优化打浆降能耗 提高生活纸品质
2015-12-25水玉峰13蒋小军2宋培1上海东冠纸业有限公司上海201505南通华严铸造有限公司磨片研究中心江苏南通226403南京林业大学江苏南京210037
水玉峰1、3蒋小军2宋 培1(1.上海东冠纸业有限公司, 上海 201505;2.南通华严铸造有限公司磨片研究中心, 江苏 南通 226403;3.南京林业大学, 江苏 南京 210037)
优化打浆降能耗 提高生活纸品质
水玉峰1、3蒋小军2宋 培1
(1.上海东冠纸业有限公司, 上海 201505;
2.南通华严铸造有限公司磨片研究中心, 江苏 南通 226403;
3.南京林业大学, 江苏 南京 210037)
摘 要:上海东冠纸业与南通华严磨片研究中心协作优化打浆方式和磨浆机磨片。它们采用Broom fin 扫帚鳍系列L3型多元合金磨片,改混合打浆为分别打浆,提高了生活纸成纸柔软性和拉力等品质。经生产实践,取得了明显的节能成效。
关键词:打浆方式 粗粒多元合金磨片 混合打浆 分别打浆
0 前 言
随着中国经济的快速发展,大众对生活质量重视程度不断提高。卫生纸和纸巾纸等常用生活纸已成为日常生活不可缺的快速消费品,擦手纸、厨房用纸等擦拭纸也逐渐步入普通家庭。市场对生活用纸的需求,无论从数量层面,还是种类、品质和功能等更高层面,都在逐渐增加。
鉴于市场需求扩大,生活用纸生产线数量也呈现上升趋势。近年来投产了很多高车速的新月形纸机和改良式圆网纸机,不断提高生活纸制造商的生产规模。但是,其中也有很多生产线,面临着生产成本偏高、质量不稳定、市场竞争力缺乏等问题。
未来,在主体设备、基础技术和原料基本相似的情况下,要生产出高品质和更多功能的生活用纸,需要在原料、工艺研发、生产管理和装备优化等方面下更多的功夫。经济可持续发展要求和日益激烈的市场竞争压力,也迫使生活纸制造企业亟待提高纸机的运行速度,挖掘潜力节能减排,降低浆耗、水耗、电耗和气耗。凡此种种,技术创新和工艺优化在生活纸行业竞争中的重要性日益显著。
为了进一步降低生产线生产能耗,提高生活纸品质,上海东冠纸业与南通华严磨片研究中心协作优化打浆方式和磨浆机磨片,作了有益的研究探索和生产实践,取得了明显的节能成效。
1 优化前的打浆状况
1.1 使用100%木浆原料
长纤维:漂白硫酸盐针叶木浆(NBKP)35%;
短纤维:漂白硫酸盐阔叶木浆(LBKP)65%。
1.2 优化前打浆方式
长短纤维按一定配比碎浆经双锥磨浆机(DCR)混合打浆后,再与疏解后的损纸浆配浆,最后经双盘磨浆机(DDR)精浆入成浆池。
1.3 优化前打浆流程
打浆流程见图1。

图1 优化前的打浆流程
2 优化前的问题
(1)磨浆是提高纤维结合力的最有效方法[1-2]。原长短纤混合打浆工艺,双锥磨浆机(DCR)运行负荷高、时间长,特别是LBKP木浆经DCR 和DDR两次打浆,加剧对LBKP短纤维的横向切断。
(2)双盘磨浆机(DDR)使用寿命短。原用磨片齿片容易出现断齿和锯齿形磨损(见图2),并且由于齿片脱落进入浆料系统,通过压力筛时会打坏压力筛筛鼓,通过压力筛筛鼓的齿片直接进入流浆箱,会压坏真空圆网纸机特有的不锈钢成形网,严重时会轧坏毛毯,严重影响正常的生产秩序,给生产成本、运行稳定性及成纸品质等方面带来诸多困扰。
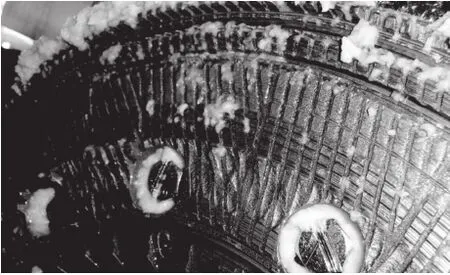
图2 原用磨片齿片容易出现断齿和锯齿形磨损
(3)原DDR磨浆机D型和G型磨片锯齿形磨损。既影响打浆均匀性,又因磨片有效磨浆面积降低造成切断增加。
(4)由于成纸强度较低,提升DDR的运行功率,一般根据物性强度状况调整20 kW或更大,能改善成纸的强度,基本达标合格,但部分纸浆过度打浆,出现几个不利现象:
① 磨片锯齿形磨损导致磨浆面积降低,需要提高磨浆功率以达到既定打浆指标,导致纤维切断增加,成纸松厚度降低很明显,需要提高起皱率才能改善成纸的柔软度,影响了纸机效率;
② 烘缸蒸气用量需提升,主要表现在提升磨浆功率后同样条件下纸幅干燥能力不够;
③ 细小纤维增加,表现在纸机导辊缠浆较多,冲洗频繁,气浮白水处理难度加大。
3 优化打浆方式和磨片的过程
东冠纸业工艺、设备部门与南通华严磨片研究中心共同研究生活纸打浆机理,根据现有设备条件,探讨具体工艺及匹配的磨片齿型。混合打浆改为分别打浆方式:DCR单独处理NBKP;LBKP不再用DCR打浆,改为与损纸浆一起用疏解机轻度疏解,配浆后经DDR低强度打浆,双盘磨磨片优化为Broom fin 扫帚鳍系列L3型粗粒多元合金磨片,降低打浆强度。
3.1 优化后的打浆流程
NBKP长纤维单独用DCR(双锥磨)对长纤维进行适当切断和分丝帚化;LBKP短纤维和损纸打浆线用疏解机进行轻度疏解,保证纤维长度,减少对纤维的横向切断;按照一定比例混合配浆,用DDR(DD600双盘磨)进行低强度打浆,入成浆池供纸机抄造。打浆流程见图3。

