KM8不锈钢板式热沉激光焊接工艺研究
2015-12-23许贞龙李玉忠崔立军陈金明
许贞龙,李玉忠,崔立军,陈金明
(北京卫星环境工程研究所,北京 100094)
0 引言
热沉是空间环境模拟器的重要组成部分,主要用来给航天器热平衡与热真空试验提供冷黑环 境[1-3]。我国早期的KM3 和KM4 空间环境模拟器的热沉采用紫铜(T2)材料[4],KM6 主容器的热沉为铝材料,KM6 水平舱和KM7 的热沉采用不锈钢管与铜翅片混合焊接结构[5]。国外早期的空间环境模拟器的热沉比较多地采用了铝和不锈钢。这些热沉结构各有优缺点。
不锈钢材料具有强度高、耐腐蚀、放气量小、 低温性能好等优点,但其导热性能比铝和铜差。为了弥补不锈钢导热性能差的缺点,开发了一种不锈钢板式热沉结构。这种热沉结构已在欧美等国家得到了广泛应用,他们新近研制的空间环境模拟器热沉都采用了该结构[6-7]。
我国之前研制的空间环境模拟器未采用不锈钢板式热沉结构的主要原因是其加工工艺尤其是焊接设备和焊接工艺不成熟[8]。而我国目前正在研制的KM8 和KM7A 空间环境模拟器的热沉均要采用不锈钢板式结构,因此亟需解决不锈钢板式热沉 的加工工艺技术问题。
热沉长期工作在高、低温冷热交变环境中,要求保持高的真空气密性,因此对焊接方法的选择和焊接工艺的控制尤其重要[9]。国外采用激光焊接工艺成功地完成了不锈钢板式热沉建造[10]。通过技术调研,KM8 和KM7A 的热沉制造决定采用激光焊接工艺[11]。
激光焊接工艺是成熟工艺,在其他场合已取得广泛应用。但是,将两张薄的不锈钢板对齐叠放进行焊接,焊接后的热沉还要求长期在高、低温冷热交变环境中保持高的真空气密性,这是技术难点,有必要开展激光焊接工艺研究。
根据KM8 热沉结构,本文选择3 种不同厚度的不锈钢板,采用5 种焊接工艺参数进行焊接。焊接后的样件在拉伸试验机上进行拉伸剪切试验,以测试它们的力学性能。通过CT 扫描检测,分析激光焊接区域的气孔缺陷分布情况,同时采用光学显微镜和电子扫描电镜对激光焊接接头进行微观组织分析[12]。通过这些试验与分析工作,确定不同材料厚度的最佳工艺参数。
1 激光搭接焊接及试验
1.1 焊接设备及焊接样件
激光焊机型号为Rofin CO2激光器,其最大输出功率为4.5 kW,激光焦距为200 mm,离焦量为-5 mm。保护气体为Ar 和He 混合气体,比例为Ar∶He=1∶2,保护气体压力为 0.07 MPa。
根据KM8 热沉设计的要求,选用3 种厚度的0Cr18Ni9Ti 不锈钢轧制板进行搭接焊接,即2.5 mm与1.2 mm 厚的板搭接,1.5 mm 搭接1.2 mm,1.0 mm搭接1.0 mm。焊接样件的搭接方式如图1所示。
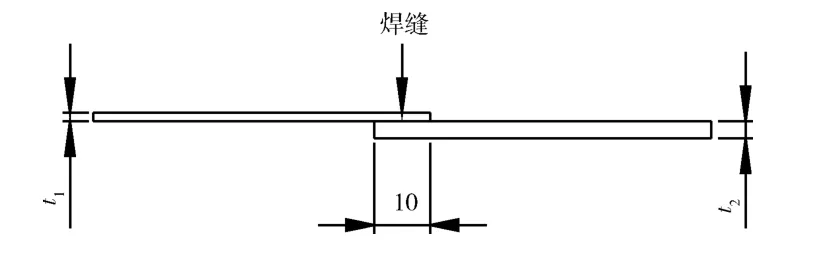
图1 焊接样件搭接方式 Fig.1 Lap-welding joint of specimens
1.2 焊接参数选定及焊接后焊缝检测
按照不同厚度的搭接组合,选择不同的焊接工艺参数进行焊接。焊接工艺参数主要包括焊接功率和送料速度,每种厚度搭接组合选用了5 种焊接工艺参数,见表1。
共焊接了3×5=15 种焊接样件,焊接后对它们的焊缝进行检测,焊缝检测结果见表1。从表中可见,有些焊接样件的焊缝未焊透,因此这些焊接工艺参数是不能够采用的。
