Experimental Investigation on Constrained Abrasive Fluid Polishing for Optical Glass
2015-12-20YANRuzhong闫如忠ZHUHeLIUZhentong刘振通
YAN Ru-zhong (闫如忠) ,ZHU He (祝 贺),LIU Zhen-tong (刘振通)
College of Mechanical Engineering,Donghua University,Shanghai 201620,China
Introduction
With the development of science and technology,ultraprecision optical glass components are widely used in aerospace,astronomy,lithography process and nuclear industry.Surface quality,form,and a high level of stability during operation are important criteria for such glasses.Manufacture of optical glasses typically includes fixed abrasive machining[1],discrete particle polishing,and nano-scale abrasive dressing.Discrete particle polishing aims at eliminating surface residual stress as final or sub-final process to obtain a sub-micron flatness and nano-scale surface roughness.The main methods of discrete particle polishing include gasbag polishing[2],magnetorheological polishing[3],abrasive fluid polishing[4],elastic launch processing[5],etc.In 1992,Hashish polished a diamond workpiece by abrasive fluid polishing,with a material removal rate around 2.7 μm·s·mm-2;as a result,the workpiece's surface accuracy improved from 3 μm to 1.3 μm.Then the feasibility of polishing hard and brittle materials by abrasive fluid polishing was verified.Recent years,many academics conducted researches on abrasive fluid polishing and found it could improve the surface quality of workpieces to a certain degree[6-9].However,traditional abrasive fluid polishing causes more material wastes and increases the costs of operation.To find a method of abrasive fluid polishing which could decrease material wastes and costs, we resort to constrained abrasive fluid polishing by introducing a constrained wheel.Constrained abrasive fluid polishing is a non-contact discrete particle processing method which bases on the abrasive fluid machining theory and emission machining theory.A variety of experiments reveal the relationship among surface quality,material removal rate,and parameters such as speed,clearance,angle,time,and particle size.
1 Abrasive Fluid Polishing Model
Abrasive fluid polishing model is shown in Fig.1.Highspeed abrasive fluid is sprayed into the clearance between the constraining wheel and optical glass,and a high-energy velocity field has been formed under the centrifugal force of the wheel and the hydrodynamic pressure.Abrasive particles can repeatedly impact the workpiece in a multi-directional way in the high-energy zone because an elastic scattering collision has taken place between the constrained wheel and the workpiece.This homogenizing processing can be helpful to remove surface materials and obtain a smooth surface.

Fig.1 Schematic diagram of Abrasive fluid polishing model
The mathematical description of abrasive fluid polishing is based on Preston Equation[10]:

where Δz is the material removal rate;v is the relative velocity of the abrasive particles on the workpiece surface;p is the hydrodynamic pressure of polishing zone; and kpis a proportionality constant influenced by many factors,including the injection velocity, angle of abrasive fluid, abrasive particles' dimensions,sample size,etc.According to Navier-Stokes Equations[9]and hydrodynamic pressure theory[10],the hydrodynamic pressure of machining zone is relative to the incident velocity,angle and machining gap.
2 Abrasive Particle Impact Theory
Because of the high brittleness of K9 optical glass,the general removal mode is fracture removal.However,abrasive fluid polishing of optical glasses is mainly plastic removal.This is helpful to reduce the surface roughness and improve the surface quality.In order to explore the hydrodynamic pressure of polishing zone,this paper makes the assumption that the abrasive particles are uniformly distributed and the fluid pressure distribution is consistent with the density distribution of the abrasive fluid impacting on the workpiece per unit time.The impact pressure on the workpiece of the glass is expressed as:

where p is the impact pressure on the workpiece surface of polishing zone;p0is the fluid pressure at the inlet of the nozzle;ρwand ρaare the densities of water and abrasive slurry,respectively;vmis the incidence rate of the abrasive fluid;k is the fluid momentum conversion coefficient;e is the Euler number;ζ is a parameter related to the nozzle structure;dnand l are the fluid mixing tube diameter and length,respectively;and sdis the processing target distance.
According to fracture mechanics of the process of abrasive particles impact on the glass,this paper assumes the shape of abrasive particles is spherical and they won't be broken in the processing.The form of the single abrasive particle impact force is shown in Fig.2.
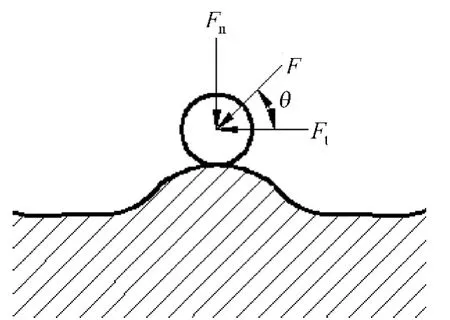
Fig.2 The schematic diagram of single abrasive particle impact on the workpiece
The abrasive fluid impacts the glass with an angle θ.The impact load F can be decomposed into normal load Fnalong the normal direction and tangential load Ftalong the tangential direction,which are calculated as follows[7]:

where dais the average diameter of abrasive particles and θ is the fluid beam impact angle.Therefore,the normal load is the abrasive fluid acting on the workpiece along the vertical direction Fn= Fsin θ,and the tangential load is the abrasive fluid acting on the workpiece along the shear direction Ft=Fcos θ.
In the process of abrasive fluid polishing of optical glass,the impact depth of the machining area is directly proportional to the normal load on the workpiece surface,and the workpiece surface quality is inversely proportional to the normal load.Under the action of the tangential load,with the impact depth increasing,the impact force is loaded on the surface followed by the performance of the friction extrusion,plow and shear cutting.In free fluid polishing,an abrasive particle impacts workpiece surface in a single-directional way in a short time.But in constrained abrasive fluid polishing,the abrasive fluid has been bounded by the wheel,and abrasive particles can repeatedly impact the workpiece in a multi-directional way.
3 Constrained Abrasive Fluid Polishing System
To take advantage of the collision of abrasive particles and achieve a finer workpiece surface integrity,a constrained abrasive fluid polishing system has been designed as shown in Fig.3.The bag type accumulator had been used to isolate the abrasive slurry from hydraulic oil,boost pressure and guarantee the processing reliability.During the polishing,the hydraulic oil is accelerated by the high-pressure pump and then the pressured oil presses out the abrasive slurry shooting toward the workpiece surface to finish a complete polishing.After polishing,the abrasive slurry flow back to the collector for recycling,which guarantees continuous polishing of the workpiece.
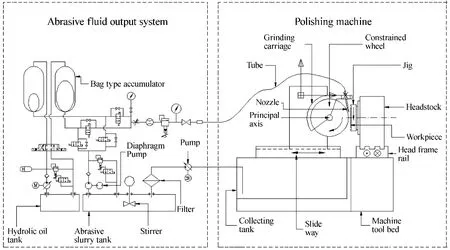
Fig.3 The constrained abrasive fluid polishing system
4 Polishing Test
To verify advantages of the constrained abrasive fluid polishing over the free abrasive fluid polishing,2 pieces of K9 optical glass samples in diameter of 150 mm were polished,respectively.The microscopic characteristics within the size of 4.685 mm ×3.514 mm of the K9 glass had been measured by Bruker NPFLEX 3D Metrology System before polishing,and the result is shown in Fig.4,the surface roughness Ra= 0.15 μm,the peak-valley PV= 1.23 μm,and the surface waviness Wa= 0.203 8 μm.To shorten the processing time,the width of 15 mm annular areas has been polished 100 min respectively by both of two methods.

Fig.4 K9 optical glass surface morphology before polishing
The alumina has been used as abrasive grains (particle size D90= 12 μm),the sodium hydroxide as pH regulator.And a ρθ polar axis scanning mode has been used in processing.The workpiece rotating speed is 8 r/min,and the worktable translational speed is 8 mm/min.
The parameters used in the free abrasive fluid polishing are as follows:the fluid incident pressure is 1 MPa,the incident angle is 30°,and the processing target distance is 15 mm.The K9 optical glass surface morphology after free abrasive fluid polishing is shown in Fig.5,and the surface roughness Ra=0.08 μm,the peak-valley PV= 1.03 μm,and the surface waviness Wa= 0.219 7 μm.
A polyurethane wheel has been used as the constrained wheel in the constrained abrasive fluid polishing,with a diameter of 350 mm and rotational speed of 1 671 r/min.The minimum machining clearance between the workpiece and the polyurethane wheel h0is 0.8 mm.The K9 optical glass surface morphology after constrained abrasive fluid polishing is shown in Fig.6,and the surface roughness Ra= 0.06 μm,the peak-valley PV= 0.63 μm,the surface waviness Wa= 0.003 6 μm.
Fig.5 K9 optical glass surface morphology after free abrasive fluid polishing

