油田钻井用水龙头支架修复工艺的研制
2015-12-17孙伟东
孙伟东
(大庆油田钻探工程公司钻探机械修理厂电修分厂,黑龙江大庆163413)
油田钻井用水龙头支架修复工艺的研制
孙伟东*
(大庆油田钻探工程公司钻探机械修理厂电修分厂,黑龙江大庆163413)
油田钻井用上水龙头分为承载系统、钻井液系统和辅助系统,而水龙头支架属于承载系统,钻柱重量通过方钻杆、中心管、主轴承、支架(也称壳体)、耳轴、提环将载荷传递给大钩。而支架在整个钻井过程中非常容易受损,主要介绍水龙头支架主要的修复工艺,包括修复的问题的提出、修复流程、原技术状况、修复工艺的主要技术关键及实用效果等。
水龙头;水龙头支架;中心管;提环;耳轴
1 修复的问题提出
在上井回访时,我们了解到钻修分厂在为钻井队维修水龙头时,水龙头上的支架一直以来都因为工艺问题无法修理,需要更换新的支架,既增加了维修成本,也增加了钻井队的成本,所以为了降低成本创造效益,决定研究制定水龙头支架的修复工艺。
2 制定修复工艺流程(图1)

图1 水龙头支架修复工艺流程图
【实施一】清理卫生除锈
按照常规修旧流程进行清理除锈。
【实施二】初检确定焊修位置
根据钻修分厂提供的信息,我们确定焊修位置为上侧内孔。
【实施三】焊修内孔
内孔原尺寸为Ø170mm,填焊至Ø150mm。
【实施四】装夹找正
因支架长度过长重量大,3块连接板,卡盘装卡后出现偏心无法修复,我们们决定在卡盘装夹同时设计一个辅助装夹工具。
【实施五】平端面车内孔
保证上下内孔同心,上侧内孔车至原有标准尺寸。
【实施六】质量检验
检验内孔尺寸,同心度是否合格。
3 原技术状况
水龙头支架在钻井生产使用过程易受机械振动等原因导致支架上下2孔不同心,冲管与鹅颈管连接位置有泥浆刺溅,影响水龙头使用存在安全隐患,而支架本身长度过长且重量大,无法装夹到车床上进行孔同心度修复。
