激光法测量滤棒和烟支圆周的原理及误差分析
2015-12-22戴昕
戴昕
(湖南中烟工业有限责任公司 长沙卷烟厂,湖南 长沙410007)
激光法测量滤棒和烟支圆周的原理及误差分析
戴昕
(湖南中烟工业有限责任公司 长沙卷烟厂,湖南 长沙410007)
摘要:卷烟产品的滤棒和烟支的圆周误差会直接影响成品卷烟的接嘴质量和原辅材料的消耗,所以滤棒和烟支的圆周是一个必须要测量和控制的重要指标。目前测量滤棒和烟支圆周的主要方法是激光法,本文对激光法的测量原理及测量过程进行了阐述,并从校准时标准棒与激光束扫描平面的位置关系、测量时样品与激光束扫描平面的位置关系、激光透过样品的情况、样品的圆度、激光传递路径上各光学器件的干净程度等五个方面对产生测量误差的原因进行了分析,提出了相应的解决办法。
关键词:激光法;激光束扫描平面;样品的透光度;样品的圆度;光学器件的洁净度

0引言
在烟草行业的产品质量控制中,滤棒和烟支的圆周是一个必须要测量和控制的重要指标,因为滤棒和烟支的圆周误差会直接影响卷烟成品烟支的接嘴质量,如果接嘴质量不高,就很容易造成卷烟成品烟支产生漏气现象,就会提高卷烟机在生产过程中的剔除率,增加原辅材料消耗,降低卷烟机的生产效率。传统的圆周检测方法是拉带式测量法,这种测量方法是接触式测量,它的特点是测量时有一个测力加在被测样品上,而滤棒和烟支是易变形的物体,这个测力容易使样品产生变形,从而影响测量的精度,产生较大的测量误差。所以,近年来圆周测量的发展方向是非接触式测量。从国内外的发展情况看,非接触式测量的方法主要有激光法和CCD成像法,这两种方法各有千秋,都是高精度测量法,都不会对样品产生任何损伤和变形,但是从近年来烟草行业使用的广泛度看,激光法更占优。激光法是一种利用激光束扫描样品来测量直径和圆周的非接触测量方法,它具有测量精度高,动态范围大、适应性强、抗干扰及不损伤样品的特点,能够准确测量滤棒和烟支的直径和圆周,但是也有一些因素会影响激光法的测量精度,只有消除和避免这些影响因素才能使激光法到达它的高精度。
目前在烟草行业中,采用激光法测量滤棒和烟支圆周的典型仪器是英国CERULEAN公司的QTM3圆周检测仪,本文以QTM3为例对激光法的测量原理以及产生测量误差的可能原因进行阐述和分析,并提出相应的解决办法。
1激光法的测量过程和原理
让样品绕着自身的纵轴以恒定的角速度旋转一周,同时,激光束在垂直于样品纵轴的平面上从发射窗口匀速移动到接收窗口(即形成一个扫描平面),经过透镜汇聚后照射到光电接收元件上,样品与激光束的扫描平面垂直相交,这个交叉面就是样品的横截面,通过测量横截面在光电接收元件上的正交投影长度就可以确定样品的测量直径。测量示意图如图1所示。

图1 激光测量过程示意图
由于旋转镜面的作用,经过准直透镜的激光束不是恒定不变的,而是一个扫描激光束,扫描周期T小于0.01 s,所以光电接收元件输出的电信号是一个连续方波,这个连续方波信号的周期就是激光束的扫描周期T,在测量样品时,在激光扫描区域里,由于部分激光束被样品挡住而在输出方波中的每个波峰上形成一段低电平区域(如图2所示),这个低电平的持续时间Δti与烟支样品横截面在光电接收元件上的正交投影长度成正比,也就是Δti与样品的测量直径Di成正比,即Di=k×Δti,k是常数,这样,在输出方波中的每个波峰处都测得一个样品直径值Di,样品旋转一周就会测得n个Di值(对于QTM3检测仪而言,n是100),这n个Di值的平均值就作为这支样品(滤棒或烟)的直径D,直径乘以圆周率就得到样品的圆周,所以测量烟支的圆周只要确定直径即可。样品的直径为
(1)

