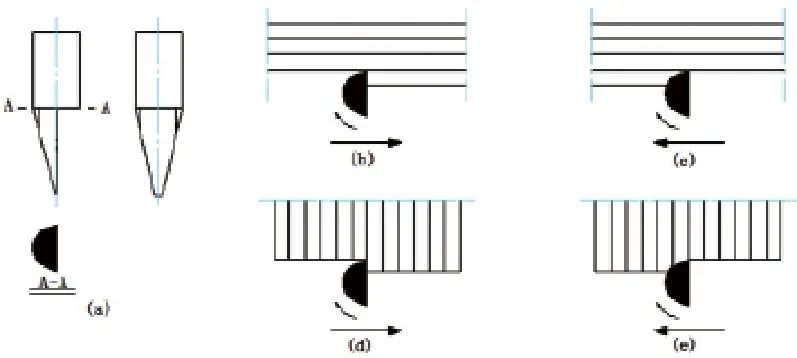
图1 镂铣示意图

图2 试验用浮雕仿真图
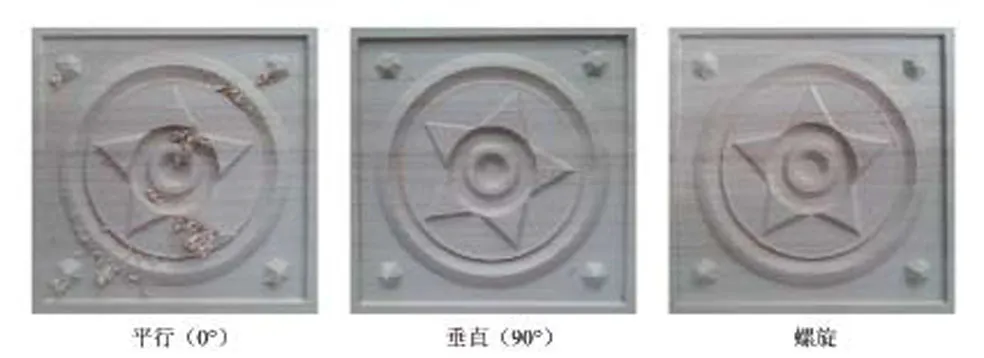
图3 初步加工结果

图4 5°~80°加工结果
由图3可见,加工质量最好的是端面镂铣加工(90°),其次是螺旋路径加工,而纵向镂铣(0°)加工出现了多处起毛,质量最差。
为了考察0°~90°之间的加工质量情况,再利用ARTCAM软件的功能生成了以每10°为变化量的数控加工代码,用同一块杨木试材逐一进行了加工试验。结果发现10°与20°起毛现象更严重,因此又增加了5°和15°的加工试验。5°~80°加工结果如图4示。
为了更多地了解不同密度木材“纵向逆铣”的性能,遂用椿木、改性杨木、柏木和绿檀等实木板以纵向镂铣(0°)方式做了同样的雕刻试验或纵向镂铣试验。
3 试验结果分析
从0°至90°,杨木起毛现象是由多变少至无,因此加工质量是由差至优;大于50°后已无起毛,90°加工质量最好。加工过程中发现:当纵向逆铣出现刨花而不是细碎切屑时,就可能出现起毛,影响质量。观察加工样品可以发现,起毛发生在纵向逆铣中某些刀刃抬起或返回的部位,这是因为切削突然停止,木纤维没能被切断所致。
起毛最严重出现在5°~15°,而不是在0°,这一现象可以作如下解释:首先,加工时,木纤维的方向与刀具运动方向的夹角不一定正好与所设定的角度相同,导致加工结果有不规律的变化;其次,所加工的部位木纤维的横向强度有可能不均衡,造成该角度范围起毛现象有一定差别。总体看,0°~40°的质量为差。
螺旋路径加工方式不起毛,有良好的加工质量,仅略次于90°加工。其加工质量好的原因是刀具运动在x-y平面的加工运动路径为近圆形,没有连续的纵向或端向镂铣,避免了“纵向逆铣”。但是螺旋路径加工耗时为1.33小时,比0°或90°方式加工多30%,效率较低,因此,应酌情采用。
试验发现,弦切板和径切板的纤维方向差别对加工质量没有明显的影响。对于杨木试件,即使将加工时的刀具行距减小为0.1mm,0°镂铣雕刻的试件仍然存在不能接受的起毛缺陷,加工质量差。
与杨木(密度0.43g/cm3)加工结果相似的树种还有杉木(密度0.36g/cm3)。
对椿木(密度0.57g/cm3)的试验表明,0°加工的试件存在起毛,用毛刷不能刷除起毛,加工质量差;对改性杨木(密度0.53g/cm3),0°加工的试件存在起毛,但用毛刷能基本刷除起毛,加工质量良;对枫木(密度0.6g/cm3)和柏木(密度0.6g/cm3),0°加工的试件存在起毛,但用毛刷能刷除起毛,加工质量良;对绿檀(密度1.15 g/cm3 )的试验表明,进行0°加工的试件在整个加工过程中始终不会产生刨花,不起毛,加工质量优。对花梨木(密度0.89 g/cm3)的纵向逆铣会产生不连续的细小刨花;对红酸枝(密度0.95 g/ cm3)的纵向逆铣仅会产生零星细小刨花。可见,随着密度的增加和木材纵向与横向组织的更加交错复杂,纵向逆铣起毛是减少的趋势。
顺便指出,对中密度纤维板(澳松板,0.72 g/cm3)的0°试验加工不会出现起毛,质量优。还应当提及,木材更复杂的构造(例如早晚材构成、散孔材与环孔材、木射线等)对纵向逆铣产生刨花现象会有影响,而本文此并没有作更多的试验。
4 结语
通过试验和分析可以得出以下结论:
(1)实木在纵向逆铣时,如果木纤维之间横向强度过低,就会产生刨花,这一般出现在树种密度小于0.6 g/cm3的加工中。在数控镂铣浮雕时,就会产生起毛,影响加工质量;如果木纤维之间强度足够高,就不会起毛,可以获得优良的加工质量。对于密度大于0.9 g/cm3 的树种,数控加工浮雕时采用纵向镂铣就可以获得优的加工质量。
(2)数控镂铣雕刻中,对于纵向加工产生刨花导致起毛的树种,采用50°~90°的镂铣路径或螺旋镂铣路径就可以避免起毛,获得良或优的加工质量。
试验表明,对于杨木、杉木等密度较小的速生树种,采用适当的加工路径,就可以实现质量优良的镂铣雕刻,为扩大其应用范围提供了可行的工艺方法。虽然本文并没有对更多的树种进行加工试验,但所采用的方法和分析具有理论依据和实用性,可供相关者参考应用。
(责任编辑:贺 辉)
