塔里木英买处理厂余热回收利用的可行性分析
2015-12-21唐建侯新利文雷郑民君杜中科中国石油塔里木油田分公司天然气事业部新疆库尔勒841000
唐建 侯新利 文雷 郑民君 杜中科(中国石油塔里木油田分公司天然气事业部, 新疆 库尔勒 841000)
0 前言
随着新《环境保护法》的实施,国家对能源利用、环境保护及经济效益有了更高的要求。尤其在石油化工生产过程中,工业排放的有压有热废气不仅造成能源的浪费且还对环境有污染影响,有些废气余热的能量几乎和有用功相同[1],没有达到节约能源、保护环境的要求。因此,塔里木油田英买作业区响应国家的号召,开发余热利用技术,更充分的利用燃气资源,在节能、环保的同时创造经济效益[2]。
我国工业企业中余热余能资源只占整个输入能源的7.3%,而余热余能资源回收率仅为34.9%[3]。尤其石油工业中各种热能转换设备、用能设备和化学反应设备会产生大量的未被充分利用的冷量与热量。因此,余热余能回收利用潜力巨大,余热回收利用等同于对另一种新资源的开采。
塔里木油田英买作业区地处塔克拉玛干大沙漠北部,是我国目前最大的凝析气田群。英买处理厂处理英买作业区的凝析气,在处理厂的天然气脱水装置中,有大量的余热未得到有效的利用。研究新的工艺方法和设备将余热余能进行有效的回收利用,既可以取得节能效果,也能创造较大的经济效益。
1 英买处理厂运行现状
1.1 天然气脱水流程
英买处理厂天然气脱水装置采用的是分子筛脱水工艺,分子筛脱水塔内装填4A型分子筛。每套装置采用四塔流程,两塔并行吸附,一塔再生和一塔冷却,总共有A列和B列两套天然气脱水装置。
工艺流程为(如图1所示):从上游来的温度大约为30℃的原料气通过高效过滤器进行气液初步分离,进入处于吸附状态的分子筛塔1#和2#,使原料气含水降到10ppm以下。脱水后的气体首先进入粉尘过滤器脱除夹带的粉尘,然后去低温分离器进行冷冻分离。分子筛塔的冷吹气(或再生气)取自原料气,气量大约为12000m3/h,冷吹气首先经过冷吹气高效过滤器进行气液初步分离后,进入刚刚从加热阶段切换过来的分子筛塔3#,对分子筛进行冷却,冷吹气将分子筛的热量携带走,出3#塔的冷吹气从温度升高到40~50℃,将作为再生塔的再生气进入再生气换热器,而再生气的热量由导热油系统提供,导热油进加热器温度为285~310℃,出加热器温度为270~280℃。将再生气加热至275℃左右,去分子筛塔4#脱除干燥剂吸附的水分,最后温度约为275℃的再生气经再生气空器被冷却至30℃后去再生气分水罐分离出冷凝下来的水,最后再生气返回至分子筛原料气入口管线。
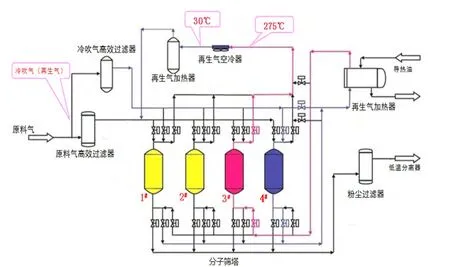
图1 分子筛脱水流程图
分子筛脱水塔脱水、再生操作过程的切换都是通过DCS控制系统对程序控制阀进行时间控制来完成。其中两塔处于并行吸附状态,吸附时间8个小时,一塔处于冷却过程,冷却时间4个小时,一塔处于再生过程,一个再生周期时间4个小时,四个塔交替循环使用满足连续干燥的目的。
1.2 脱水装置余热计算
从天然气脱水装置流程分析可以看出,再生气空冷器将再生气从最高275℃急剧冷却至30℃后去再生气分水罐分离出冷凝下来的水,最后再生气返回至分子筛原料气入口管线。再生气被再生气空冷器冷却后的大量余热未被有效利用而白白被排放至大气中,因此研究某些方法和设备将排放至大气中的余热有效的回收利用,既可以取得节能效果,同时还能创造较大的经济效益。
再生塔的再生周期为4个小时,四塔交替循环,再生气空冷器将再生气从最高275℃急剧冷却至30℃。以A列天然气脱水装置为例,可计算出在一个再生周期内,再生塔的再生气通过再生气空冷器降温后排放到大气中的热量Q。

