螺旋预精焊机组钢管切断装置的改进与应用
2015-12-18刘成坤
刘成坤,陈 铭
(宝鸡钢管克拉玛依有限公司,新疆 克拉玛依834000)
螺旋预精焊机组钢管切断装置的改进与应用
刘成坤,陈 铭
(宝鸡钢管克拉玛依有限公司,新疆 克拉玛依834000)
针对螺旋缝预精焊管生产线预焊机组高速成型的工艺特点,为满足预焊高速出管时厚壁钢管切断要求,保证预焊机组连续生产,对切断装置进行了改进,新增差速切割机构,采用等离子双枪切割工艺。改进后的切断装置使用效果良好、运行稳定,完全满足预焊高速出管的钢管切断要求。
钢管;螺旋埋弧焊管;预精焊机组;切断装置;双枪切割
0 前 言
随着螺旋埋弧焊管预精焊工艺技术在我国的快速发展和工业化广泛应用,该技术日趋成熟。该技术能够进一步提高生产效率和产品质量,特别是在厚壁、中大直径钢管生产中优势明显。预精焊工艺特点之一是预焊机组出管速度快(成型预焊速度可达8 m/min),因此原切断装置已不能完全满足预焊机组高速连续生产的切管要求,在厚壁钢管生产时矛盾凸显。为避免由此导致的预焊机组非正常停车,对切断装置进行改进十分必要。
1 原钢管切断装置
1.1 原钢管装置结构
原钢管切断装置普遍被应用于一步法工艺螺旋焊管机组,完全能满足较低出管速度(焊速1~2 m/min)的钢管切断要求,其结构如图1所示。装置主要由小车轨道、切割车车体、跟踪顶轮(电液推杆)、升降机构以及割枪夹持架等组成。
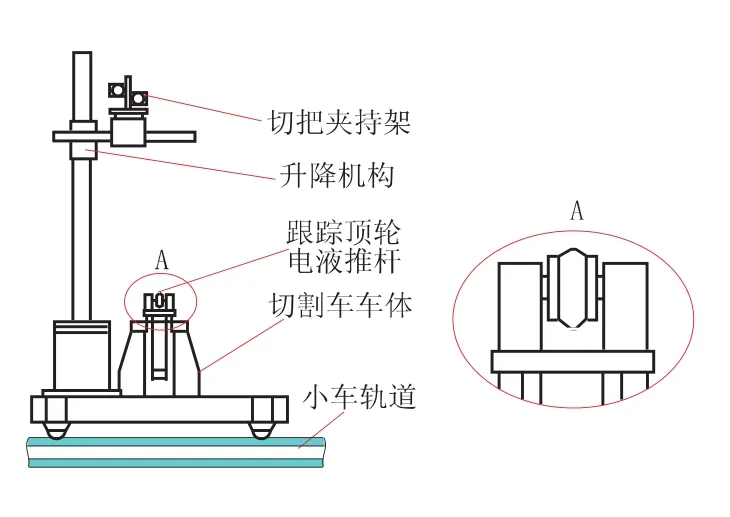
图1 原切断装置结构示意图
1.2 工作原理
根据钢管规格调整割枪夹持架位置并紧固,等离子割枪在夹持架上调整定位,保证割枪处于合适的切割击穿点位置。主机出管达到定尺长度时,开启电液推杆顶起跟踪顶轮,待切割小车与钢管随动同步运行平稳后,启动等离子切割,待钢管完全切断后(切割小车行走一个钢管螺距长度),关闭等离子切割,放下跟踪顶轮与钢管脱开,人工推动切割小车至初始位置,等待下根钢管切断。
1.3 存在的问题及解决思路
1.3.1 切割速度难以满足需要
高预焊速度要求切割速度快,原有钢管切断装置难以满足高速切割要求。根据螺旋焊管生产的工艺特点,可以推算出切割速度的关系如式(1)所示。

从式(1)可以看出,成型角越大,焊速越快,要求切割速度越快,对切割机的能力要求越高。
宝鸡钢管克拉玛依有限公司在生产厚壁、大直径钢管时,通常采用性价比高、切割能力强的美国海宝HPR400等离子切割机,主要技术参数见表1。
