重介浅槽集中控制系统在西曲矿选煤厂的应用
2015-12-20许建宁岳兴华张玉石杨海凤
许建宁,岳兴华,张玉石,杨海凤
(沈阳科迪通达工程技术有限公司,辽宁 沈阳 110013)
重介浅槽集中控制系统在西曲矿选煤厂的应用
许建宁,岳兴华,张玉石,杨海凤
(沈阳科迪通达工程技术有限公司,辽宁 沈阳 110013)
介绍了西曲矿选煤厂重介浅槽排矸工艺流程,阐述了重介浅槽集中控制系统的设计方案与控制功能。生产运行数据表明,重介浅槽集中控制系统投运后,重介浅槽系统运行稳定可靠,效果良好,排矸效率达99.79%,可能偏差为0.046,介耗为0.59 kg/t。
重介浅槽集中控制系统;重介浅槽排矸工艺;控制功能;排矸效率
1 概述
山西西山煤电(集团)公司西曲矿选煤厂是一座设计能力为3.0 Mt/a的矿井型选煤厂,于1987年建成投产,原设计采用原煤螺旋分选、跳汰粗选、重介质旋流器精选、煤泥浮选联合工艺流程,主要产品为12级焦精煤。随着煤层赋存条件的变化,入选原煤煤质逐渐变差,原煤中矸石含量越来越大,但是原煤储运车间的筛分破碎工艺排矸效率低,对煤质变化适应性较差,导致矸石带煤损失严重,已无法满足正常的排矸要求。为适应煤矿生产的需要,通过市场调研,西曲矿选煤厂于2011年对原煤储运车间进行技术改造,新增了XZQ型重介浅槽分选机,用以完成排矸[1]任务,并通过建立集中控制系统,使生产和管理过程自动化程度大大提高,较好地满足了排矸生产需求。
2 重介浅槽排矸工艺流程[2]
新增的重介浅槽排矸工艺流程为:原煤采用φ260 mm固定筛分级后,>260 mm粒级进入矸石仓,<260 mm粒级物料经配煤刮板进入φ50 mm原煤分级筛;原煤分级筛筛下物进入原煤产品仓,筛上物进入重介浅槽分选机;浅槽分选机分选出的块精煤经脱介筛脱介后,再经破碎机破碎后入仓,分选出的矸石则经矸石筛脱介后运至矸石仓。考虑到原煤排矸的重要性,为了不影响矿井生产,重介浅槽分选系统按双系统设计,工作方式为一用一备。系统重介浅槽分选介质调节通过两台脱介筛后安装的分流箱进行,由安装在分流箱上的电动执行机构控制,通过集控系统的密度自动控制模块实时调节分流量,满足浅槽系统对重介密度的要求。
3 重介浅槽集中控制系统
3.1 设计要求
重介浅槽集中控制系统应实现系统内所有生产设备的集中监控,完成工艺系统的自动化控制。应具有生产设备顺煤流停车、逆煤流启车的顺序控制功能;所有设备运行状态的监视,压力、流量、液位、密度、电流、电压等仪表信号的检测,故障报警、生产设备急停,且能保证在浅槽分选故障停车情况下不积煤;具有数据采集与处理功能,上位机操作界面显示工艺流程、测量参数、控制设备状态及参数等,并可对一些参数进行累计、计算和统计;当参数越限报警、控制设备故障或状态变化时,在界面上能声光报警,且故障类型及部位在界面上有明确指示。此外,要求该系统采用开放式的国际标准TCP/IP以太网,可与选煤厂原集控系统无缝连接,为构建全厂生产信息管理网提供便利。
3.2 方案设计
3.2.1 自动化方案
根据重介浅槽分选工艺的要求,系统采用美国通用电气公司GE的90-30系列PLC控制系统作为自动化解决方案。原煤储运车间重介浅槽分选系统的各主要工艺参数均设置相应的在线监测仪表,采用美国GE PROFICY HMI/SCADA-iFIX工控组态软件配备先进、成熟的生产过程监控软件平台,采集分析所有的数据,指导控制级实时完成对系统工艺参数的控制和所有生产机电设备的顺序启停控制,同时在集控室操作站上实时显示对各参数的预处理,并上传给生产管理系统网,处理现场发生的各种问题。控制系统网络按三层网络结构设计,包括信息层(选煤厂管理级)、生产监控层(系统控制层)和设备层(现场设备I/O层)[3]。
(1)设备层。原煤重介浅槽系统生产工艺独立,PLC主机采用90-30系列CPU,并扩展一组I/O模块。CPU型号为IC693CPU374,该CPU采用无风扇设计,处理能力强,运行稳定,适用于对可靠性要求高的复杂控制对象。美国GE公司PLC有专门的PME(Proficy Machine Edition)7.0编程软件,可以高效设计、编写和调试PLC程序。PLC的数字量I/O模块与外界电气设备通过隔离继电器硬连接线,完成生产设备电气信号的反馈、启停命令的执行等功能;模拟量I/O模块与现场仪表通过信号隔离器实现仪表变送信号的抗干扰功能,仪表检测信号准确、稳定、可靠。对于变频器的选择,考虑到设备的实际功率和工作电流,采用ABB公司的ACS800工程型变频器。ACS800变频器的设计具有效率高、故障自诊断处理、直接转矩控制和电动机参数自识别等特点,可方便地进行有关参数、力矩特性、调速特性等设置,接受PLC控制信号从而完成控制任务。