式中:c为再生气在275℃时的定压比热容值,3.031kJ/(kg·℃);m为再生气在一个再生周期内通过再生气空冷器的质量,kg ;ρ为再生气的密度,kg/m3,ρ=0.717 ;v为再后气的体积,m3;Δt为再生气通过再生气空冷器后的温度差,245℃。
由式(1)和式(2)计算可得:Q=2.56×107kJ
处理厂两列天然气脱水装置每天再生气通过再生气空冷器降温后排放到大气中的总热量Q总为:

式中:QA为A列脱水装置一天排放的热量,kJ;QB为B列脱水装置一天排放的热量,kJ。
通过以上计算,得到处理厂天然气脱水装置再生气一天通过再生气空冷器排放的总热量Q总=3.08×108kJ。
2 余热回收方式分析
2.1 余热回收使用方式
根据被加热介质的不同,现有余热使用方式主要有三种[4]:使用余热加热空气;使用余热加热燃油;使用余热加热给水。
调研发现,英买作业区员工生活公寓和处理厂站内办公公寓的热水供应和冬季供暖水全部由处理厂的低压燃料气输送至公寓通过锅炉燃烧加热。通过计算得到,天然气处理装置的两套分子筛脱水装置的再生气一天通过再生气空冷器排放的总热量达到3.08×108kJ。因此,根据英买作业区实际情况,天然气脱水装置的余热回收采用加热给水方式,通过简单的工艺改造,使用排放的热量对常温水进行加热后输送到作业区公寓和站内办公公寓,这样不仅可以取得节能效果,同时还能创造较大的经济效益。
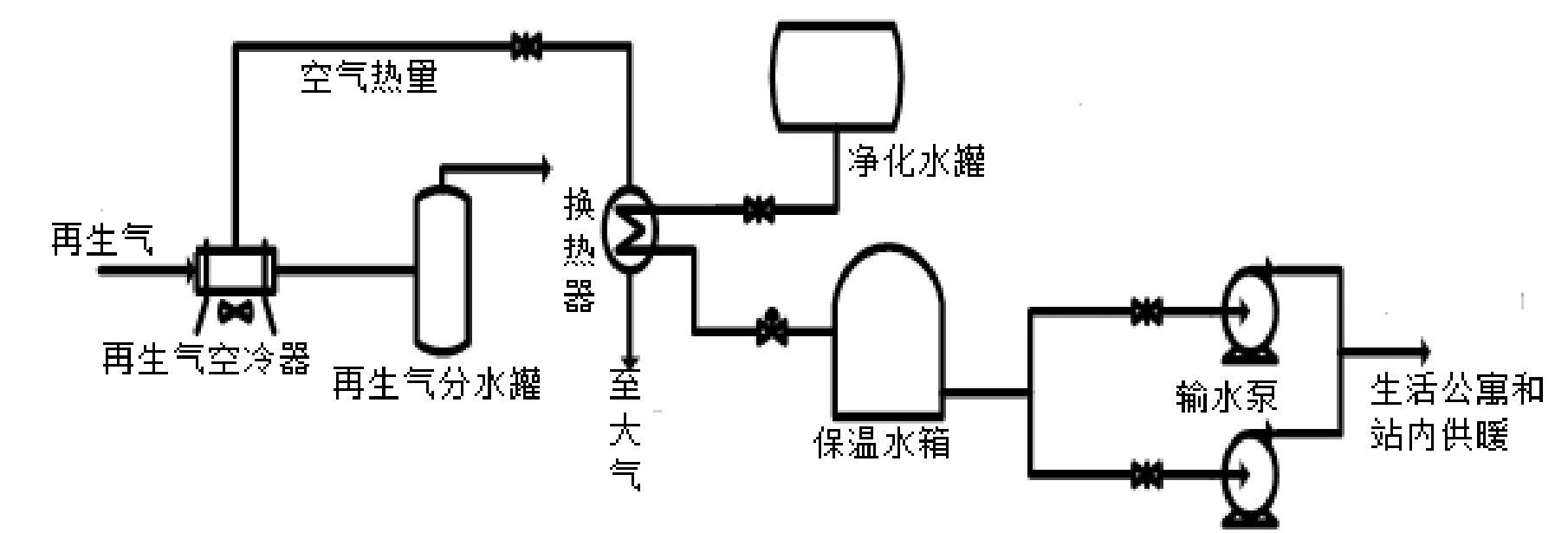
图2 余热利用工艺流程改造图
2.2 余热回收流程设计
设计的余热回收工艺流程主要是利用通过再生气空冷器降温排放的空气热量与常温水进行热交换,余热利用工艺流程设计如图2所示:再生气通过再生气空冷器降温排放的空气热量进入到换热器,空气热量经过换热器的壳程,同时从净化水罐来的常温水经过换热器的管程,两者在换热器处交换热量;换热后空气排放至大气。并在换热器水出口设置一个温度控制阀控制热水温度,达到温度要求的热水进入保温水槽,最终通过水泵将热水输送至公寓和站内。
3 经济效益分析
通过计算,天然气处理装置的两套分子筛脱水装置的再生气每天通过再生气空冷器排放的总热量达到3.08×108kJ,天然气的热值约为37.62×106J/m3(即每立方天然气燃烧大约放出37.62×106J的热量)。排放的3.08×108kJ热量大约相当于8187m3天然气燃烧放出的热量。以换热器的换热效率为80%计算,则每天可节约相当于6550m3的天然气,一年则可节约大约2.40×106m3的天然气,价值大约240万元,而余热回收改造费用大约只需150万元,当年即可收回成本。因此,通过改造不仅可以取得节能效果,同时还能创造较大的经济效益。
4 结语
英买处理厂余热回收利用技术的思路,通过对流程进行简单的改造,不仅可以创造经济效益,同时也可以带来较大的社会效益和环境效益,不仅可以减少向大气释放的污染物,还大大节省了能源,达到了节能减排的效果。
;
[1]宋晓俊,杨永彬,王洪松等.塔中油田燃气电站余热回收利用的可行性研究[J].石油石化节能,2013(3):10-13.
[2]王汝武.节能技术及工程实例[M].北京:化学工业出版社,2006:25-36.
[3]周耕,王康,陈思.工业余热利用现状及技术展望[J].科技情报开发与经济,2010,20(23):162-164.
[4]贺涛.锅炉系统烟气余热利用技术研究[J].机械管理开发,2012,4(128) :47-48.
