硫回收酸性水泵出口管道工艺优化
2015-12-17郭志强
郭志强
(兖矿贵州开阳化工有限公司,贵州 开阳 550306)
硫回收酸性水泵出口管道工艺优化
郭志强
(兖矿贵州开阳化工有限公司,贵州 开阳550306)

摘要:对硫回收酸性水泵出口至甲醇洗系统工艺优化,应用中证明优化后的工艺同样可以实现净化酸性气及回收微量甲醇的目的。
关键词:优化;酸性水泵;净化;回收
1基本情况介绍
贵州开阳化工有限公司是年产50万t合成氨生产装置,由中国天辰工程有限公司设计完成,我公司硫回收装置是采用荷兰荷丰超级克劳斯硫回收技术,副产硫磺2.1万t/a。
来自低温甲醇洗的酸性气经甲醇洗涤塔脱盐水洗涤除去少量甲醇后进燃烧炉燃烧,甲醇洗涤塔内的溶解了微量甲醇的酸性水通过酸性水泵P6001送往低温甲醇洗系统的甲醇水分离塔,达到回收甲醇的目的。原理虽如此,但前期试车过程中我们发现P6001无法将酸性水输送至上游回收甲醇,为调试硫回收系统,甲醇洗涤塔一度停用,即洗涤水停用,洗涤塔做通道用。上游来带有大量固体颗粒及少量甲醇的酸性气直接进入燃烧炉燃烧,既不经济又有可能对后系统克劳斯催化剂造成不良影响。
2原因分析
2.1 硫回收装置与低温甲醇洗装置落差大
因地理环境因素影响,我公司装置分三个阶梯布局:第一阶梯海拔1175~1178m,第二阶梯海拔1170m,第三阶梯海拔1158m。低温甲醇洗装置分布在第二阶梯,硫回收装置分布在第三阶梯;①单算平面落差:1170~1158=12m;②考虑到甲醇水分离塔酸性水进口高度18.55m;③总落差12+18.55=30.55m,相当于△p1=0.306MPa压差。
2.2 P6001出口管阻力△p2
从P6001出口至T3005入口管段为DN40,壁厚3.68mm,外径¢48.30mm不锈钢管,总长约250m,按设计流量4.6m3/h计算,根据πr2V=4.6m3/3600s计算,流速v=0.97m/s。根据经济流速下(≤4m/s)每100m压降经验值:0.15~1.5kg/cm2/100m估算,设:取最低值△p=0.15kg/cm/100m,在不考虑弯头、闸阀、止回阀当量长度阻力损失的情况下,单250m管长阻力降为0.375kg/cm,即约
△p2=0.375×0.098=0.037MPa。
2.3 甲醇水分离塔工作压力
酸性水泵来水打入甲醇水分离塔T3005,而T3005正常工作压力在0.27~0.29MPa,这样我们就找到了第三个主要阻力,即△p3=0.27~0.29MPa。
2.4 P6001扬程偏低
泵参数:扬程:35m,流量:5m3/h,电机功率:2.2kW,入口压力:0.14MPa,P6001单泵运行正常出口压力在0.5MPa左右。
2.5 结论