(2)生产监控层。系统上位机采用美国DELL高性能工业计算机和GE公司开发的一流自动化监控组态软件iFIX V5.0[4]。 iFIX实时监控软件开发平台集控制技术、人-机界面技术、图形技术、数据库技术、网络技术于一身,包含动态显示、报警、趋势、控制策略、网络通信等组件,提供了一个友好的用户界面,能够在系统开发过程中不中断运行系统的正常运行,避免了切换期间停机所造成的各种问题。系统采用10 M/100 M自适应工业以太网环形网络结构,通过实时的I/O控制,控制器与上位机的数据传送,实现全系统的高效集成。
(3)信息层。采用国际标准通用的10 M/100 M以太网结构,用于数据采集和程序维护。通过企业生产管理信息系统,可完成各种数据信息的收集、处理、统计、分析和存储,再按照各级管理者的要求分别发送给他们,从而完成企业业务流程的全面实时控制和生产经营决策。
西曲矿选煤厂重介浅槽集中控制系统网络配置结构如图1所示。
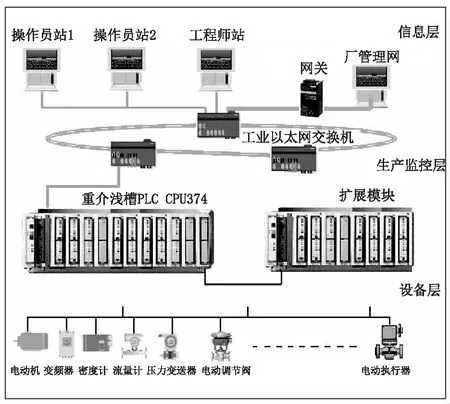
图1 重介浅槽集中控制系统网络配置结构图Fig.1 Internet configuration diagram of heavy medium vessels centralized control system
3.2.2 工业电视监控系统
结合西曲矿选煤厂原煤储运车间现场情况,工业电视监控系统包括监控中心、本地监控端和客户端。监控中心通过中心服务器来管理和配置系统内的监控主机。通过现场监控端采集视频信号、数据,及时上传到监控中心的视频工作站或客户端,并连接到大屏幕LED显示屏上显示。监控数据、图像可存储6个月以上,供事件查询与追溯。
3.2.3 瓦斯监控系统
在原煤储运车间内重要的地点安装传感器,将一些环境和生产参数上传到中心站和选煤厂管理网络工作站上,以便厂领导和调度员及时掌握安全生产情况,通过监控发现现场存在的安全隐患并及时处理,避免可能发生的重大事故。西曲矿选煤厂原有一套瓦斯监控系统,将本次改造新增的20个瓦斯传感器纳入原监控系统,安装、调试完成后即可投入正常使用。
3.3 主要监控参数
西曲矿选煤厂重介浅槽集中控制系统可对储运车间重介浅槽分选系统的重要技术参数实施全面监控。监控的主要技术参数如表1所示。

表1 重介浅槽集中控制系统监控的主要技术参数Table 1 Main technical parameters to be monitored in heavy medium vessel centralized control system
3.4 控制功能
(1)顺序控制功能[5]。西曲矿选煤厂重介浅槽分选工艺是双系统配置(一用一备),采用以各个环节检测执行为条件的顺序控制。集中控制系统的功能是完成所有生产设备顺序、延时、各设备之间联锁等一系列相互关联的操作,每一顺序中含有不同的操作步骤和控制要点。设备集中控制程序按西曲矿选煤厂工艺要求,并结合在其他选煤厂集控系统的成功经验编制而成,符合国标GB50359-2005《煤炭洗选工程设计规范》要求,并经功能、安全严格测试通过后投入使用。
(2)重介质密度控制功能。重介浅槽密度控制的主要目的是控制选后矸石中的带煤量,使洗后矸石中尽量不带煤。重介密度自动控制是一个以选后矸石不带煤的密度为设定值,密度实际检测值为反馈信号,通过调节合介与稀介之间分流量,辅助以调节合介桶的补水量来实现设定密度稳定的闭环自动调节系统[6]。
(3)液位控制功能[7]。合格介质桶、磁选尾矿桶设有高精度液位检测仪,在PLC控制程序中统一考虑密度和液位的自动控制。当重介质的密度达到要求时,合格介质桶液位的高低决定系统中是否需要补充磁铁矿粉。液位过高,合格重介质的密度肯定降低,应加大分流量进行浓缩,实现密度和液位的自动控制。生产中在每个班工作前检查合介桶的液位和密度情况,由于浅槽重介介耗低,一般一周左右时间加介一次即可。