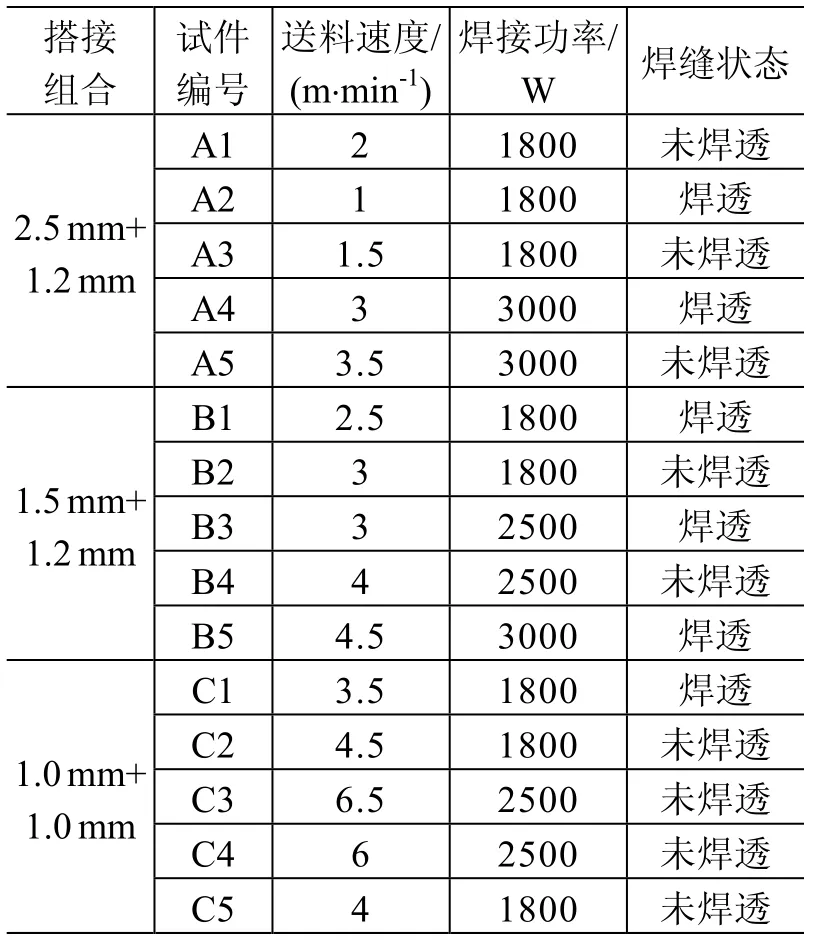
表1 搭接焊接参数及焊后焊缝检测结果 Table1 Lap-welding parameters and state of the welding bead
2 拉伸试验
2.1 拉伸试验样件制备
采用长春科新试验仪器有限公司制造的WDW-100 微控电子万能拉伸试验机做拉伸试验,其最大拉伸力为100 kN。按照拉伸试验要求,采用线切割方法制备标准拉伸样件,样件的结构及尺寸如图2所示。

图2 拉伸试验样件的结构及尺寸 Fig.2 Structure and size of the specimens for tensile test
2.2 试验结果及分析
表2为A1~A5、B1~B5 和C1~C5 共15 种 样件的拉伸试验数据,其中每个样件上布置了5 个测点。

表2 拉伸试验数据 Table2 The data of the tensile test
从表2可以得出以下结论:
1)在2.5 mm+1.2 mm 组合的A 系列样件中,A2 样件拉伸力平均值明显高于其他样件,它对应的焊接工艺参数为1 m/min、1800 W,证明该焊接参数可得到好的抗拉性能。
2)在1.5 mm+1.2 mm 组合的B 系列样件中,B5 样件的拉伸力平均值明显高于其他样件,对应的焊接工艺参数为4.5 m/min、3000 W,证明该焊接参数可得到好的抗拉性能。
3)在1.0 mm+1.0 mm 组合的C 系列样件中,C1 样件的拉伸力平均值明显大于其他样件,对应的焊接工艺参数为3.5 m/min、1800 W,证明该焊接参数能得到良好的抗拉性能。
样件A2、B5 和C1 的拉伸试验曲线如图3所示。
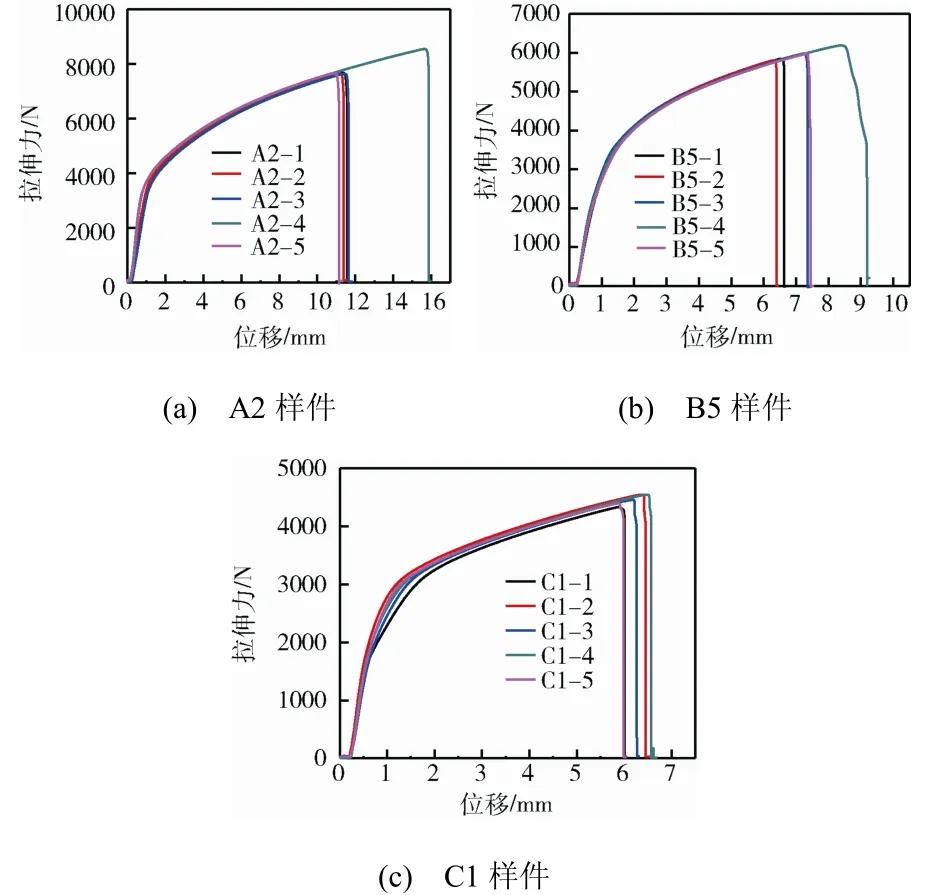
图3 拉伸试验曲线 Fig.3 Curves of the tensile test
3 焊缝检测与缺陷分析
3.1 CT 焊缝检测
采用工业CT 对A2、B5 和C1 样件进行焊缝检测,结果如图4所示。

图4 焊缝的CT 检测结果 Fig.4 Detection results of the welding bead by industry CT
从CT 检测结果可知,搭接接头焊缝结合良好,只在部分引弧点发现气孔缺陷。
3.2 金相组织分析
3.2.1 试样制备
采用线切割截取A2、B5、C1 样件的切片,再用镶嵌机制备金相试样,然后进行研磨、抛光、腐蚀处理。
3.2.2 焊缝金相组织分析
分析焊缝金相组织可知,以上3 种样件的焊缝组织非常类似。激光焊接接头的宏观组织如图5所示,中间为焊缝,左右两边为未熔化的不锈钢母材,母材中间为搭接间隙。图6为母材与焊缝过渡区域的微观组织,图7为焊缝中心的微观组织。
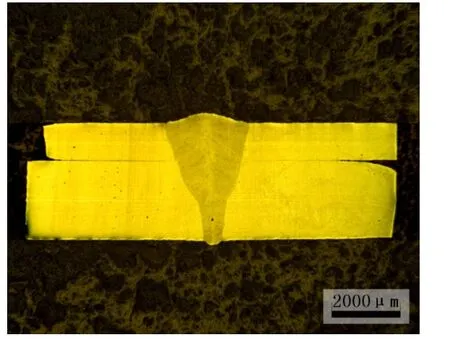
图5 不锈钢激光焊接接头宏观组织 Fig.5 Macro-structure of stainless steel laser welding joint

图6 过渡区微观组织 Fig.6 Micro-structure of the transition area

