氯化聚乙烯企业废盐酸处理及回收利用
2015-12-27张伦斌内蒙古阿拉善盟兰太实业股份有限公司制钠分公司CPE厂
文 // 张伦斌 内蒙古阿拉善盟兰太实业股份有限公司制钠分公司CPE厂
氯化聚乙烯企业废盐酸处理及回收利用
文 // 张伦斌 内蒙古阿拉善盟兰太实业股份有限公司制钠分公司CPE厂
1 前言
氯化聚乙烯是高密度聚乙烯(HDPE)与氯气经自由基氯化反应制得的一种高分子材料,简称为CPE。其性能具有优异的耐热、耐老化、阻燃性、绝缘性、耐候性和稳定性等特点,能与各种树脂混合使用,如聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯等。CPE还是一种可单独使用的高性能特种橡胶,广泛用于热塑料的共混和改性以及生产各种异型材、管材、汽车通风器材零配件和各种电缆等各个领域,由于其用途广泛,生产厂家逐年增多。CPE的生产方法主要是酸相法和水相法,目前国内CPE生产企业有99%是采用水相悬浮法生产工艺,总反应方程式:nCl2+(CH2CH2CH2)n →n(CH2-CH2-CHCl)+nHCl,反应生成的另一种副产物盐酸。为了将副产物盐酸洗出,大部分生产厂采用水洗方式,其主要成分为1%~3%的盐酸经简单处理后排放,这不仅对环境造成严重污染,同时也降低了企业的经济效益。
2 现状
目前,生产CPE的企业产生的废酸水大部分用石灰石中和,这种方法投资少、成本低,但废渣较多,污染环境,达不到排放标准。随着国家对环境保护治理力度的进一步加大,环保部门要求企业必须达到排放标准后才能排放,否则将责令生产企业停产整改。
国内外对废酸水处理进行了大量研究,提出了许多处理和再生回收技术,有一定的成效,但投资费用较高。国内根据废酸水中主要成分有以下6种处理工艺:①蒸发浓缩法;②盐酸解析法;③电解法;④离子交换树脂法;⑤焙烧法;⑥石灰石中和法。
3 废盐酸处理工艺
笔者根据多年的生产经验,探索出一种废盐酸处理工艺,不仅可解决产生的废盐酸,还能节约大量的洗酸用水,是一种既环保又节能的工艺生产装置,工艺流程见图1。
工艺流程:由氯化反应釜送入脱酸釜的CPE悬浮料中(约5%~7%的盐酸),用工艺水和母液一边稀释,一边通过酸式离心机进行固液分离;分离后的2%~3%稀酸液收集到稀酸储罐,用稀酸泵送入压滤机进行过滤挤压,进一步将CPE微粒回收;稀酸液排入稀酸清液罐,用稀酸泵再送入氯化反应釜与工艺水混合作为溶剂。过剩的稀酸液溢流至稀酸储槽再流入曲颈反应罐;次氯酸钠溶液通过流量计(控制好次氯酸钠溶液的加入量)进入曲颈反应罐与稀酸液充分发生反应释放出氯气;用真空泵抽出送入氯气干燥处理系统,反应生成的氯化钠废液排入污水处理厂。