图2 光电接收元件的测量输出信号
2激光法产生测量误差的原因及解决办法
2.1 原因一及解决方法
用仪器附带的直径/圆周标准棒(经检测满足直径和圆度要求)校准仪器时,如果标准棒与激光束的扫描平面不是垂直相交,那么校准后会把错误的直径(圆周)值传递下去。如图3所示,标准棒直径的真实值是D,校准值是L,在校准后会把L当作D传递下去。直径校准误差为
(2)
式中:θ是标准棒与激光束扫描方向间的夹角。
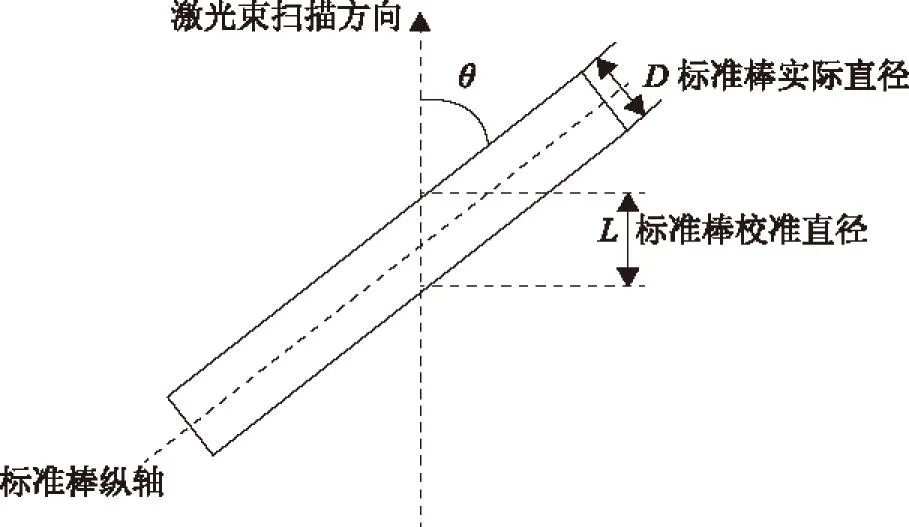
图3 标准棒校准误差示意图
标准棒与激光束的扫描平面没有垂直相交的原因有两个,一个原因是标准棒本身有偏斜,一个原因是支撑标准棒的平台有倾斜。
如果是标准棒本身有偏斜,就必须更换标准棒;如果是支撑标准棒的平台有倾斜,就必须调整支撑平台的安装位置,使之与激光束的扫描平面垂直。
2.2 原因二及解决方法
当测量样品时,样品与激光束的扫描平面不是垂直相交时会产生测量误差,如图4所示。图4中,L是测量出来的烟支直径,D是烟支的实际直径,θ是烟支和激光束扫描方向间的夹角。直径测量误差仍由公式(2)计算。
样品与激光束的扫描平面没有垂直相交的原因主要是负压不够大,负压的产生和作用如图5所示,进

图4 样品测量误差示意图
入到负压发生器的压缩空气压力越大,负压发生器的输出负压就越大,但是当压缩空气达到400 kPa以上后(最大不能超过600 kPa,否则会损坏负压发生器),负压发生器的输出负压就稳定在-70 kPa,这个负压在经过过滤杯后作用于测量头的夹头,测量时样品就被这个负压吸在测量夹头里,夹头是中空的,夹头内壁有两个孔,负压就是通过这两个孔把样品吸在夹头内壁上,如果负压达到-60~-70 kPa,样品会紧贴夹头内壁并保持垂直状态,这时扫描激光束与样品垂直(实验证明,当-70 kPa左右的负压作用在待测样品上时,样品产生的微小变形对样品圆周的影响要小于0.01 mm,可以忽略),如果负压不够大(小于-50 kPa),样品可能就没有在夹头内保持垂直状态,这时就会产生直径测量误差。负压不够大的原因有四个:①负压发生器的排气口的消声器有堵塞情况,导致负压发生器产生的负压不够大;②测量夹头的中空部位里有污物和碎屑,导致夹头内壁的两个孔部分堵塞,这样吸附样品的负压就不够大;③负压过滤杯里面的滤芯脏污,也会导致负压减小;④供应的压缩空气压力过小(小于400 kPa)或电磁阀有问题,如果电磁阀不能很好地通断,造成压缩空气和负压相串,就会导致压缩空气显著减小(小于400 kPa),从而导致负压显著减小。