图7 焊缝中心的微观组织 Fig.7 Micro-structure of the welding bead center
分析焊接接头微观组织可知:焊缝区域由母材、热影响区和焊缝三部分构成,接头搭接部分熔池过渡平滑,热影响区很小。母材向焊缝中心微观组织依次生成了平面晶、树枝晶、柱状晶、等轴晶等微观组织形貌。整个接头组织呈现准对称结构。由CT 检测结果可知,部分激光焊接接头样件的焊缝底部产生了气孔,但气孔分布稀少,对整个焊缝质量影响较小。
4 结论
通过本焊接工艺研究,主要得到以下结论:
1)用拉伸试验检测焊缝的力学性能,确定了最佳焊接工艺参数。对于2.5 mm+1.2 mm 组合搭接焊接,最佳焊接工艺参数为送料速度1 m/min、激光功率1800 W;1.5 mm+1.2 mm 组合的最佳焊接工艺参数为4.5 m/min、3000 W;1.0 mm+1.0 mm 组合的最佳焊接工艺参数为3.5 m/min、1800 W。
2)CT 检测发现,在引弧区和收弧区存在一些气孔缺陷,但焊缝中间区域气孔缺陷很少,不影响使用。
3)对于这些样件的焊缝检测,未发现裂纹缺陷,接头区域组织致密。
利用本工艺研究所选定的最佳焊接工艺参数开展了KM8 热沉结构的焊接,焊接效果很好,现 已经完成了近一半的焊接工作。经过检测,各项技术参数都满足设计要求,充分验证了本研究所确定的焊接工艺参数的有效性。
(References)
[1] 王浚,黄本诚,万才大.环境模拟技术[M].北京: 国防工业出版社,1996: 490
[2] 于涛,刘敏,邹定忠.航天器空间环境模拟器热沉热均匀性分析[J].中国空间科学技术,2006,26(6): 37-41 Yu Tao,Liu Min,Zou Dingzhong.Thermal uniformity analysis for heat sink of space simulator[J].Chinese Space Science and Technology,2006,26(6): 37-41
[3] 张立伟,张文杰,魏仁海,等.不锈钢管铜翅片热沉制造关键技术[J].航天器环境工程,2008,25(6): 587-590 Zhang Liwei,Zhang Wenjie,Wei Renhai,et al.The manufacturing technique of stainless steel pipe and copperplate structure in heat sink[J].Spacecraft Environment Engineering,2008,25(6): 587-590
[4] 王立.不锈钢铜热沉是新的发展方向[J].航天器环境工程,2007,24(5): 331-335 Wang Li.Stainless steel-copper heat sink as a new trend of development[J].Spacecraft Environment Engineering,2007,24(5): 331-335