水龙头支架上下两孔同心度不小于0.2mm。
4 技术关键
技术关键在于装夹辅助工具的设计。
装夹辅助工具(图2)由1根长丝杠,2个挡板法兰和锁紧螺母构成,卡盘固定支架后,长丝杠从卧式车床主轴口穿出,通过2个挡板法兰与锁紧螺母将支架进行纵向向固定(图3)。
修复后水龙头支架上下两孔同心度不大于0.2mm。
5 现场试验及成果应用情况
(1)经济效益。截至目前,水龙头支架修复工艺应用以来,我们已经累计修复了支架32件,每件收取钻井队的修旧费用是1080元,总工时是600h,材料费是65元,则:
总效益:415元×32=13280元
钻井队每更新一件水龙头支架的价格是2943元,修复工艺的应用为钻井队节约的成本为:32×(2943-1080)=59616(元)≈6(万元)
(2)实用效果。水龙头支架工艺的研制使用,成功解决了以往水龙头支架无法修复的问题,在降低维修成本的同时,也降低了钻井队的进货成本,得到了钻井队的好评。
(3)推广覆盖率。截至2014年9月份,已为钻井二三公司成功修复并使用共54件。

图2 装夹辅助工具
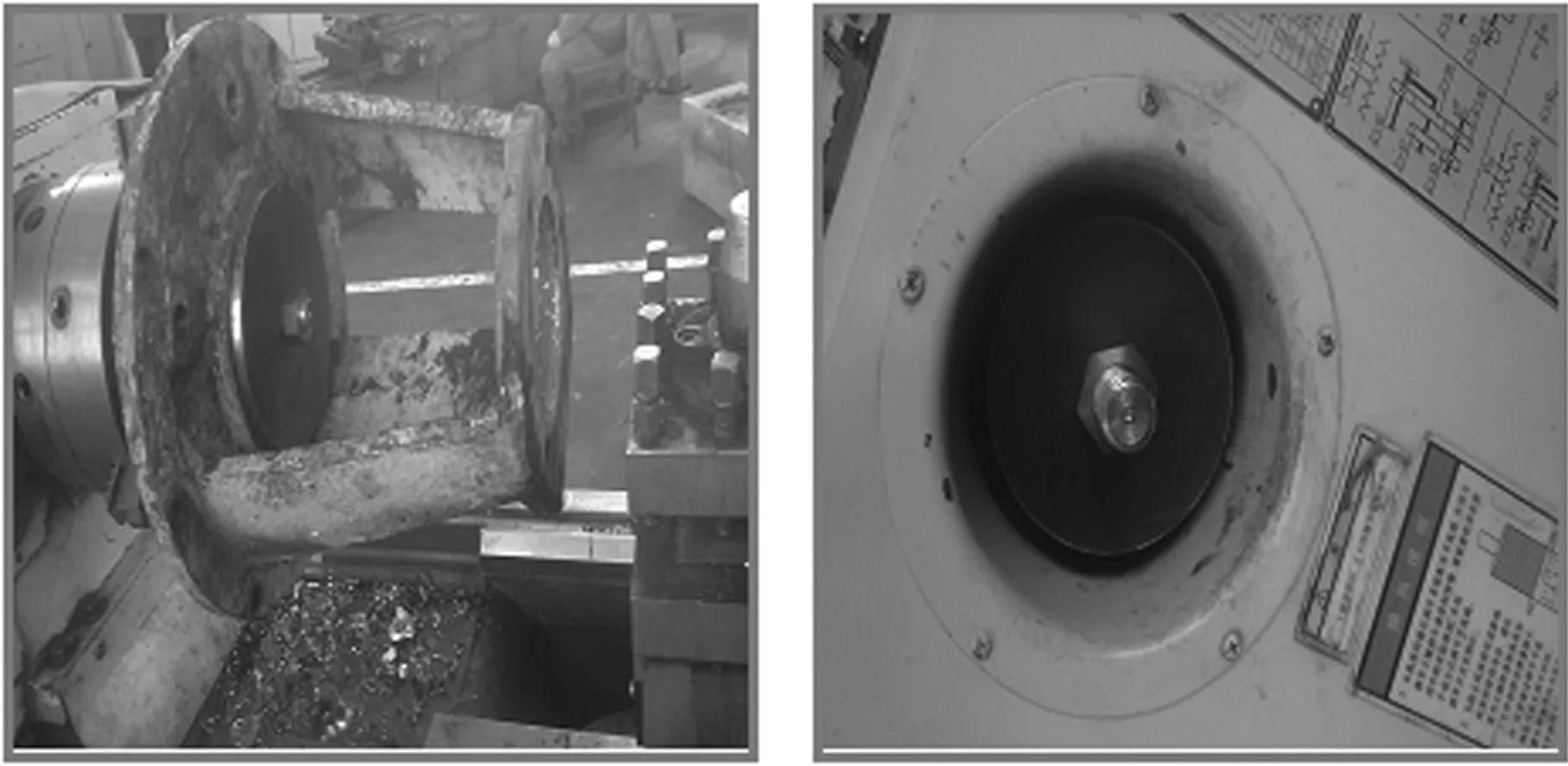
图3 车床装卡固定图
6 结论
水龙头支架修复工艺的研制,成功解决了水龙头支架本身长度过长且重量大,无法装夹到车床上进行孔同心度修复问题,不但降低了分厂自身维修成本,也降低了钻井队的进货成本,而且该项目填补了大庆钻探机械修理厂的维修空白,从该项目推广应用以来,多次受到用户的好评,为正常的钻井生产提供的有力的后勤保障工作。
TE926
B
1004-5716(2015)09-0061-02
2015-01-29
2015-01-29
孙伟东(1968-),男(汉族),黑龙江大庆人,助理工程师,现从事钻探机械修理工作。