(4)合介泵出口压力控制功能。合格介质泵出口管线上设有压力变送器,可实时检测合格介质流量的压力。通过调节合介泵的运转速度来实现重介浅槽分选过程中合格介质上升流、水平流流量的调节。由于合介泵采用变频调速技术,可以根据浅槽工作过程中精煤的溢流量来调节合介泵的转速,在满足重介浅槽分选系统正常生产前提下实现节能降耗的目的。
4 应用效果
西曲矿选煤厂重介浅槽集中控制系统于2013年1月投入使用以来,运行稳定可靠,应用效果良好,使重介浅槽分选系统实现了自动化控制,配套辅助设备实现了无人值守,减少了操作人员。由表2[8]所示的重介浅槽分选系统试验数据可知:重介浅槽集中控制系统投运后,浅槽重介排矸效率达99.79%,可能偏差Ep为0.046,介耗为0.59 kg/t。

表2 重介浅槽分选系统试验数据Table 2 Test results of heavy medium vessels separation system
5 结语
西曲矿选煤厂重介浅槽集中控制系统投用后,生产设备启动连续性、原煤矸石分选效率明显提高,减少了人为干预停车时间,25台生产设备在1 min时间内全部启动完成。分选密度、合介桶液位、磁选尾矿桶液位、合介泵出口压力调节精度高,且实现了全自动调节,大幅降低了岗位工的劳动强度,使生产和管理过程得到优化,实现了提质、扩产、减员、增效的目标。
[1] 李艳红,季晓明,秦国富.XZQ-1620重介浅槽分选机在华丰矿选煤厂的应用[J].选煤技术,2013(5).
[2] 邢成国,许建宁,李 宝. 煤矿井下重介浅槽排矸系统设计与应用[J].选煤技术,2011(5).
[3] 许建宁,张玉石,杨海凤.浅槽重介自动化系统在华丰矿选煤厂的应用 [J].选煤技术,2014(1).
[4] 柳二军 .GE PAC3i冗余控制系统在寨崖底选煤厂的应用[J].煤炭加工与综合利用,2012(6).
[5] GB/T 50359-2005 煤炭洗选工程设计规范[S].
[6] 汪海涛,孙 冰.冗余S7-400H和WinCC在选煤厂控制系统的应用[J].陕西煤炭,2010(2).
[7] 涂时亮,陈章龙,张友德.单片微机软件设计技术[M].重庆:科学技术文献出版社重庆分社,1988.
[8] 彭丽萍,樊晓敏.XZQ1636 重介浅槽分选机在西曲矿选煤厂的应用 [J].煤炭加工与综合利用,2013(5).
Application of heavy medium vessels centralized control system in Xiqu mine coal preparation plant
XU Jian-ning,YUE Xing-Hua,ZHANG Yu-shi,YANG Hai-feng
(Shenyang Kedi Tongda Engineering Technology Co.,Ltd.,Shenyang,Liaoning 110013,China)
Refuse removing technological flowsheet using heavy medium vessels is introduced,in addition,giving an explanation of design proposal of this equipment centralized control system and its application. The operation data shows that this system is reliable in operation,so that refuse removing rate is 99.79%,eacrt probable moyen of 0.046 and medium consumption of 0.59kg/t.
heavy medium vessels centralized system; refuse removing technology using heavy medium vessels; control system; refuse removing rate
1001-3571(2015)02-0077-04
TD948.9
A
2015-02-15
10.16447/j.cnki.cpt.2015.02.022
许建宁(1966—),男,辽宁省沈阳市人,高级工程师,工学硕士,从事选煤工艺自动化与选煤厂工程设计工作。
E-mail:xjn010203@sina.com Tel:024-24122256