一种椭圆形截面非织造用刺针的试作及应用
2015-12-19吴海波郭卫昂
吴海波,郭卫昂
(东华大学 纺织学院,上海 201620)
1 刺针对经纬纱的损伤
刺针是针刺机的重要器材,其上有弯柄、针杆;中间段、渐变段、针身、刺钩、针尖,针身为刺针的功能段。已有研究表明,生产衬有加筋层机织基布非织造材料,须考虑刺针对衬基布的损伤,且不同截面的刺针,均会造成衬基布经纬纱不同程度的损伤。不同结构刺针及其排列角度对机织基布经纬纱的损伤见图1,单棱钩刺针开钩刺棱与纤网喂入方向夹角为40°左右时,针刺后机织基布的经纬向强力约剩余50%。
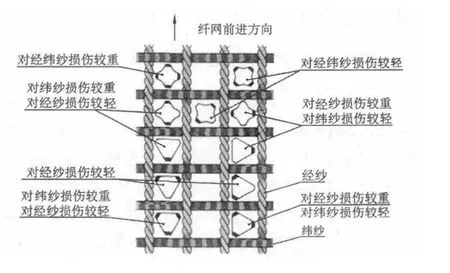
图1 不同结构刺针及其排列角度对机织基布经纬纱的损伤
目前,典型的刺针针身截面形状有圆形、三角形、正方形、菱形等(见图2),在一个或多个棱上开有刺钩。其中:图2a)为三角形截面,在各个方向上具有均匀良好的抗弯强度;b)为三叶形截面,有利于刺钩带更多的纤维;c)为十字星形截面,四个棱边均可开刺钩,利于提高冲带纤维的效率;d)为水滴形截面,单棱边开刺钩,常用于织造加筋层机织基布的造纸毛毯、过滤材料等,可减轻对机织基布的损伤[1]。
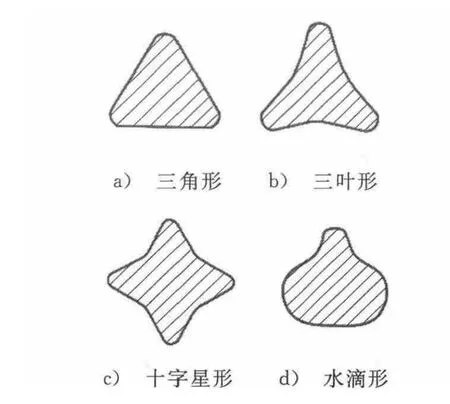
图2 刺针针身截面
常用的刺针类型为三角形截面,其3条棱边上通常开有2~3个冲带纤维的刺钩,在穿刺含加筋层的纤网时,将不可避免地导致1条或2条棱边上的刺钩钩住加筋层机织基布经、纬纱交织的纤维,当刺钩钩住纤维且处于高速运动时,极易造成这些纤维断裂,导致加筋层机织基布的强力下降。
笔者设计的椭圆形截面针身刺针,在插针时,需设定其刺针横截面的长径与纤网喂入(经纱)方向的夹角为40°~50°;针刺时,长径侧面可将加筋层的经纱、纬纱撑开,使刺钩不易接触到经纱或纬纱,从而大大减轻加筋层经、纬纱线的损伤,使最终制品中的加筋层的强力得到保持。该刺针解决了市场上常见三角形刺针的缺陷,且加工工艺简单、基布强力得到保持、产品使用寿命增长、节约成本。
2 非织造布用椭圆形截面针身刺针的设计
在针刺机上刺针直接与纤维接触,并将纤维柔性缠结,刺针的品质及其型号的选择,直接决定了针刺产品的品质[2]。生产针刺非织造材料时,刺针不可避免地造成纤维网纤维或者加筋层基布的损伤,特别是生产含加筋层机织基布的厚型非织造材料,如过滤材料、造纸毛毯等,就必须考虑刺针对基布的损伤。为了降低刺针对纤维或基布的损伤,设计了一种椭圆形截面针身的新型非织造材料用刺针,具体规格如下。