图3 优化后的打浆流程
3.2 磨片优化
磨片的设计与选型,一般应用“比刀缘负荷” (Specific Edge Load简称SEL)和“比表面负荷”(Specific Surface Load简称SSL)等假说理论[3]。东冠纸业与华严磨片研究中心在选择磨片齿型时,充分考虑到SEL和SSL理论的科学性和片面性,融入了“流变效应”和最新档坝理论,在齿宽、沟宽、沟深三者之外,更多地关注到磨片齿倾角度与档坝形式对絮聚纤维打浆的影响因素。这次磨片优化选定Broom fin扫帚鳍系列DD660-L3型粗粒多元合金磨片,带粗粒的多元合金磨片齿表面作用于纤维的摩擦力增加[4],近似玄武岩孔隙的“微小磨齿”作用,促进了纤维的分丝起毛和吸水润张,在打浆度提高过程中较好保持纤维湿重,磨齿粗粒表面促进纤维润涨水化,有助于提高纤维强度,并且降低打浆电耗。
在这次优化实践中,L3型粗粒多元合金磨片使用的全周期内未出现波浪形、锯齿形磨损和啮合状磨损,打浆电流稳定,下机后的磨片外观完整,磨损平整、均匀,见图4。
4 优化前后对比和总结
4.1 优化前后主要运行情况对比

图4 Broom fin L3型粗粒多元合金磨片外形
通过对磨片及打浆方式的优化,延长了磨片使用寿命,并且在改善成纸品质的同时,大幅降低了打浆能耗,见表1。

表1 优化前后主要运行情况对比
(1)双盘磨DDR优化为Broom fin L3型多元合金磨片后,打浆功率降低,使用寿命由之前的90~120 d,延长到300 d左右,节约了易损件成本,并且没有断齿、波浪形和锯齿形磨损现象,磨损均匀平缓,对后续流程中的关键设备及备件,比如压力筛、不锈钢成形网、毛毯等,没有产生负面影响。
(2)LBKP不经双锥磨打浆,额定功率较高的DCR的运行时间减少8~9 h/d。
(3)LBKP改为与损纸浆一起轻度疏解,额定功率较低的疏解机运行增加4~6 h/d,但是总打浆功率至少每小时降低80 kW。
4.2 优化前后的成纸物性对比
优化磨片及打浆方式后,纸张定量未改变的前提下,进一步改善了成纸的强度、柔软度、松厚度等物性指标,并且降低了蒸气消耗量,见表2。

表2 优化前后的成纸物性对比
(1)成纸干强度、湿强度一定程度上提高,物性更趋于稳定,同时成纸的厚度(膨松度)、手感(柔软度)更好。
(2)由于厚度(膨松度)更好,纸机起皱率可以降低,纸机抄造效率更高,提升2%~3%。
(3)由于起皱率的适当降低,提高了成纸强度,降低了打浆功率,故生产更加稳定,纸机运行趋向良性循环过程。
4.3 优化后的总结
通过打浆方式以及DDR磨片等一系列优化,改善了成纸的手感、滑度及强度,提升产品品质;提升纸机的运行效率2%~3%;按日产50 t成品纸计算,全年设备运行率95%,t纸节约用电约50 kW·h,平均电价0.70元/kW·h,全年节省电耗成本约60.7万元(见计算式1);t纸蒸气消耗降低0.1 t,蒸气价格150元/t,全年节省蒸气成本约26万元(见计算式2)。
计算式1:
50 t×50 kW·h×365 d×95%×0.70元≈60.7万元
计算式2:
50 t×0.1 t×365 d×95%×150元≈26万元
5 结束语
在造纸生产过程中,关注细节,不断优化工艺技术和强化管理创新,是生产稳定、质量稳定、降低成本以及提升企业市场竞争力的有效保障。不同生产线系统条件和设备流程存在差异性,并不是所有的既定系统都适合分别打浆,需根据具体情况制定具体的优化方案。未来,我们对造纸过程节能控制的方法仍需要不断探索。
参考文献
[1]景宜,王仁荣,吴国泉. 高速纸机长纤维的磨浆策略[J].中国造纸学报,2006,21(2):62.
[2]蒋小军, 任红锐, 尚庆武,等. Soft fin软鳍磨片降低磨浆能耗 提高NCR抗张强度[C].中国造纸学会第十六届学术年会论文集,2014:368.
[3]张辉,李忠正.盘式磨浆机技术研究进展与趋势[J].中国造纸,2007,26(10):41.
[4]袁麟,蒋小军.打浆磨片材质与齿型的优化[J].中国造纸,2011,30(3):71-73.
水玉峰 男 上海东冠纸业有限公司生产经理,从事造纸生产技术、研发与管理工作,南京林业大学制浆造纸本科毕业,硕士研究生在读(GCT)。
E-mail:shuiyufeng1981@163.com
作者简介: