等厚304L薄板全焊透激光焊单道搭接仿真分析
2015-12-18李海龙任旭升
李海龙,陈 晶,徐 成,徐 玄,任旭升,张 棋
(1.上海蓝滨石化设备有限责任公司,上海201518;2.中国核电工程有限公司 河北分公司,石家庄050021)
等厚304L薄板全焊透激光焊单道搭接仿真分析
李海龙1,陈 晶1,徐 成1,徐 玄2,任旭升1,张 棋1
(1.上海蓝滨石化设备有限责任公司,上海201518;2.中国核电工程有限公司 河北分公司,石家庄050021)
基于SYSWELD软件对厚度为1 mm 304L薄板进行了激光焊单道搭接仿真分析,研究了不同线能量对焊缝质量的影响,重点分析了焊缝纵向残余应力以及焊缝屈服强度。结果表明,焊缝屈服强度随焊接线能量增加而降低,且沿焊缝垂直方向屈服强度呈M状分布;通过采用屈服强度与纵向残余应力的差值表征焊道焊接质量优劣,发现焊道薄弱位置在焊缝靠夹具一侧的热影响区处;当焊接速度为3 m/min、线能量为45 J/mm时,焊接质量最优。
焊接;激光焊;搭接;线能量;SYSWELD软件
304L不锈钢作为奥氏体不锈钢的一种,具有耐蚀性好、塑性和韧性较高等优点,其薄板广泛应用于化工、机械仪表、航空航天、核工业等领域[1-2],因此不锈钢薄板制品的封装和焊接变得十分重要。传统的焊接方法难以保证薄板的焊接成型质量,而激光焊接具有传统焊接无法比拟的优点,能有效减少焊接缺陷,精确控制焊缝形式[3-4]。但是在运用到新结构时,首先需要考虑焊接参数对焊缝抗拉强度、疲劳强度和残余应力等的影响,因此笔者采用数值模拟方法研究了等厚304L薄板全焊透激光焊单道搭接焊接性能。
1 试验模型及材料参数
SYSWELD完全实现了金属冶金、机械和热传导的耦合计算,在焊接仿真方面具有明显优势,因此笔者基于SYSWELD软件对等厚304L不锈钢薄板激光焊单道搭接进行仿真分析。在SYSWELD软件中,充分考虑到了焊接过程中产生的热应变和相变应变,而两者产生的同时,必会引起塑性、弹性应力场等与之相关的变形[5]。这类弹塑性应变关系表示为[6]

式中:{dσ}—应力增量;
[Dep]—弹塑性刚度矩阵;
{dε}—应变增量;
[Cth]—热刚度矩阵;
[M]—温度形函数;
{ΔT}—温度变化量 。
在热弹塑性分析的基础上,需做以下假设[7]:①材料的屈服服从米塞斯(Von Mises)屈服准则;②塑性区的行为服从塑性流动准则和强化准则;③塑性应变、弹性应变和温度应变是不可分的;④与温度有关的应力应变和力学性能在微小的时间增量内线性变化。
因此,运用SYSWELD进行热弹塑性焊接有限元仿真时必须考虑材料特性与温度之间的关系,SYSWELD提供了扩展的材料库数据—相和温度相关参数,利用高度优化的数值计算焊接过程完成仿真分析。笔者采用SYSWELD软件自带304L不锈钢材料库,材料的化学成分及不同温度下性能参数见表1和表2。激光焊接前后均不需要热处理。

表1 材料的化学成分 %
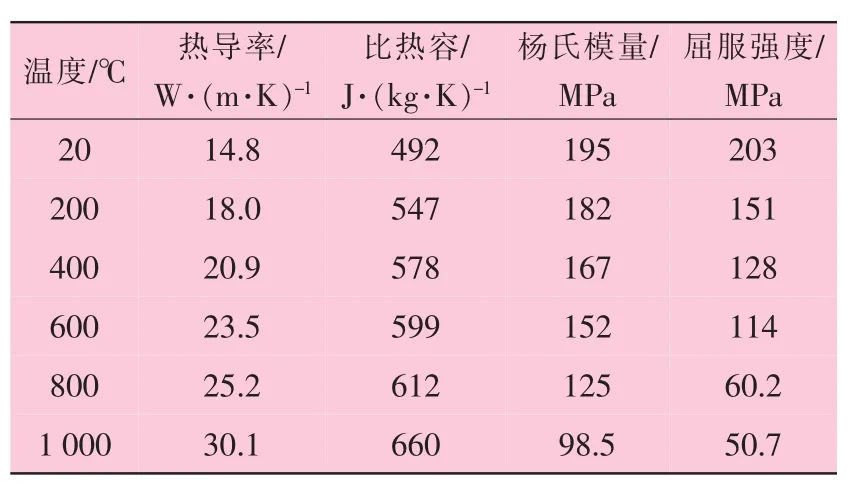
表2 不同温度下材料的性能参数
由于激光焊焊接过程中存在相变,相变会对温度场产生巨大影响,热焓法是处理相变潜热常用方法,热焓法求解区导热微分方程[8]为


式中:T—温度场分布函数,K;
ρ —材料密度, kg·m-3;
c(T)—材料比热容, J·(kg·K)-1;
t—时间, s;
λ—材料导热系数,W·(m·K)-1;
2 仿真试验验证
在进行焊接仿真前,基于SYSWELD软件计算304L搭接接头温度场、焊缝外观及焊接纵向残余余力,并结合理论验证计算方法的可靠性。仿真试验采用尺寸为50mm×20mm×1mm的搭接试样,模拟采用一种理想零组队间隙,组对尺寸如图1所示。焊接工艺为:焊接线能量40J/mm,焊接速度3 m/min。采用SYSWELD激光焊焊接过程中内置的热弹塑性模拟,采用高斯热源和锥形热源的复合模型[9]。通过前期研究发现,焊接过程中焊接热量主要对焊缝周围5 mm内母材产生影响。为保证焊接仿真精度及计算量,从焊缝边缘到焊缝区采用渐密的网格划分;为防止仿真应力场畸变,在过渡区均采用四边形过渡[10]。计算出沿焊缝焊接线纵向剖面温度场分布云图,如图2所示。
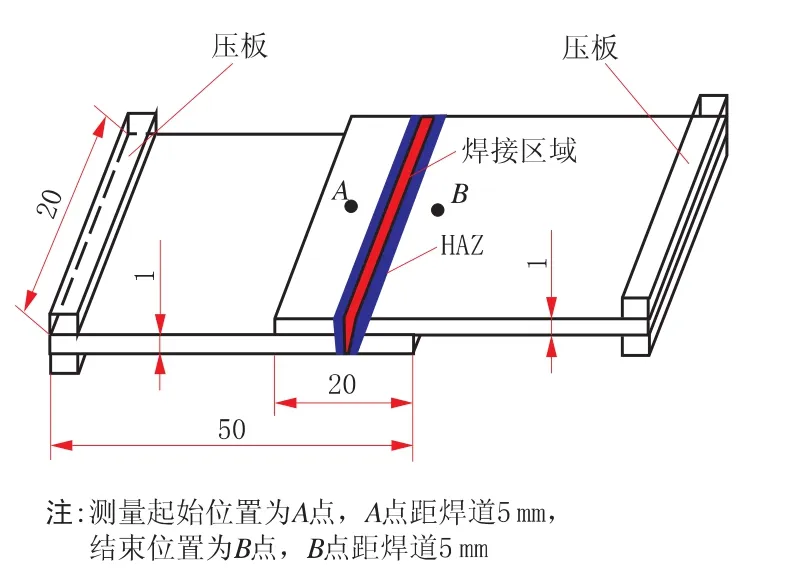
图1 组对尺寸图

图2 焊缝温度场分布云图
从熔池温度分布云图可以看出:温度分布呈勺状,勺尾在熔池尾部,这与席明哲等[11]的研究结果相一致,最高温度在焊缝正表面,为2100℃,且最高温度点滞后焊接点0.2 mm。焊缝正面表面纵向残余应力和屈服强度与距焊缝距离的关系如图3所示。从图3可以看出,在焊缝位置存在拉应力,远离焊缝位置为压应力,呈典型残余应力分布曲线[12],计算纵向残余应力分布规律与焊接理论相一致,且由于焊缝A点侧搭接位置没有约束,而另外一侧尾部固定,因此焊后A点侧残余应力比焊缝另外一侧低,从模拟结果数据可以看出,大约低3%。
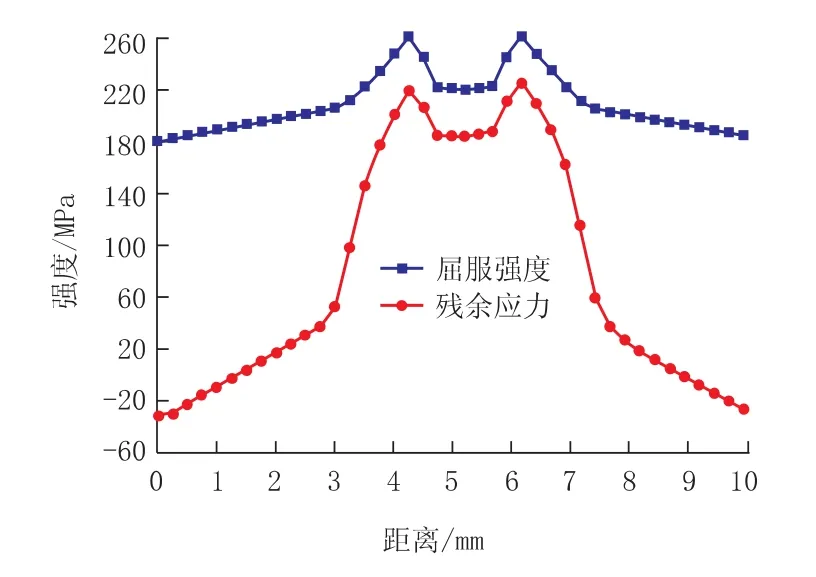
图3 焊缝正面表面纵向残余应力和屈服强度与距焊缝距离的关系曲线
综上分析可知,采用SYSWELD软件计算焊接残余应力分布、预测焊缝薄弱位置及不同焊接线能量对焊缝质量的影响是可行的。
3 数值模拟及分析
焊缝焊接质量可靠性可以通过计算焊缝屈服强度与焊接纵向残余应力绝对值的差值表征,差值越大焊接质量越好,反之越差。通过前期试验发现,该焊接方式为保证焊缝全焊透,采用焊接速度为3 m/min时具有最佳焊接效果,因此笔者主要研究焊接速度为3 m/min时,不同焊接线能量对焊接质量的影响。
图4为不同线能量时,距离焊缝中心不同位置焊缝正面和背面表面的屈服强度。焊缝屈服强度在焊缝热影响区最大,30 J/min时最大值为275 MPa,比母材屈服强度增加了53%,同时在研究范围内随着线能量的增加,焊缝屈服强度越低。从图4还可知,焊缝宽度与线能量成正比。图5为焊缝正面及背面屈服强度与残余应力绝对值的差值的对比曲线。
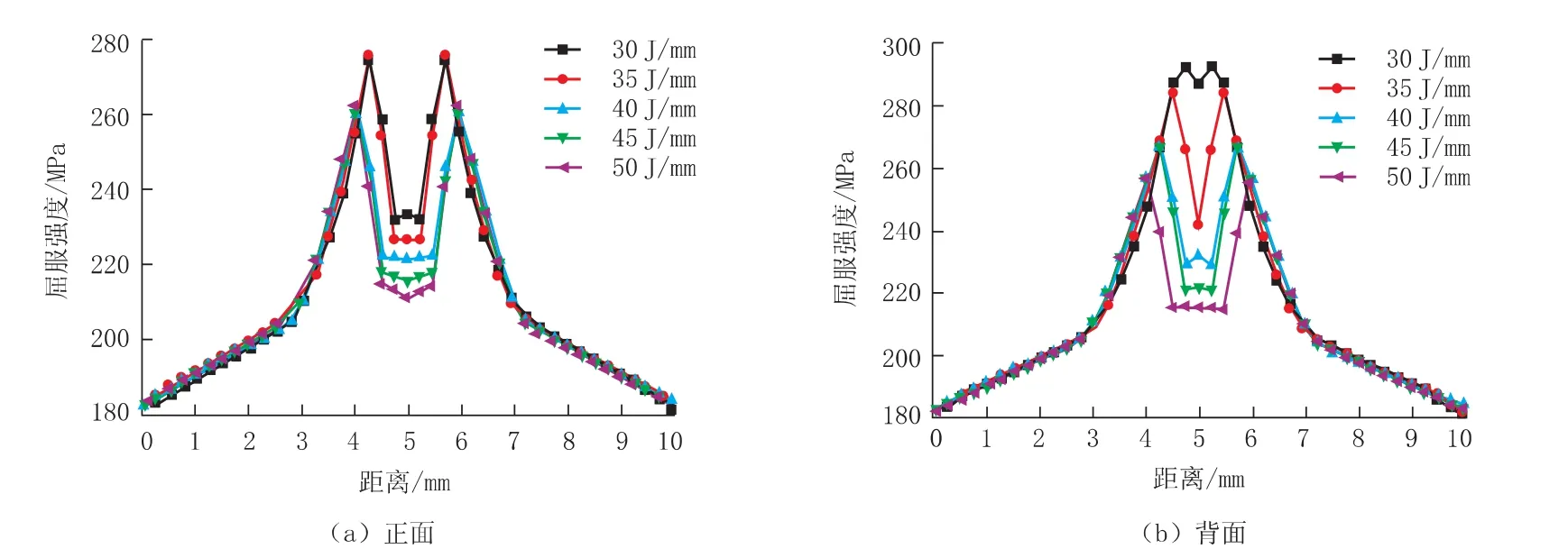
图4 不同线能量时焊缝正面和背面的屈服强度对比曲线
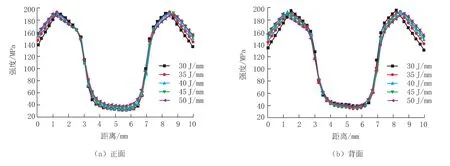
图5 不同线能量时焊缝正面和背面屈服强度与残余应力绝对值的差值对比曲线
从图5可以看出,焊缝最薄弱位置出现在靠夹具侧热影响区附近,这是因为靠夹具侧焊接过程中自由度比另外一侧低,势必造成焊后残余应力偏高。而从图4明显可见,焊缝屈服曲线在焊缝两侧呈对称分布,在距离4~5 mm处屈服强度呈下降趋势。从图5可见,线能量增大,焊缝正面安全性高,这是因为线能量大,金属蒸汽逸出熔池正面越强烈,对熔池正面搅拌作用越明显,从而降低正面残余应力[13]。因此,综合考虑焊缝正面和背面焊接质量,线能量为45 J/mm时最好。这是因为激光焊焊接过程中产生小孔效应,在焊缝底部汽化时压迫焊缝底部,从而使焊缝加深,因此线能量低时,焊缝背面焊透少,底部金属汽化时,内应力不易释放,从而残余应力大;线能量过大,根部穿透严重,使整个焊道下凹,从而降低焊缝质量。
4 结 论
(1)焊缝表面屈服强度呈M状分布,在热影响区附近值最大;
(2)焊缝最薄弱位置在靠近夹具侧热影响区附近;
(3)在研究条件范围内,通过采用屈服强度与纵向残余应力的差值表征焊道优劣的方式发现,焊接速度为3 m/min时,采用45 J/mm线能量,焊接质量最好。
[1]梁潞华.304、304L、316、316L在化工容器上的应用[J].化学工程与装备, 2009(2):54-62.
[2] ZUOTC, CHENH.Greenmanufacturein21century-laser manufacturing technology and application[J].Journal of Mechanical Engieering, 2009, 45(10): 116-110.
[3] PADMANABAN G, BALASUBRAMANIAN V.Optimization of laser beam welding process parameters to attain maximum tensile strength in AZ31B magnesium alloy[J].Optics&Laser Technology, 2010, 42(8): 1253-1260.
[4] MARCEL B, VJACESLAV A, ANDREY GU, et al.Experimental and numerical investigation of an electromagnetic weld pool support system for high power laser beam welding of austenitic stainless steel[J].Journal of Materials Processing Technology, 2014, 214(3): 578-591.
[5] YANG J G, JI S D, FANG H Y.Theoretical study and numerical simulation of the stress fields of the Al2O3joints brazed with composite filler materials[J].China Welding, 2006, 15(3): 74-78.
[6]徐芝纶.弹性力学[M].北京:高等教育出版,1990.
[7]崔瑞杰.中梁焊接变形数值仿真与焊接疲劳数据库开发[D].大连:大连交通大学,2009.
[8]王春侠,汪苏,白小梅.基于SYSWELD平台激光实时焊接过程数值仿真[J].焊接, 2005(12):14-18.
[9]拉达伊.焊接热效应[M].北京:机械工业出版社,1997.
