水浸提亚麻籽胶影响因素的研究
2015-12-25回艳云
◎回艳云
(沈阳师范大学粮食学院,辽宁 沈阳 230000)
亚麻籽中富含丰富的亚麻酸、亚油酸等不饱和脂肪酸[2]。亚麻籽胶的浸提工艺不仅直接影响产胶率,还会对亚麻籽胶的质量及其提取后残渣中有效成分的质量有一定的影响,而这些影响决定着亚麻籽胶在生产工艺上的经济可行性[3]。目前,亚麻籽胶提取工艺对产胶率影响效果的探讨还不是十分的确切[4]。现采用水浸法对亚麻籽胶提取工艺的影响因素进行详细分析。
1 试验材料与方法
1.1 试验材料与仪器
1.1.1 试验材料
亚麻籽,无水乙醇,分析纯氢氧化钠,分析纯盐酸,蒸馏水。
1.1.2 试验仪器
恒温振荡锅,离心机,DHG-9146A型电热恒温鼓风干燥箱,电子天平。
1.2 试验方法
1.2.1 亚麻籽预处理
整理干燥无杂的亚麻籽备用。
1.2.2 亚麻籽胶提取工艺流程(见图1)
1.2.3 浸提法提取亚麻籽胶的单因素实验
其他条件相同的情况下,分别研究料液比、浸提温度、浸提时间、溶剂酸碱度和提取次数对亚麻籽胶提取率的影响。
1.2.4 亚麻籽胶含量的测定
将1.2.2获得的亚麻籽胶提取液在适当温度下烘干至衡重,得到亚麻胶的干重,并据此计算亚麻籽产胶率。产胶率(以亚麻籽绝干物质的质量为基础计算)计算公式为:Y=G*/G
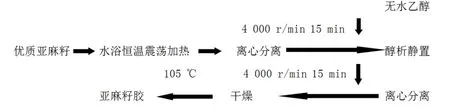
图1 亚麻籽胶提取工艺流程图
式中:Y为产胶率(%);G*为烘干所得亚麻胶质量(g);G为提胶用亚麻籽绝干物质质量(g)。计算结果取3次实验的平均值。
2 实验结果与分析
2.1 料液比对亚麻籽胶提取的影响
由图1可知,选取浸提温度为40 ℃,浸提时间为8 h,当料液比从4倍逐次增大到20倍时,相应的产胶率提升幅度依次为1.14%、0.59%、0.45%、0.62%、0.52%、0.27%、0.20%和0.08%。但当料液比达到16倍后,随着料液比增大,产胶率提高的幅度明显减缓。由此可知,随着料液比的增大,产胶率上升,但随着料液比的继续增大,亚麻籽产胶率的提升幅度则随之降低。这充分表明浸提时的料液比增大对产胶率的提高有相当的局限性。
2.2 浸提亚麻籽的温度对亚麻籽胶提取的影响
由图2可知,选取料液比为6倍,浸提时间为8 h,产胶率随浸提温度的上升而提高。在20 ℃升高到40 ℃的过程中,随着提取温度的升高,亚麻籽胶提取率呈逐渐上升趋势。但提取温度从50 ℃升高为90 ℃时,亚麻籽胶的提取率上升趋势并不明显。