通过以上计算,我们可以判断:硫回收酸性水泵要实现将甲醇洗涤塔内的酸性水输送至T3005,需克服的总阻力△p总=△p1+△p2+△p3=0.613MPa,而酸性水泵出口压力0.5MPa显然小于总阻力△p总。如果:①加上P6001出口至T3005之间管道因所配置的近20个弯头、三道闸阀及两个止回阀所产生的当量长度阻力(约相当于39.6m管道阻力);②每100m压降经验值我们取1.55~15.5kPa(0.15~1.5kg/cm2)的中间值8.52kPa(0.825kg/cm2/100m),△p2值约为0.234MPa,总阻力△p总将达到0.81MPa。
如此我们就可以明确断定:按原设计无法实现用脱盐水洗涤酸性气并回收微量甲醇的目的,既不符合节能环保要求又将造成炭黑生成而破坏硫回收后系统的催化剂。
3优化工艺
我们将P6001出口酸性水管改向低温甲醇洗尾气洗涤塔T3006输送酸性水,然后又间接通过洗涤水泵P3008向甲醇水分离塔T3005输送并回收甲醇,最后达标排至污水系统。
3.1 简图如图1
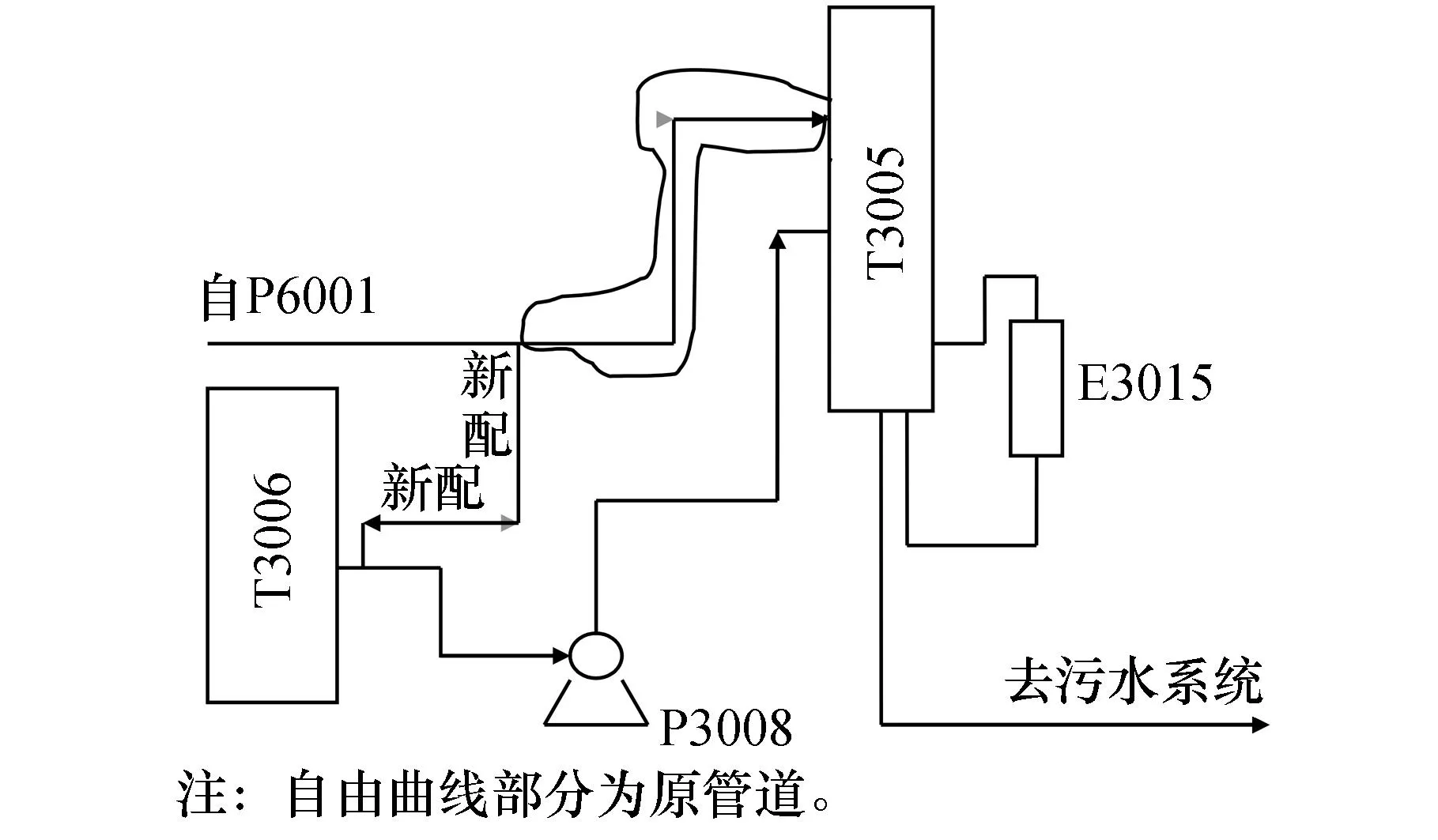
图1 优化工艺简图
3.2 新工艺的理论分析
T3006工作压力0.03MPa,在系统操作条件不变的情况,新工艺方案①大大降低了△p3,从0.27~0.29MPa降至0.03MPa;②T3006排污口水平高度2.250m,较T3005入口18.55m明显低16.3m,对应的△p1降低了约0.16MPa;③因T3006安装位置较T3005近,自P6001酸性水管下管廊就可以方便的与T3006排污口对接,不但降低了近50m的管道阻力,而且节省了近50m的304材质管材。
总阻力降低约0.4MPa,新工艺方案完全可以实现。
4效果分析
在没有更换P6001(扬程高一点的泵及相应电机)的情况下,经改造优化后,T6001实现了洗涤,保护了后系统催化剂。P6001将洗涤后酸性水顺利输送至T3006,实现了回收少量甲醇的目的。

Process Optimization of Acid Pump DischargePipe of Sulfur Recovery Plant
GUOZhi-qiang
(Yankuang Guizhou Kaiyang Chemical Co.,Ltd.,Kaiyang,550306)
Abstract:Process from acid pump outlet to methanol washing system is optimized. The optimized process can achieve the purification of acid gas and recovery of trace methanol in application to prove.
Key words:optimization;acid pump;purification;recovery
中图分类号:TQ051.21
文献标志码:B
文章编号:1003-6490(2015)01-0036-02
作者简介:郭志强(1978-),男,贵州开阳人,助理工程师,主要从事工艺技术方面的工作。
收稿日期:2014-06-08
