宁河斜拉桥钢塔制造的质量控制
2015-12-17郭官洪
郭官洪
(天津市华盾工程监理咨询有限公司, 天津 300070)
宁河斜拉桥钢塔制造的质量控制
郭官洪
(天津市华盾工程监理咨询有限公司, 天津 300070)
根据斜拉桥钢塔节段的特点,对各板单元加工制定不同的质保措施,单元组焊和整体组焊也采取相应的控制措施,保证了钢塔节段的加工质量。
主塔;钢结构;单元;焊接;质量控制
0 引 言
天津宁河斜拉桥桥塔全高 91.5 m,主塔由钢塔和混凝土塔两部分组成。钢塔和混凝土塔之间采用钢混结合段过度。钢塔柱为直线型,由钢混结合段(高 8 m)、钢塔段(高 37 m)、塔冠段(高 12 m)组成。塔柱采用单箱双室矩形截面,三道腹板厚均为 35 mm,塔壁内布置有加劲肋。钢塔重约 707 t,主要材质为 Q345qD。依据工地架设吊装能力及运输体积限制将钢塔分为 22 个节段,节段最大外形尺寸约为 3 200 mm × 4 500 mm ×7 000 mm,最重节段约 48 t(见图 1)。

图1 钢塔标准节段图
根据钢塔结构特点将节段分化为几个单元,分别为钢塔壁板单元、腹板单元、横隔板单元、钢塔锚头单元。每节钢塔内狭窄的空间,各种不同角度、板厚,各式椭圆的组合,施工难度相当大,加工过程中严格的质量控制是非常重要的。
1 施工准备
(1)施工图转化以设计院所提供的设计图为依据,通过三维立体放样找出各关键控制点,由专项绘图及复核人员独立完成立体施工图的绘制,保证了施工图转化的准确性。
(2)为了指导和控制各类杆件制造的全过程,控制施工质量,并使钢塔节段制造和验收有可靠的依据,根据 JTG/TF 50—2011《公路桥涵施工技术规范》编制了各种工艺文件。
(3)钢塔制造焊接工艺评定试验共 32 组:对接焊缝 13组,全熔透角焊缝 4 组,坡口部分熔透角焊缝 10 组,合 T 形接头角焊缝 3 组,圆柱头焊钉焊接工艺评定试验 2 组。
(4)焊接试板按照评定标准进行检验,力学性能、金相断面、化学成分等检验项目全部合格。试验结束后,编制了焊接工艺评定报告。根据焊接工艺评定试验结结果,编制了钢塔焊接工艺规程等焊接工艺文件,有效地控制杆件的焊接质量。
2 板材加工制作的质量控制
2.1 腹板、加劲腹板
(1)采用火焰精密切割,并用赶板机矫平。下料时要在明显位置打写锚箱号和零件号。
(2)划线时要保证对角线斜方尺寸并考虑焊接收缩量,宽度、长度方向预留二次切头量。根据施工图中数据,划线时以中轴线为基准,将承压板和承剪板定位线一并划出并用样冲标记。精确划出组装横纵基线、坡口线。划线后由专检人员检查核对。
(3)加工一头坡口,保证坡口精度。
2.2 塔侧壁板
(1)采用火焰精密切割,并用赶板机矫平。下料时要在明显位置打写节段号和零件号。
(2)精确划出组装基线、坡口线、过锚管椭圆孔中心线并将椭圆孔长轴线延长至钢板边缘用样冲做好标记。划线保证对角线斜方尺寸和外侧椭圆中心线的位置和斜度。加工坡口时严保坡口方向。划线后由专检人员检查核对。
(3)椭圆孔采用数控火焰精密切割。将钢板水平放置在切割台架上,仔细调整椭圆孔长轴中心线与横向走行线(小车轨道)平行,其误差值不得大于 1 mm,将割具风嘴倾斜一定角度完成椭圆孔的切割。保证倾斜方向符合图纸方向。