a) 长度为76.2mm~88.9mm,针尖、渐变段与弯柄的基本结构及参数与常规刺针相同,针身为椭圆形横截面,与针身成一体的两个横截面为等腰三角形的棱脊构成。棱脊线上各开有2~3个刺钩,针身长度为20mm~25mm。
b) 刺针针身椭圆形横截面的长径为0.65 mm~0.95mm,短径为0.32mm~0.50mm,棱脊位于针身的椭圆柱状针身的短径两侧,且棱脊的顶角棱边与针身的中心轴线平行,棱脊两个侧边的底部与椭圆柱状针身之间采用圆弧过渡相连,所述棱脊的高度为0.075mm~0.125mm,其棱脊的截面顶角为55°,弯柄中心线平行于针身椭圆柱状针身横截面的长径。结构示意见图3。
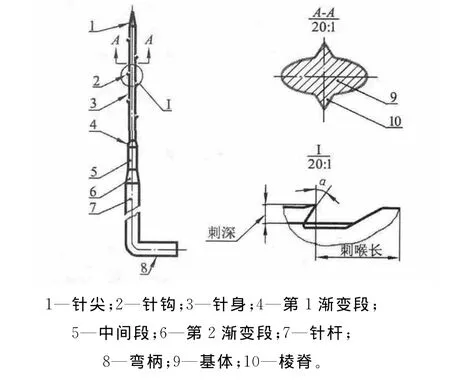
图3 椭圆形刺针的结构
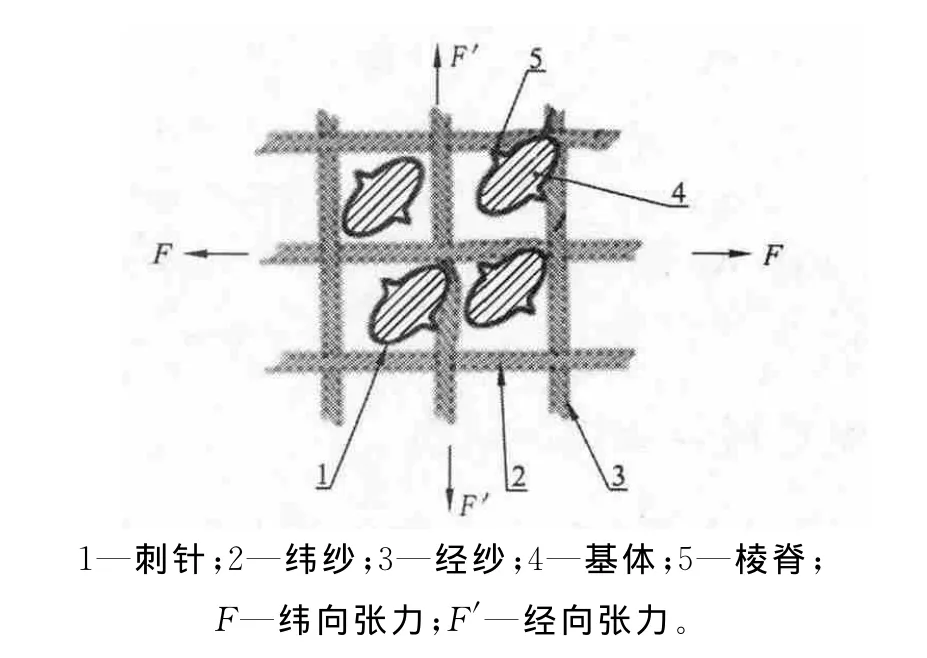
图4 椭圆形截面针身刺针的工作状态
刺针针刺的理论分析如图4所示,其左上部分表明:刺针上下穿刺厚型非织造材料的坯体时,其针身未接触加筋层的经纱和纬纱,因此不会损伤其强力;左下部分表明:刺针穿刺坯体时,针身未接触纬纱,仅接触经纱,并且针身的椭圆形柱状基体的长径侧面将张紧伸直的经纱撑开,避免了棱脊上的刺钩钩取经纱上的纤维,因此不会损伤其强力;右下部分表明:刺针穿刺坯体时,针身未接触经纱,仅接触了纬纱,且针身的椭圆形柱状基体将张紧伸直的纬纱撑开,避免了棱脊上的刺钩钩取纬纱上的纤维,因此不会损伤其强力;右上部分表明:刺针穿刺坯体时,针身既接触经纱,又接触纬纱,但针身的椭圆柱状基体的长径侧面同时将张紧伸直的经纱和纬纱撑开,避免了棱脊上的刺钩钩取经纱和纬纱上的纤维,因此不会损伤其强力。
3 试验部分
3.1 试验室试作
为了验证上述理论分析是否在实际运行中奏效,我们先在试验室针刺机上进行针刺试验。将该刺针与纤网喂入方向成40°~50°角插入针刺机针板,见图5。刺针型号为15×18×38×3M2020(由上海丰威织针制造有限公司提供)。
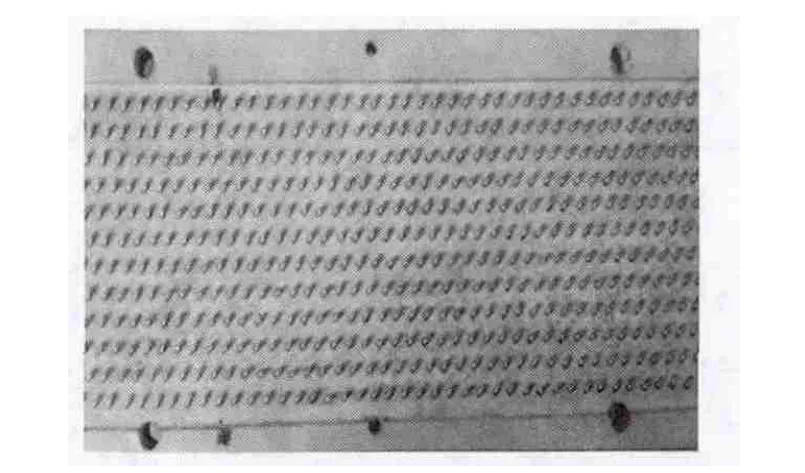
图5 椭圆形截面针身刺针的插针针板示意
3.1.1 试机运作前准备
a) PVA纤维网:PVA(6.98D×38.3mm)经过开松、梳理、铺网和预针刺后形成具有一定强力的纤维网,其克重为120.62g/m2。预针刺的针刺频率为436次/min,植针密度为3 000枚/m,纤维网输出速度为2.31m/min,经计算可得预刺PVA纤维网的针刺密度为37.9刺/cm2。
b) PTFE纤维基布:熔纺PTFE长丝,克重为160g/m2,厚度为0.316mm,经纱密度为76.5根/(10cm),纬纱密度为72根/(10cm)。经向强力为986.39N,伸长率为14.88%;纬向强力为972.83N,伸长率为24.5%。PTFE基布由上海灵氟隆膜技术有限公司提供。