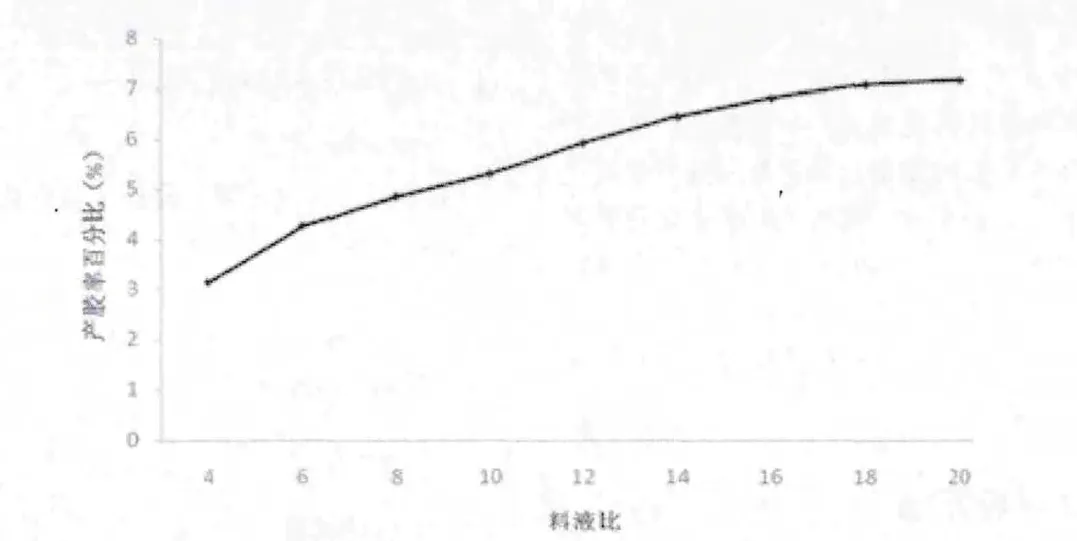
图1 料液比对亚麻籽胶产率的影响
2.3 浸提亚麻籽的时间对亚麻籽胶提取的影响
选取浸提温度为40 ℃,料液比为6倍,浸提时间延长,产胶率升高明显,尤其在浸提前期产胶率在一定时间间隔内提高幅度比较大,这充分表明其浸提速率保持在较高水准内,浸提后期浸提速率逐渐平稳,产胶率提高的幅度也随之有所下降。随着浸提时间的延长,4 h之内产胶率基本能够维持平稳的增长,7 h后将会有所降低,但每个时间段降低的幅度并不是十分明显。
2.4 酸碱度对亚麻籽胶提取的影响
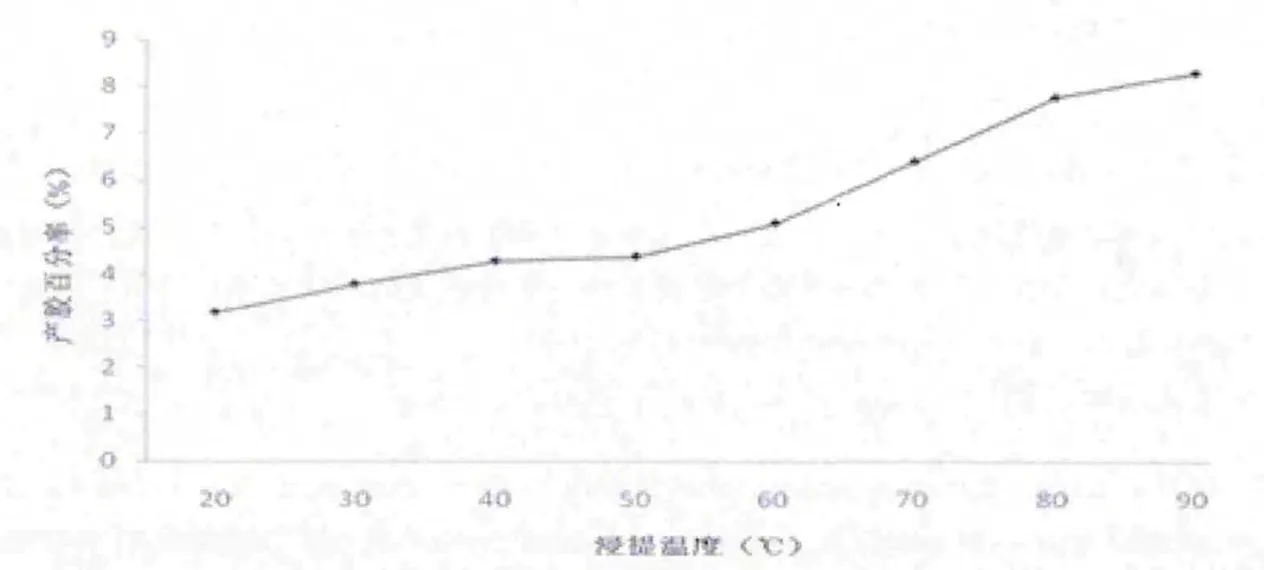
图2 溶剂温度对亚麻籽胶产率的影响
选取浸提温度为40 ℃,料液比为6倍,浸提时间为8 h,使用盐酸和氢氧化纳分别将浸提液的pH值调节为1、3、5、7和9。pH从1调节到3时亚麻籽胶提取率增加,而从3调节到9时提取率逐渐变小。
2.5 提取次数对亚麻籽胶提取的影响
选取料液比为6倍,浸提时间为8 h,温度40 ℃,第1次的亚麻籽胶提取率可达到4.90%,占总提取亚麻籽胶总提取率的75.00%左右,反观第2、3、4、5次提取亚麻籽胶的总和仅仅占亚麻籽胶总提取率的24.00%左右。由此可知,在亚麻籽胶提取过程中,提取次数以1次提取为佳,并可减少浪费。
3 结论
通过分析亚麻籽胶提取工艺中的各因素,得到料液比、提取温度、提取时间、浸提溶液酸碱度是影响亚麻籽胶提取率的重要因素。随着料液比的增大,亚麻籽胶的提取率相应增大。随着提取温度的逐步升高,在前期温度变化中,亚麻籽胶提取率呈有序上升趋势。随着提取时间的加长,亚麻籽胶的提取率也会在一定程度上有所上升。但亚麻籽胶提取率却是随着pH升高先上升而后缓慢下降。
[1]石永峰.亚麻籽的保健功效及其有害成分的分离方法[J].中国油脂,1996,21(5):26-29.
[2]OOMMAH B Dl. Variation in the composition of water-soluble polysaccharides in flaxseed[J].J Agric Food Chem, 1995(43):1484-1488.
[3] 建军.胡麻胶的性质及其在香肠中的应用[J].内蒙古农业科技,1996(5):35.
[4]申玉军,杨宏志.亚麻胶浸提工艺研究[J].黑龙江八一农垦大学学报,2010,22(2):65-68.