[10]陈文平.组合网格法及其在焊接数值模拟中的应用[D].福建:福建师范大学,2009.
[11]席明哲,虞钢.连续移动三维瞬态激光熔池温度场数值模拟[J].中国激光, 2004, 31(12): 1527-1531.
[12]徐紫薇,陈鹏,徐浩,等.基于SYSWELD中载荷约束对高速列车车体焊缝残余应力的影响[J].电焊机, 2013, 13(7): 17-20.
[13]庞盛永.激光熔深焊激光小孔和运动熔池行为及相关机理研究[D].武汉:华中科技大学,2011:34-45.
Study of a single pass in full penetration laser lap welding of 1 mm thickness 304L
LI Hailong1,CHEN Jing1,XU Cheng1,XU Xuan2,REN Xusheng1,ZHANG Qi1
(1.Shanghai Lanbin Petrochemical Equipment Co.,Ltd.,Shanghai 201518,China;2.China Nuclear Engineering Co.,Ltd.,Hebei Branch,Shijiazhuang 050021,Hebei,China)
A single pass in full penetration laser lap welding of 1 mm thickness 304L was analyzed based on SYSWELD software.The influence of the different linear energy on weld quality was studied.Mainly focus on the longitudinal residual stress and yield strength.The results showed that the yield strength of weld decrease with linear energy increasing.The yield strength that on the vertical direction of weld presents a mode of M distribution.The weakest position which characterized by the difference between the residual force and the longitudinal stress is located on the HAZ which is close to clamp side.When the welding speed is 3 m/min,the heat input is 45 J/mm,the best welding quality can be obtained.
welding;laser welding;lapping;linear energy;SYSWELD software
TG456.7
A
1001-3938(2015)12-0051-04
李海龙(1987—),男,硕士研究生,主要从事压力容器焊接研究工作。
2015-08-25
李红丽