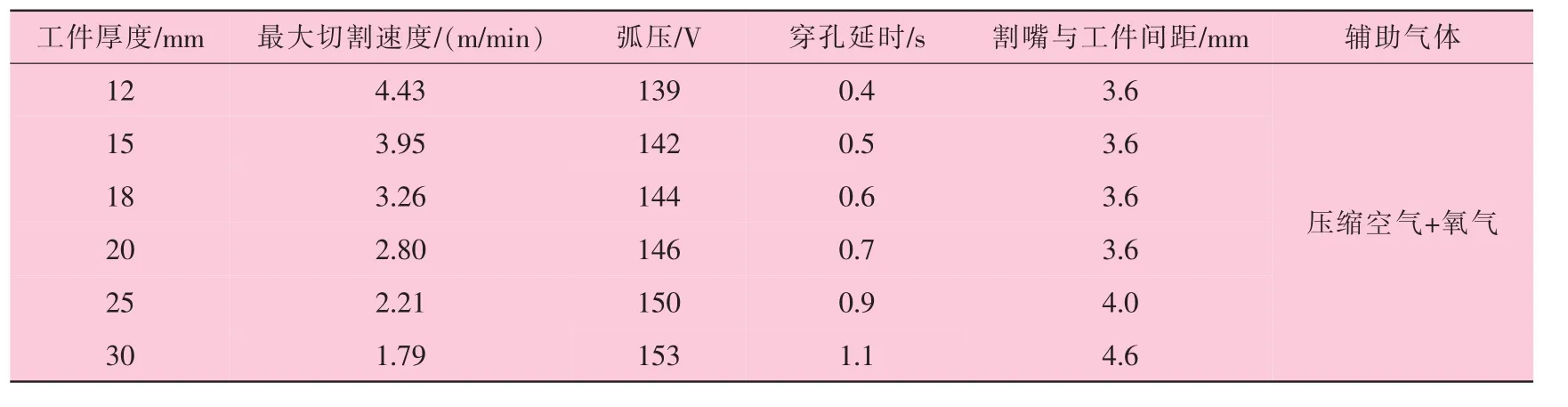
表1 HPR400等离子切割机主要技术参数
以采用预精焊工艺生产φ1 219mm×18.4 mm钢管为例,板宽1 545 mm,成型角65.8°,预焊速度4.5 m/min,则其要求的钢管切割速度为因此, 生产该规格钢管所需的切割速度为4.1 m/min。
通过表1可以看出,等离子切割机能力不能满足生产φ1 219 mm×18.4 mm钢管高速出管的切断要求,如选用更大能力的等离子切割机,投资将会大大增加,经济性较差。
为解决该问题,可将切割枪随钢管同方向旋转,且切割枪旋转速度低于钢管旋转速度进行切割。此时二者的线速度差值即为切割速度(差速切断)。
1.3.2 原有成型桥长度不足
采用上述差速切割方式后,由于钢管切断时的有效行程变长,因此需要增加成型大桥长度。
一步法工艺螺旋焊管机组采用图1所示切割装置。小车行程在一个钢管螺距长度完成切断,预精焊工艺采用差速切割方式,小车行程将大于一个钢管螺距长度才能完成切断。这对于后摆式成型机组在工艺设计时,成型大桥总长度增加,必然加大车间跨度、增加建设成本。
解决该问题可采用双枪或多枪同时切割方式,但考虑为保证各切割击穿点处于钢管同一圆周截面上不错位,切割枪初始位置的调整对位难度等因素,采用双枪切割方式更具可操作性和实用性。
2 切断装置的改进
针对原装置在高速预焊生产时钢管切断存在的问题,依据上述的改进思路,对切断装置进行改进设计。
2.1 改进措施及改进后的优点
改进措施主要包括新增差速切割机构,采用双枪切割工艺,切割车移动采用直线导轨、电动复位,差速机构升降采用涡轮蜗杆机构、直线导轨导向等。具体措施及改进后的优点见表2。
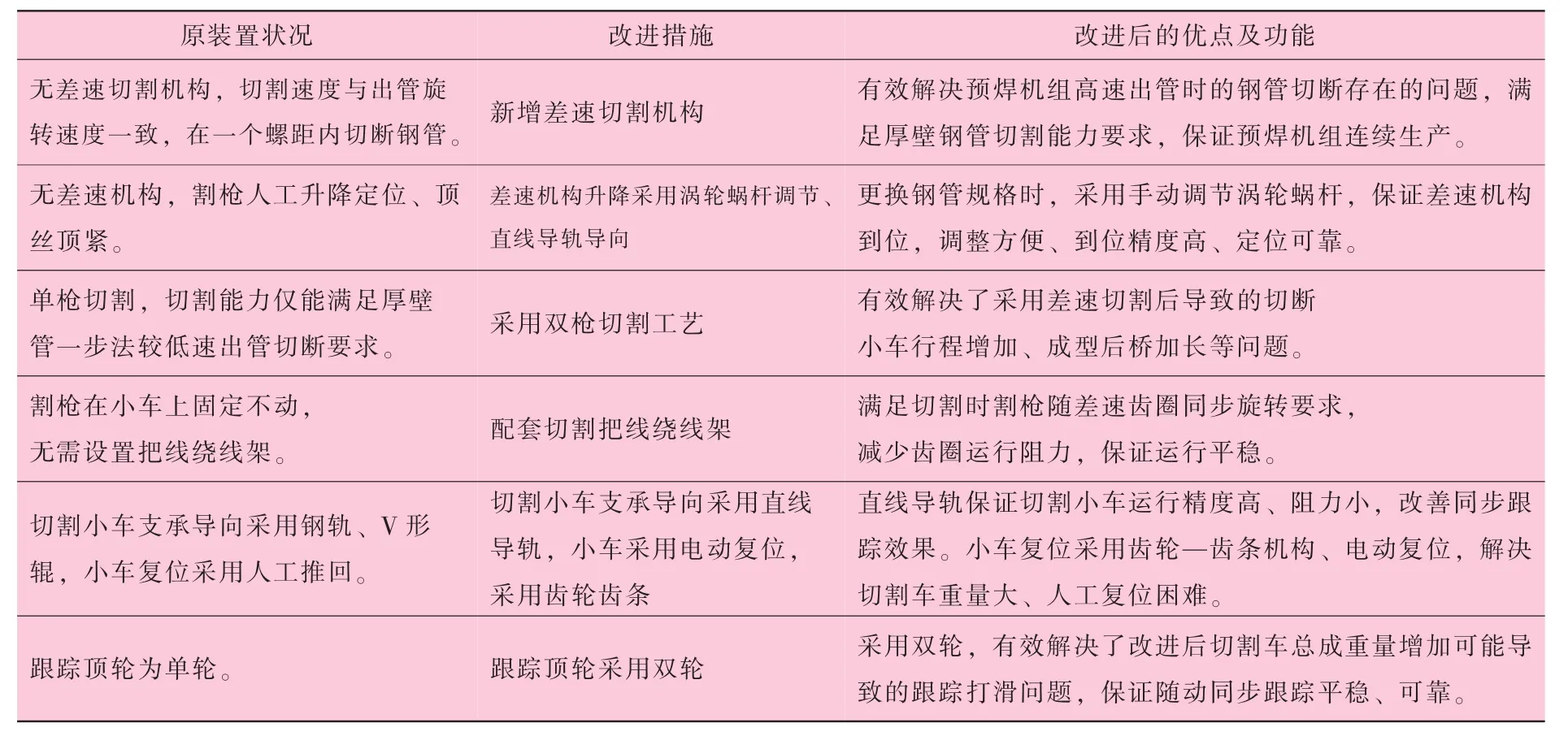
表2 改进措施及改进后的优点
2.2 改进后切割装置结构
改进后装置结构如图2所示,主要由小车直线导轨、跟踪顶轮装置、割枪夹持架、绕线架、差速机构直线导轨、差速机构升降装置、切割车车体、小车复位驱动装置、差速机构驱动电机(转速无级可调)、差速齿圈以及齿圈支承导向轮等构成。
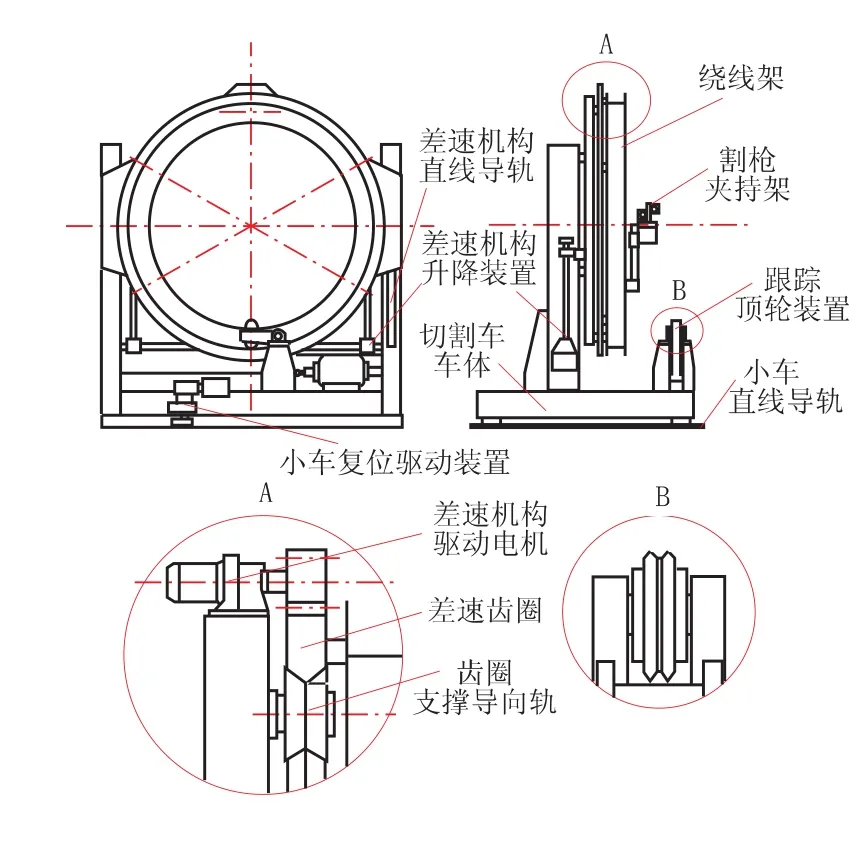
图2 改进后的切断装置结构示意图
2.3 改进后装置工作原理