c) 针刺机型号:WFC-100型,幅宽为1.20m,植针密度为1 716枚/m,下刺式,直线型刺针运动轨迹。

表1 针刺试验工艺参数
d) 实验工具与设备:剪刀,刻度尺,天平,记号笔,高温染样机等。
3.1.2 试验过程
将经过预针刺PVA纤维网平铺于PTFE基布的上下两侧,喂入上述针刺机,进行针刺试验。试验采用的针刺工艺参数:针刺频率为306次/min,针刺深度为11mm,针刺道数为正反4道,输出速度为1.11mm/min,换算成针刺密度为420刺/cm2,得到针刺滤料,放置到99℃高温染样机进行水浴加热,溶解PVA纤维,得到1号PTFE基布[3]。
为增强对比性,采用15×18×38×3R222,相同的工艺参数、流程,得到2号PTFE基布。分别测试PTFE基布、1号PTFE基布、2号PTFE基布的强力。
3.2 企业试机运作
为进一步验证刺针的实际生产效果,在企业进行了试机运作,插针方式同上。刺针型号仍为15×18×38×3M2020(由上海丰威织针制造有限公司提供)。
3.2.1 试机运作前准备
a) 汕头三辉无纺机械厂有限公司生产的SPN-250型针刺机,工作宽度为2 500mm,针刺动程为60mm,植针密度约为3 937枚/m(剥网板孔径为4.5mm,托网板孔加工成上直径4.5mm、下直径4.5mm的锥度孔)。针刺频率最大为1 000次/min,生产速度为1.5m/min~7.5m/min。
b) PET纤维网:PET(2.2D×52mm)纤维,经过开松、梳理、交叉铺网和预针刺后形成具有一定强力的纤维网,克重为208g/m2~211g/m2。
c) PET机织布:克重为85g/m2的涤纶机织布,PET基布由江苏东方滤袋有限公司提供。
3.2.2 试验过程
将经过预针刺PET纤维网母卷、PET机织基布母卷、PET纤维网母卷依次退卷,按“上—中—下”的方式叠合,喂入针刺机,进行针刺试验。试验采用针刺工艺参数见表1。经过正反2道针刺,每道针刺均保留试样以备检测,得到最终针刺滤料(克重约为500g/m2),测试各试样的强力,与常规针刺的产品对比,分析结果(企业使用普通三角形刺针)。
表1中针刺频率逐渐降低,针刺深度逐渐减少,这主要是由于在实验过程中发现当进行第2道针刺后,产品厚度已迅速下降,接近了产品的标准范围,故降低了针刺频率与针刺深度,4道针刺后产品质量符合企业的标准与要求。
4 结果与讨论