Fig.6 K9 optical glass surface morphology after constrained abrasive fluid polishing
The measurement results show that,under the same process conditions,the surface roughness value and peak-valley value of K9 optical glass polished by constrained abrasive fluid are smaller than those of free abrasive fluid polishing.It is mostly because that introducing a constrained wheel into abrasive fluid polishing makes it possible to let every one of abrasive particles collide with surfaces of the workpiece by several time instead of just one time.Compared with free abrasive fluid polishing,constrained abrasive fluid polishing can reduce the loss of energy.As a result,it gets higher efficiency and accuracy.In the micron scale gap between the constrained wheel and workpiece,abrasive particles impact the workpiece surface repeatedly in multiple directions.Meanwhile, constrained abrasive fluid discharging in a direction of the wheel width could form a grid removal,and it could homogenize,eliminate the surface waviness,and finally,obtain a smooth surface.
5 Conclusions
This paper puts forward a constrained abrasive fluid polishing technology to deal with the polishing of high-precision optical glass.Firstly,this paper,theoretically,presents a study of the cutting mechanism of this machining method.Secondly,this paper tells about the construction of the experimental device of abrasive fluid polishing.Finally,using this device,it performs a series of experiments on abrasive fluid polishing.In the constrained abrasive fluid polishing,the high-speed abrasive fluid is sprayed into the clearance between the constrained wheel and optical glass,and a high-energy velocity field has been formed under the centrifugal force of wheel and the hydrodynamic pressure.Abrasive particles can repeatedly impact the workpiece in a multi-directional way in the highenergy zone because an elastic scattering collision have taken place between the constrained wheel and the workpiece,in addition,this homogenizing processing can be helpful to remove surface materials and obtain a smoother surface.All the experimental results have proved that the constrained abrasive fluid polishing can effectively reduce the surface waviness and improve the quality of polished workpiece under the same process conditions.Further researches should be focused on:1)the coupling effect among the polishing parameters;2)the method of polishing quality controlling.
[1]Tian Y B,Zhong Z W,Lai S T,et al.Development of Fixed Abrasive Chemical Mechanical Polishing Process for Glass Disk Substrates [J].The International Journal of Advanced Manufacturing Technology,2013,68(5/6/7/8):993-1000.
[2]Walker D D,Beaucamp A T H,Brooks D,et al.New Results from the Precessions Polishing Process Scaled to Larger Sizes[C].Astronomical Telescopes and Instrumentation,International Society for Optics and Photonics,Glasgow,Scotland,2004:71-80.
[3]Schinhaerl M,Schneider F,Rascher R,et al.Relationship between Influence Function Accuracy and Polishing Quality in Magnetorheological Finishing [C].The 5th International Symposium on Advanced Optical Manufacturing and Testing Technologies,International Society for Optics and Photonics,Dalian,China,2010:76550Y-76550Y-10.
[4]Messelink W A C M,Waeger R,Wons T,et al.Prepolishing and Finishing of Optical Surfaces Using Fluid Jet Polishing[C].Optics & Photonics 2005,International Society for Optics and Photonics,San Diego,California,USA,2005:586908-586908-6.
[5]Mori Y,Yamauchi K,Endo K.Elastic Emission Machining[J].Precision Engineering,1987,(3):123-128.
[6]Li C.Study of Near Wall Area Micro-cutting Mechanism and Control Method for Softness Abrasive Flow Finishing [D].Hangzhou:Zhejiang University of Technology,2012.(in Chinese)
[7]Zhao Q L.Study on the Abrasive Flow Polishing Machine and Its Process Parameters [D].Chongqing:Chongqing University,2011.(in Chinese)
[8]Li Z Z.Study on Abrasive Fluid Polishing Technology [D].Changsha:National University of Defense Technology,2011:31-33.(in Chinese)
[9]Che C L.Study on the Abrasive Water Fluid Polishing Technology for Curse Surface of Hard-Brittle Materials[D].Jinan:Shandong University,2011:63-65.(in Chinese)
[10]Preston F W.The Theory and Design of Plate Glass Polishing Machines[J].Journal of Society of Glass Technology,1927,11(44):214-256.
杂志排行
Journal of Donghua University(English Edition)的其它文章
- Group Performance Evaluation in Universities with Entropy Method
- Synthesis and Application of Polyurethane Modified Organic Silicone Wet Rubbing Fastness Improver
- Inactivation of Giardia Intestinalis by Peroxone Process (H2 O2 /O3)and Its Disinfection Mechanisms
- Optical Measurements to Reveal Roles of Slightly Crosslinked Poly(dimethyldiallylammonium chloride)s in Fixing Anionic Dyes on Cotton Fabric
- Portfolio Choice under the Mean-Variance Model with Parameter Uncertainty
- Behavior of Benzene Decomposition by Using Pulse Modulated Power Supply