图5 负压产生和作用的气路图
根据上述原因分析可以知道,如果是消声器导致负压过小,只要清理或更换消声器即可;如果是由于测量夹头的中空部位有污物和碎屑导致负压过小,只要用压缩空气清理夹头的中空部位即可;如果是过滤杯的滤芯导致负压过小,只要清理或更换滤芯即可;如果是电磁阀的通断导致负压过小,只要更换电磁阀即可;如果是供应的压缩空气压力过小,只要把压缩空气压力调到4 kPa以上即可。排除故障的方法是首先检查压缩空气压力,然后从负压的作用端(夹头)开始,按照夹头—过滤杯—消声器—负压发生器—电磁阀的顺序逐一排除。
2.3 原因三及解决方法
当部分扫描激光穿透样品时也会产生测量误差,造成测量直径和圆周偏小,如图6所示。
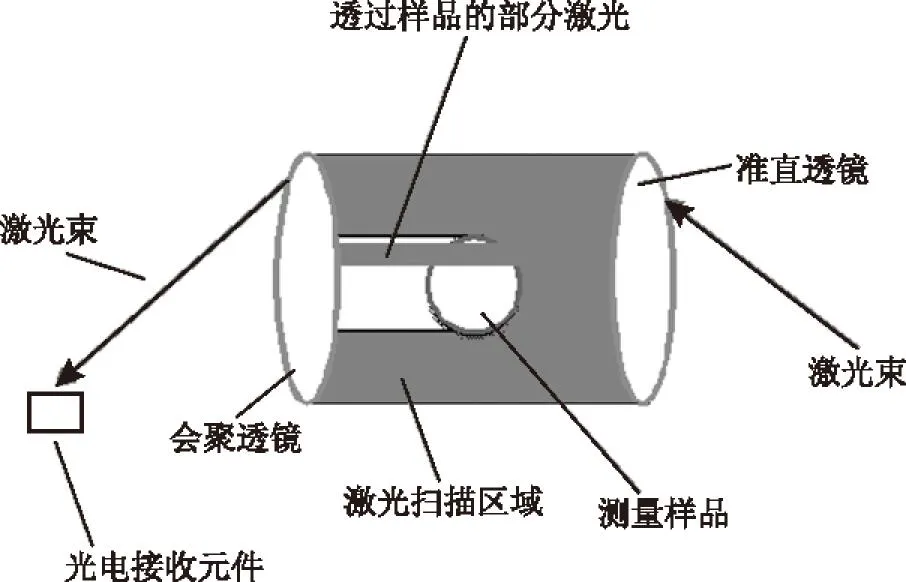
图6 激光透过样品示意图
对某些滤棒和烟支样品而言,如果样品填充不紧实,那么填充物和包裹纸之间会有一点缝隙,就会有部分激光从这个缝隙透过包裹纸,这样在光电接收元件的测量信号波形中,Δti就会减小,由公式(1)可知,测得的样品直径D就会减小。
激光透过样品是样品本身的问题,所以在用激光法测量样品圆周时最好选择填充紧实的样品。
2.4 原因四及解决方法
当样品的圆度太小时(即圆度小于0.4),就会造成Δti波动大,圆度越小波动越大,由公式(1)可知,这时测得的样品直径D就不稳定,波动大。不过卷烟机生产出来的烟支是规模化产品,它的烟枪结构决定了生产出来的烟支圆度不是太小(一般不小于0.6),所以只要取样测量时特别小心,就不会人为造成烟支变形。
2.5 原因五及解决方法
如果激光传递路径上的光学元件如旋转镜面、透镜、平面镜、扫描窗口上有灰尘或污斑,那么在光电接收元件上的输出信号会发生畸变,如图7、图8所示,这样不管是用标准棒校准仪器还是测量样品,都会造成误差,形成误差累计和叠加。
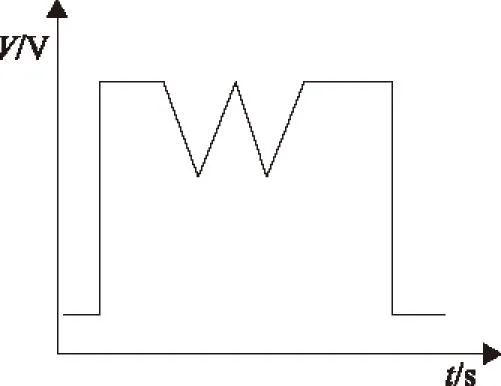
图7 光学元件上有灰尘或污点时的输出波形