图1
4 优缺点分析
(1)优点
①结束了CPE悬浮液在脱酸釜中脱洗稀盐酸的操作,节省时间2~2.5h。
②酸式离心后的酸液和碱式离心后的母液(碱水),均含有超微细的CPE,经稀酸储罐混合后通过压滤机过滤,CPE悬浮微粒得以回收,混合液做为氯化反应的溶剂回收再利用,变废为宝。
③实现了废酸液的零排放,达到了环保要求。
④可以将产生的氯气根据用户工艺要求提供使用。
⑤次氯酸钠溶液与稀酸水反应生成的氯气经干燥处理后进行液化为液氯供用户使用。
⑥一次性投资费用较低,废酸水处理工艺实用简单,占地面积小。
(2) 缺点
①没有氯气液化的单位不能投用。
②氯化反应采用液氯的企业不能投用。
③次氯酸钠需要管道输送或罐车运输。
5 经济效益比较
(1)脱酸釜升温阶段必须的能耗
按12.5m3搪瓷釜计算,每批产品2.6t,脱酸釜耗工艺水15t,釜重5850kg,CPE比热容估算为0.5kcal/kg℃,反应釜比热容估算为0.3kcal/kg℃,热效率若以70%计,取蒸发潜热为565kcal/kg,按年产CPE2万t计算,反应物料从60℃升至85℃所需的热量Q
QCPE=2600×0.5×(85-60)=32500kcal;
Q水=15000×1×(85-60)=375000kcal;
Q设备=5850×0.3×(85-60)=43875kcal。
升温段必须的总热量Q=QCPE+Q水+Q设备=451735kcal;
升温段蒸汽用量W=451375/(565×0.7)=1141.28kg/批。
(2)直接效益
年节约蒸汽用量:20000/2.6×1141.28=8779077kg=8779.077t,按当地蒸汽单价130元/t计算,年节约蒸汽费用114.128万元。
年节约脱酸用水:20000/2.6×15=115384.6t,按当地工业水单价2.6元/t计算,年节约脱酸用水近30万元。
以上蒸汽和水两项能源年节约:114.128+30.0=144.125万元。
(3)新增设备及安装费与节约费用比较(表1)
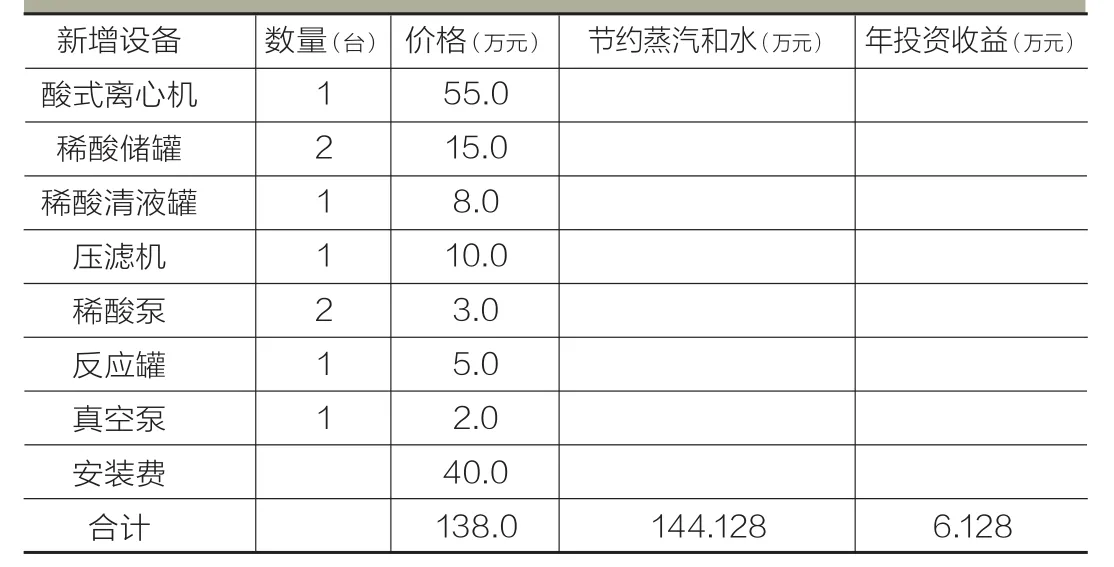
表1
由表1可见,一年创收直接经济效益6.128万元,同时也取得了显著的社会效益,达到了节能减排、保护环境的目的。
6 结论
纵观废盐酸再生利用发展的现状,可以看出废盐酸再生利用必将继续向资源化处理的方向发展,在治废的同时变废为宝,在保护环境的同时充分利用资源。作为生产氯化聚乙烯和其他产生副产酸的企业,减少废水甚至达到零排放,是企业提高效益,保护环境的重要任务。由于处理废酸的方法很多,各企业应根据自身的具体特点选择适合自己企业的废酸处理工艺,实现节能降耗高效运行。