经(纬)向断裂强力保持率、滤料基材强力保持率的计算方法为:经(纬)向断裂强力保持率=(针刺后经(纬)向断裂强力/针刺前经(纬)向断裂强力)×100%;滤料基材强力保持率=(经向断裂强力保持率+纬向断裂强力保持率)/2,根据纺织行业标准FZ/T 60005—1991 测定[4],拉伸速度为100mm/min,夹持距离为200mm,试样宽度为50mm。
表2为试验室试机运作PTFE基布的强力测试结果。从测试结果看出,1号PTFE基布的强力明显高于2号PTFE基布的强力。经、纬向断裂强力保持率也高于2号PTFE基布的经纬断裂强力保持率。这一点验证了刺针设计的理论分析,符合最初设计的目的与要求。

表2 PTFE基布的强力测试结果
表3为企业试机针刺PET基布的强力测试结果。依次进行1、2、3、4道针刺时,纤维网中纤维与纤维、纤维与基布之间的缠结越来越牢固,经向强力增大,但是纬向强力依旧损伤较为严重,这必将成为刺针以后研究的重点。针刺2道时,经向强力最低值为1 271.5N,纬向强力最低值为445N,此时纤维、基布并未完全缠结,纤维网提供强力不够,强力大部分由PET基布提供,强力保持率为80.48%、60.71%;针刺3、4道后,经、纬向强力均有明显回升,纤维、基布之间缠结加剧,强力由充分缠结的纤维层与基布共同提供,因而出现较大回升,此时产品克重为460g/m2、厚度为2mm,已符合企业对产品的基本要求。常规针刺滤料的工艺经过5至7道正、倒交替,才能达到上述要求,由此可见,该刺针在一定程度上提高了工作效率,简化了工艺流程,节约了生产成本。
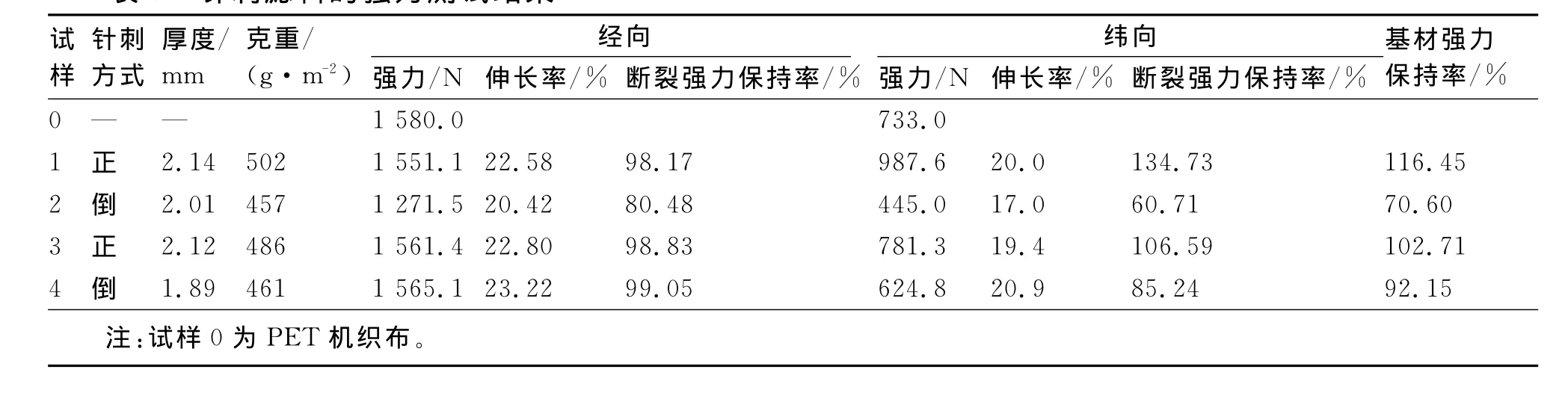
表3 针刺滤料的强力测试结果
5 结语
笔者设计的椭圆形横截面的非织造材料用刺针并进行试作分析:新型刺针针身的椭圆形横截面的长径与纤网喂入(经纱)方向的夹角为40°~50°时,长径侧面可将加筋层的经纱、纬纱撑开,使刺钩不易接触到经纱或纬纱,从而大大减轻加筋层经、纬纱线的损伤,使最终制品(含加筋层)强力保持率高。
新型刺针在针刺过程中对加筋层机织基布的损伤较低,强力保持率约为70%,优于常规刺针的针刺效果,但是,基布纬向的强力损伤依旧较为严重,成为以后刺针研究的重点。
[1]柯勤飞,靳向煜.非织造学[M].上海:东华大学出版社,2004:106-114.
[2]冯学本.针刺法非织造布工艺技术与质量控制[M].北京:中国纺织出版社,2008:189-214.
[3]陈明刚,李善义.100%PTFE针刺过滤材料的生产与应用实践[C]//2009中国过滤用纺织品创新发展论坛,2009:98-100.
[4]FZ/T 60005—1991,非织造布断裂强力及断裂伸长的测定[S].