某装置硫磺包装线转位机转位效果的改进
2015-12-22阚如盛梁钧兰州国储石油基地有限责任公司甘肃兰州730060
阚如盛 梁钧(兰州国储石油基地有限责任公司,甘肃 兰州 730060)
硫磺包装线是某公司关键环保装置——三万吨/年硫磺回收装置的重要组成部分。包装线的正常运行关系到一系列上游环保装置的生产运行。该生产线采用3套西门子PLC-200作为控制器,对装置进行自动控制。该生产线的控制系统根据其实现的功能可分为造粒除尘控制系统、称重包装控制系统和码垛输送控制系统。转位机(以下简称转位机)是组成码垛输送系统的重要设备之一。它由接触器控制的电机驱动主动辊带动输送带、转位装置由变频器控制转位电机以及电磁阀控制的转位气缸带动转位夹板组成。转位机具有输送和转位两个功能。
当转位电机带动转位夹板正转或反转到位时,系统将控制料袋传送至编组传输机进行计数。编组计数完成,自动传送至码垛机进行码垛,垛盘每层6袋。
1 存在的问题及原因分析
1.1 推袋机故障、码垛落袋
在装置运行过程中,经常出现码垛落袋等故障情况。检查上位画面故障提示,可以看见“编组袋子太散”,“推袋器推袋超时”等报警。原因为编组袋子呈图1所示混乱排列,导致推袋机与袋子卡住,或者在码垛机上落袋。

图1 编组混乱排列

图2 转位机行程挡片安装图改进前
原因分析:检查转位机转位效果,发现转位时行程不到位,90度位置超前25度或者180度位置滞后15度。调整90度和180度行程位置的延迟时间,均无法解决上述问题。转位机行程挡片有90度和180度各两个。转位机挡片安装方式如图2所示。
1.2 编组计数混乱
包装线在运行过程中,推袋器在编组只有2袋或者4袋时,就开始推袋。检查“自动运行”画面,发现编组数混乱,未按照程序预定顺序计数。操作人员需要将生产线停下,重新设置当前袋子编号,再运行生产线。检查“编组传输”1、2”光电开关和“编组计数满”光电,均正常。观察装置运行一段时间后,编组计数开始混乱。
原因分析:连接PC机在线监测码垛机运行状况,在编组计数程序段45中,转位定位1和转位定位2上升沿偶尔未触发,导致程序出错。转位定位光电在工作中,转位机挡片能停留大约2s。程序选择上升沿触发时,由于设备使用环境硫磺粉尘大,造成检测信号波动大,上升沿信号被输入模块滤波功能过滤,使得程序运行时,编组计数混乱。
2 改进方法
2.1 调整转位定位挡片的安装方式
转位机2组挡片中心线程90度,且分别与转位机中心轴平行。每组挡片与其中心线成15度角,用于增加转为定位开关动作灵敏度,并提高转位定位开关动作时间,提高转位定位开关输入的可靠性。改进后的转为定位挡片安装方式如图3所示。

图3 改进后转为定位挡片安装图
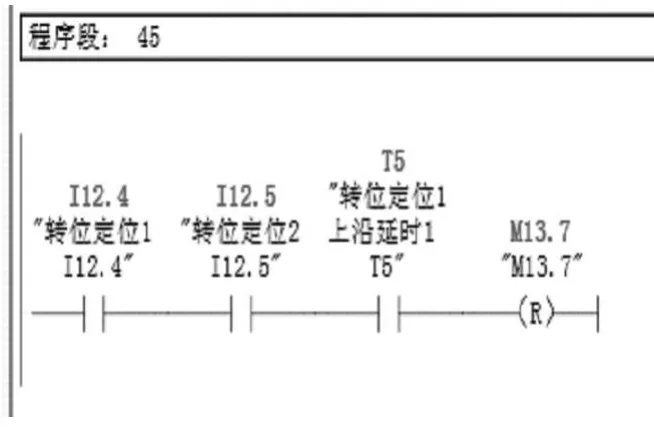
图4 改进后转位定位1、2取点方式
2.2 提高定位信号检测准确度
更改程序中所有“转位定位”指令,由上升沿触发改为开关触发(将程序中如图3-2程序段45所示。
3 效果检验
改进后,码垛装置运行正常。经过半年的观察,转位效果明显,转位偏差不超过2度;未出现过编组数字混乱;未出现因为转位效果不佳而码垛落袋等故障。码垛输送系统运行正常,提高了工作效率,保证了上游环保装置的正常运行。
[1]常健生等.监测与转换技术[M].北京:机械工业出版社(第3版)2001,8.
[2]靳哲等.可编程控制器原理及应用[M].北京:北京师范大学出版社2008,8.