双枪差速切割方式工作原理及步骤:①根据钢管直径,手动调节差速机构升降装置,差速机构处于合适工艺位置;②调整两把切割枪位置,并在割枪夹持架上固定,两把割枪各完成大致半个钢管圆周的切割量;③主机出管达到定尺长度时,开启电液推杆顶起跟踪顶轮装置,切割小车与钢管同步随动运行平稳后,开启差速机构驱动电机,驱动差速齿圈与出管旋转方向同向转动(差速齿圈、割枪夹持架及切割枪、绕线架为一体,同时旋转),启动等离子切割;④待钢管完全切断后,关闭等离子切割,开启差速机构驱动电机反向旋转使切割枪复位,放下跟踪顶轮与钢管脱开,开启小车复位驱动装置,小车复位。最后电动脱开小车复位驱动装置的齿轮、齿条啮合,等待下根钢管切断。
该装置还可根据生产钢管的壁厚、焊接(递送)速度、螺距长短等实际情况,灵活选择单枪同步切割、单枪差速切割、双枪同步切割方式,工作原理与双枪差速切割方式的区别如下:①单枪同步切割时,差速机构停用,一把切割枪工作;②单枪差速切割时,差速机构启用,一把切割枪工作;③双枪同步切割时,差速机构停用,两把切割枪工作。
3 实际应用情况及未来改进方向
钢管切断装置改进后,实际应用在两步法生产X80钢φ1 219mm×18.4 mm规格钢管中。使用期间装置运行平稳、可靠,切割质量稳定,使用效果良好,满足厚壁、预焊高速出管的钢管切断要求,为预焊机组高速、连续生产奠定了基础。
根据实际生产使用情况,提出未来改进方向:①在采用双枪切割时,优化两把切割枪初始位置的快速、精准调整定位方法,使两个切割击穿点处于钢管同一圆周截面上,尽可能不产生错位;②在采用差速切割时,优化安装布置切割把线,进一步减小把线对绕线架的阻力,使差速机构旋转阻力更小、运行更加平稳。
[1]毕宗岳.管线钢管焊接技术[M].北京:石油工业出版社,2013.
[2]辛希贤,徐学利,高惠临,等.管线钢的焊接[M].西安:陕西科学技术出版社,1997.
[3]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,2011.
[4]美国金属学会.金属手册[M].北京:机械工业出版社,1984.
[5]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.
[6]兰兴昌,张海军,于百勤,等.大口径直缝埋弧焊管成型技术的进步[J].钢管, 2006, 35(01): 26-31.
[7]毕宗岳,刘海璋,牛辉.西气东输二线用X80管材及其焊接工艺[J].焊接,2001(11):47-51.
[8]顾纪清,阳代军.管道焊接技术[M].北京:化学工业出版社,2005.
[9]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[10]机械工程师手册编委会.机械工程师手册[M].北京:机械工业出版社,2007.
Improvement and Application of Steel Pipe Cutting Device for the Spiral Two-step Welding Unit
LIU Chengkun,CHEN Ming
(Karamay Steel Pipe Co.,Ltd.of BSG Group,Karamay 834000,Xinjiang,China)
According to the high-speed forming process characteristics of the pre-welding unit of spiral two-step welding production line,in order to meet cutting demands for heavy wall thickness steel pipe,and ensure pre-welding unit production continuously,the improvement design for cutting device was carried out.It added a new differential-speed cutting mechanism and adopted plasma double-torch cutting process.The improved cutting device is with good application result,stable operation,which can fully meet requirements of cutting steel pipe.
steel pipe;SAWH pipe;two-step welding units;cutting device;double-torch cutting
TG82
B
1001-3938(2015)05-0043-03
刘成坤(1968—),男,高级工程师,主要从事螺旋焊管制造工艺、装备技术及质量管理工作。
2015-01-09
张 歌