[1]王云颂,刘诚.数控机床在我国木材加工领域的应用与发展[J].林业机械与木工设备,2007,35(10):6—7.
[2]原田浩.木材の構造[M].日本东京:文永堂出版株式会社,1992.
[3]刘一星,赵广杰.木材学[M].北京:中国林业出版社,2012.
[4]李黎.木材切削原理与刀具[M].北京:中国林业出版社,2005.
[5]曹平祥,BIRKELAND R.木材年轮对切削力和切屑变形的影响[J].木材加工机械,1995(2):19—22.
[6]卢镇华译.数控镂铣切削木材的研究(五) [J].日本木材学会志,1988:804—812.
[7]王玉秋.电脑雕刻机在功能性木材上应用探索[J].科技传播,2013(11):148—149.
[8]张武刚,杨武成.现代艺术浮雕模型设计及其数控加工[J].现代制造工程,2008(8):38—40.
[9]陈祥林,郭秀华.ArtCAM在浮雕加工中的应用研究[J].机械设计与制造,2012(9):93—95.
[10]PLUNKETT S. CNC for Non-Engineers Via Design Software Support[EB/OL]. http:// www.woodworkingnetwork.com/articles/CNC-for-Non-Engineers-Via-Design-Software-Support---204777131.html?page=2#sthash. qopdRXSg.dpbs, 2013,4,25/2014,9,10.
[11]MOSHER S. Delcam’s ArtCAM used to design fruity furniture[EB/ OL]. http://delcam.com/news/cstudy_ article.asp?releaseId=269#.VCTIQUYtErg, 2013,4,27/2014,9,10.
Issues and Countermeasures of Longitudinal Up-Milling of Wood CNC Routing
Zhang Liang & Cheng Fei & Jiang Junan & Liu Yu
Special relief for test has been designed using ARTCAM software with poplar and other wood species as the test materials. The wood relief experiments of different tool path were carried out on CNC engraving (routing) machine and the results were analyzed. The reasons for the fl uff phenomenon of longitudinal up-milling were pointed out and effective solutions were put forward. Species, less than 0.6 g/cm3, such as poplar and spruce, were easier fl uff when longitudinal milling, hence50°~90° or helical routing methods were suggested. Species the density of which is greater than 0.9 g/cm3, such as green sanders will no fl uff occur when longitudinal milling and have a good machining quality.
CNC Routing; Machining Path; Fiber Direction; Fluff
TS664.01
A
1006-8260(2015)04-0060-02
国家林业公益性行业科研专项经费项目(编号:201204702)