图8 光学元件上有污斑时的输出波形
对污点和污斑,用软布轻轻地朝一个方向轻擦,不要来回擦,不要用酒精擦;对灰尘,用镜头刷轻轻刷掉。擦干净后在光电接收元件上的正常输出波形如图9所示。

图9 光学元件干净时的正常输出波形
3结语
文章比较清楚地阐述了激光法的测量原理和测量过程,并指出了激光法测量滤棒和烟支圆周时产生测量误差的可能原因,根据实际经验,掌握相应的解决办法,就可以解决测量圆周的仪器在使用过程中出现的绝大部分问题,使仪器测量精度保持在最佳状态,就可以充分发挥激光法测量直径和圆周的优势,准确地测量出滤棒和烟支的圆周,从而更好的保证产品质量、降低原辅材料消耗、提升卷烟设备的效率。
参考文献
[1] 国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T22838.3-2009卷烟和滤棒物理性能的测定第三部分:圆周激光法[S] .北京:中国标准出版社,2009.
[2] CERULEAN公司.QTM3 Operation Instructions[Z] .2013.
[3] Beta LaserMike公司.MODEL 101-100 OPERATOR.S MANUAL[Z] .2013.
[4] 孙长库,何明霞,王鹏.激光测量技术[M] .天津:天津大学出版社,2008.
[5] 胡丹,李敏.卷烟直径非接触测量系统的研究[J] .四川工业学院学报,2002(2):4-6.

首款在中国研发制造的福禄克振动测试仪面世
2015年10月22日,福禄克公司正式推出Fluke802CN振动测试仪,该产品首款是由中国研发中心设计和研发、采用中文按钮和菜单的振动类测试仪器。该仪器专为国内广大过程和制造业点检和维修客户量身定制的。
802CN定位于“一键式机械设备振动评估”,通过一次按键在6 s内获得旋转设备位移、速度、加速度等关键振动评估信息,帮助点检及维修人员高效地检测工厂中几乎所有的机械设备。同时产品可以进行一键测试数据的记录并支持实时99组数据的回看。
为了满足工业现场不同的测试条件,802CN设计了四种测试方式:
1) 普通测试模式:针对直接可接触的设备进行检测;
2) 加长杆测试模式:对于被包围或较难接触的设备进行测试;
3) 外置传感器模式:1~3 m远距离的测试或者重要设备的固定点测试;
4) 耳机测试模式:标准的耳机接口可以直接使用传统的耳机听取设备内部转轴的情况。
802CN产品着眼于现场客户最核心的检测需求,在测试的重复性和精度上达到行业的一级精度,并且考虑到现场客户的需求和预算产品定价贴近于市场的平均价格。相信802CN产品将更好的助力冶金,石化,钢铁,食品等行业维护客户的日常点检测试工作。

(刘倩倩报道)
The Principle and Error Analysis of Measurement of Filter Rod and Cigarette Circumference by Laser Method
DAI Xin
(China Tobacco Hunan Industrial Co.,LTD.,Changsha Cigarette Factory,Changsha 410007,China)
Abstract:The circumference error of the cigarette products for filter rod and cigarette will directly affect the quality of the connection of cigarette and raw materials consumption,and so the circumference of filter rod and cigarette is an important item that must be measured and controlled.At present,the main method of measuring filter rods and cigarettes circumference is the laser method.In this thesis,the laser method measuring the principle and process is described,and the analysis is done in five aspects:the position relationship between the calibration standard and the laser beam scanning plane,the position relationship between the sample and the laser beam scanning plane,penetration of laser light through the sample,the roundness of samples,and the cleanliness of each optical device at the laser transmission path.The corresponding solutions are provided.
Key words:laser method;laser beam scanning plane;transmittance of light of sample;roundness of sample;cleanliness of each optical device
作者简介:戴昕(1967-),男,工程师,主要从事烟草检测及仪器研制工作。
收稿日期:2015-06-09;修回日期:2015-07-20
中图分类号:TB92;TN249
文献标识码:A
文章编号:1674-5795(2015)05-0060-04
doi:10.11823/j.issn.1674-5795.2015.05.14