2.3 锚头单元承压板、承剪板
(1)采用数控火焰切割,用赶平机矫平,严格控制平面度。下料时要在明显位置打写节段号和零件号。承压板锚管过孔预留 10 mm 机加工量。承剪板划线加工三边坡口。划加工线时要将定位中心线一并划出并作样冲标记,边缘及坡口机加工一定要保证各部委尺寸准确,并特别注意坡口方向。
(2)精确划线组装钢衬垫,组装时预留机加工量 5 mm。钢衬垫在坡口侧采用连续焊接,在非坡口侧两端及中间三点采用定位焊。焊接钢衬垫时要采取必要措施,保证衬垫密贴。
2.4 锚垫板、锚头单元加劲板、塔壁板加劲板、钢塔隔板
(1)采用数控火焰切割,用赶平机矫平,严格控制平面度。下料时要在明显位置打写节段号和零件号。
(2)加工平面和索孔。
(3)加工三边坡口,保证坡口精度。
3 钢塔整体组焊的质量控制
3.1 腹板、加强腹板、侧壁板单元组焊
(1)根据施工图以基线为基准划板肋组装中心线,板肋组装并点焊定位。对于单面肋板单元尤其注意焊接变形影响,组对肋板时给予一定反变形量,板肋焊接时严格执行焊接工艺,焊接时根据要求进行预热并对称施焊。
(2)焊后修正焊接变形,确保平面度。以纵基线为基准划线焰切两边,确保边头垂直度。
3.2 锚头单元组焊
(1)承压板与承剪板组焊。承剪板与承压板组装时纵向按承剪板边线定位,横向使承剪板对应锚孔中心线与承压板锚孔中心对齐,同时保证承剪板平面与承压板平面垂直。为减少焊接变形,承剪板靠口端使用工艺板保证开口间距。对称焊接两侧承剪板与锚下承压板间坡口角焊缝,焊接过程中,每焊 3~5 道配合火焰修整,控制道间温度。预热采用电加热,严禁采用火焰加热。焊后去除工艺板并在平台上火焰修整,检测成形角度并探伤。
(2)加劲板组焊。根据索孔中心线划承剪板加劲肋组装线,组装加劲板并焊接。控制焊接变形,焊接 3~5 道进行修整,确保承压板平面度。
3.3 整体组焊
首先将腹板单元置于组装平台上,组装锚头块体单元。组装时使承剪板边缘与胎型挡角密贴,用平尺检测并调整使承压板外端面与腹板单元上的承压板外边线重合,承压板中线交于锚点中心标记上,控制误差。同时检查承剪板平面与腹板单元外边缘线的重合情况,偏差大时查找原因并纠正。组装、完成后点焊定位(见图 2)。
蔡元培不仅著文推动中国近代民族学研究,并且在1928年担任中央研究院院长后,在中研院社会科学研究所下分设法制学、经济学、社会学、民族学四个组,并亲自兼任民族学组的主任。这个民族学组,是我国近代史上第一个民族学研究组织[15]374。
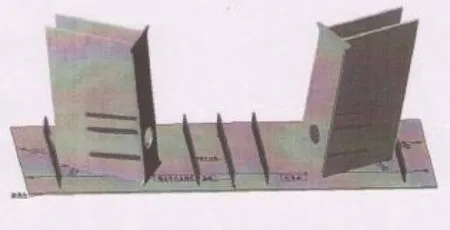
图2 整体组装图
根据施工图划横隔板组装中心线,用于组装横隔板。
组装加强腹板,用吊锤检查端面上的线是否在同一位置,保证两块腹板的相对位置准确,检查上下两块腹板中心线是否在同一铅垂面上,再次测量锚孔中心距。隔板单元及加强腹板单元定位点焊。
按照上面工序重复组装锚头单元。在经专检确认合格后完成腹板单元与锚头单元、隔板单元的焊缝焊接和探伤。为了减小腹板单元的焊接变形,焊接腹板、承压板与承剪板间熔透角焊缝时应注意预热,同一锚头单元的腹板、承压板与承剪板间角焊缝应对应交替施焊。焊接过程中,检查腹板单元的焊接变形,并配合火焰修整。
组装侧壁板单元。侧壁板单元基线与腹板单元基线对齐组对。焊接坡口角焊缝时,要采用边焊接边修整的方法,防止出现过大变形,最后组焊其余加劲肋及需组焊杆件。
经检验合格后根据锚点坐标要求对塔段进行二切及加工坡口。
4 变形控制
由于钢塔主要焊缝均为坡口焊缝,钢塔节段在制作过程中容易产生变形,而一经焊成整体刚度又很大。变形极难修整。尤其是扭曲变形,矫正十分棘手。对变形的控制,主要是对容易造成变形的环节主动采取措施,减小制作过程累计误差。
(1)单元件组焊修、箱体组焊修、附属件组焊修均在平台上进行,防止或减少热加工中因杆件自重影响而产生变形。
(2)通过确定合理的焊接方法,控制焊接顺序,减少扭曲变形。
(4)采取有效的措施保证钢塔节段在起吊、翻身、打调时平稳、安全,防止因吊运、翻转不当造成的永久变形。
5 箱体尺寸控制
5.1 半品控制
(1)采用先进的设备保证半品精度。
(2)使用精确的火焰及数控切割板件外形,并对重要板件进行机加工。
(3)严格的半品检查制度,对不合格品进行处理,必要时报废。
5.2 成品控制
(1)以隔板为内胎及增加工艺板来控制箱口尺寸。(2)采用组装、焊接、修整相结合的工艺原则。
(3)塔段在专用胎架上进行施焊,主焊缝采用平位焊接,严格执行工艺规定的焊接顺序,尽量采用对称施焊,以避免扭曲变形。
(4)在胎架上进行组焊。
(5)塔段组焊、修整、焊缝检测合格后,对非基准端进行端部二次切割。
(6)塔段一端预留工地焊接量,便于现场塔段焊接时对接微调,保证工地对接接口精准对位。
6 建立健全质量保证体系
6.1 技术文件编制及其控制
技术文件的编制需结合本桥特点、难点进行,对关键项点采取的工艺措施,建立在严谨、且反复论证的前提下。严格执行审批程序,用于指导生产过程。
6.2 技术交底与培训
技术人员分批分层次对管理人员和工序操作人员进行技术交底与培训,使操作人员明晰杆件结构、工艺过程、技术要求、重点项点及质量报验程序。对生产过程中发现的不规范操作者,进行再培训。再不规范则调离原岗位。
6.3 焊 工
对参加本桥焊接作业的焊工,进行资格预审,选择优秀的焊工持证上岗。
6.4 设备、工装的管理
开工前,对所用设备、组装平台进行全面检修,使设备保持完好状态,生产出合格产品。
6.5 原材料的进场控制
为了保证本桥所用原(辅)材的质量,对进厂的材料先进行外观和质保书的审核,在监理旁站的情况下,进行复验。经监理工程师签认后进料,投入使用。
6.6 检验的控制
严格执行“三检制”即:自检、互检、专检。对重要工序实行严格的定岗、定编、定人。坚持首制件检验、过程检验、停止点检验。严格落实质量责任制,使每一个过程都处于受控状态,以保证生产合格产品。
7 结 语
根据对钢塔节段的制造过程和制造质量分析,我们认为钢塔制造方案合理,工艺切实可行,所投入的设备先进、可靠;质量保证体系完善,质量控制程序覆盖了钢塔制造的全过程。每节段的外形尺寸、焊缝质量,经监理工程师及有关方检测均符合图纸和国家相关规范要求,为后序的工地吊装、斜拉索施工打下了良好的基础。
通信地址:天津市和平区同安道58号 天津市华盾工程监理咨询有限公司。
TU712
B
1007-4104(2015)06-0070-03
2015-05-12