[5] 李罡.真空热环境试验新型不锈钢结构热沉加工工艺研究[J].航天器环境工程,2011,28(3): 246-250 Li Gang.Manufacturing process of a new type of stainless steel thermal shroud for spacecraft thermal vacuum testing[J].Spacecraft Environment Engineering,2011,28(3): 246-250
[6] 张磊,刘敏,刘波涛.流速及进出液口形式对板式热沉换热性能影响[J].航天器环境工程,2012,29(5): 566-570 Zhang Lei,Liu Min,Liu Botao.Effects of velocities and inlet-outlet forms on heat transfer of plate-style heat sink[J].Spacecraft Environment Engineering,2012,29(5): 566-570
[7] Amlinger H,Bosma S J.Characteristics and performance of the ESTEC large space simulator cryogenic system,NASA-88N10849[R],1986: 236-247
[8] 许贞龙,李玉忠,刘序,等.不锈钢板式热沉胀形工艺试验研究[C]//中国宇航学会结构强度与环境工程专委会中国航天第十专业信息网暨五院科技委环境工程与可靠性专业组2014年度学术交流会论文集,2014: 238-245
[9] 刘敏,邹定忠,刘国青.铝热沉的焊接技术[J].导弹与航天运载技术,2001,1(1): 43-46 Liu Min,Zou Dingzhong,Liu Guoqing.Welding technique of aluminum heat sink[J].Missiles and Space Vehicles,2001,1(1): 43-46
[10] 单巍巍,丁文静,王紫娟,等.不锈钢涨板式热沉性能分析及其数值模拟[J].真空与低温,2011(增刊1): 557-561
[11] 杨立军,孙贵铮,王金杰,等.A304 不锈钢薄板激光焊工艺试验研究[J].电焊机,2011,41(1): 66-69 Yang Lijun,Sun Guizheng,Wang Jinjie,et al.Study on laser welding of A304 stainless steel sheet[J].Electric Welding Machine,2011,41(1): 66-69
[12] 阎小军,杨大智,刘黎明.316L 不锈钢薄板脉冲激光焊工艺参数及接头组织特征[J].焊接学报,2004,25(3): 121-123 Yan Xiaojun,Yang Dazhi,Liu Liming.Welding parameters and microstructure of pulse laser welded 316L stainless steel sheet[J].Transactions of China Welding Institution,2004,25(3): 121-123
