制氧机板式换热器冰堵故障的分析及处理
2015-12-17李智
李 智
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
制氧机板式换热器冰堵故障的分析及处理
李 智
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
制氧机的开机过程是一个系统、复杂的过程,每个环节必须紧密相连。任何的疏忽都会造成设备故障甚至安全事故。介绍制氧机板式换热器发生堵塞及故障排查的经过,分析发生堵塞的原因,阐述故障的处理过程,总结此次故障处理的特点,并为处理类似故障提供相关的操作经验。
制氧机;板式换热器;主冷凝蒸发器;仪表气;空气管道;冰堵
1 引言
贵溪冶炼厂动力车间现运行有五套制氧机组,其中有四套机组采用液化空气分离原理制取氧气。空气分离的基本原理是采用低温精馏法,将空气冷凝成液体,然后按各组分蒸发温度的不同将空气分离[1]。其中2#制氧机为低纯低压制氧机,于1997年7月建成并正式投产,氧气纯度96%、压力30kPa,氧设计流量10000Nm3/h。
2 故障发生过程
2014年8月27日,2#制氧机按计划安排停机检修处理空压机振动传感器,空压机检修完毕于凌晨3∶25启动空压机组并向1#系统闪速炉送氧。14∶00,板式换热器温差高报,高报值为3℃(正常为0.5℃);膨胀机流量3900m3/h,正常为4300m3/h;主冷液位2500mm,正常为3000mm;28日8∶00,板式换热器温差上升至满量程10℃,膨胀机流量降至3500mm,主冷液位下降至2300mm(见图一2#制氧机工况趋势图),班组立即启动两台膨胀机,但仍无法减缓主冷液位的下降趋势。随即停运膨胀机、空分系统,查找故障。

图1 2#制氧机工况趋势图
3 原因分析
3.1 初步判断
从故障发生的现象来看,换热效果不佳,空分系统冷损加大,冷量明显不足,初步判断是由于板式换热器出现了堵塞,造成偏流,换热效果下降,冷损加大[2]。根据制氧机检修后的开机运行情况,造成堵塞的主要可能原因有(实际发生的原因还有很多种):
(1)分子筛带水,水分进入板式换热器;
(2)膨胀机进口过滤器堵塞;
(3)增压机后冷却器泄露。
3.2 故障排查过程
随即对上述原因一一进行排查:
(1)分子筛带水:
①正流空气带水:当时空冷塔液位、冷却水流量、进空冷塔空气流量、出口压力均比较稳定,无任何异常波动,分子筛再生温度峰值正常,出分子筛CO2正常,故排除正流空气带水。
②再生返流气体带水:再生气出蒸汽加热器的水份含量正常,蒸汽加热器无内漏,现场检测露点正常,分子筛再生温度峰值正常,故再生返流气体带水可以排除[3]。
(2)膨胀机进口过滤器堵塞:
打开膨胀机进口过滤器,发现滤网整体已经被一层较厚冰霜堵塞,无任何其它固体杂质,可以判定膨胀机进口过滤器堵塞。
(3)增压机后冷却器漏水:
当天对增压机后冷却器做了密封试验:拆开1#/2#增压机冷却器水管,将冷却器满水静止,并通气升压至正常工作压力0.67MPa,检查其铜管是否存在泄漏,铜管无明显气泡冒出[4],基本排除增压机冷却器漏水的可能性。

图2 空气进板式换热器示意图
通过以上三部分逐一的排查,确认有水分通过膨胀机过滤器进入板式换热器,但水分来源不明。为了尽快恢复生产,随即对板式换热器进行反吹(故障处理中有详细介绍反吹步骤),反吹8h后关闭反吹阀并准备导气进塔,此时发现出分子筛空气中CO2含量由0.5ppm迅速上升至满量程20ppm,严重超标,现场对出分子筛后空气的露点检测发现,露点不合格(检测结果见表一),此时现场人员发现动力仪表气阀有操作过的痕迹,且前截止阀全开。

表1 出分子筛后空气露点取样分析
3.3 原因确定
随即针对仪表气系统展开分析,2#制氧机仪表气有自身仪表气与外界仪表气(见图2中仪表气系统),此次发现外界仪表气前截止阀被打开,由于外界仪表气压力(0.7MPa)高于2#制氧机分子筛后空气压力(0.45MPa),外界仪表气通过自身仪表气阀门窜入分子筛出口空气管道,伴随着系统的开机一直有少量的外界仪表气通过空气进塔总阀进入板式换热器。并且此仪表气含水量较高[5],从而造成分子筛CO2含量超标,随着板式换热器温度的逐步降低,水分在低温环境中冻结,导致冰堵。
4 故障处理及可借鉴的技术经验
4.1 故障处理
在确定板式换热器冰堵的原因后,关闭动力仪表气前后截止阀,于当日下午停运空分系统,保持空压机运行,空分塔保持冷态静置,空气憋在进塔总阀之前,打通加温气管路,利用分子筛后空气分别对板式空气管道和增压机后空气管道进行反吹[6]。
具体反吹步骤分以下三个管路对冰堵区域进行反吹:
(1)对分子筛后空气进板式换热器管道进行反吹:空气进下塔管道反吹阀→分子筛后空气管道→分子筛后空气管道吹除阀;
(2)对增压机后空气管道进行正吹:增压机出口管道正吹阀→膨胀机进口阀→膨胀机加温吹除阀;
(3)对增压机后空气管道进行反吹:膨胀机加温气进口阀→膨胀机→膨胀机进口阀→增压机出口管道→增压机回流阀→分子筛后空气管道吹除阀。
通过约12h反吹,2#制氧机板式温差正常,膨胀量4300m3/h正常,主冷恢复正常,空气出分子筛后CO2含量正常,手工测量空气露点正常(见表二),随即打开空气进塔总阀向空分塔导气,制氧机恢复正常生产,于11:30往闪速炉送氧。
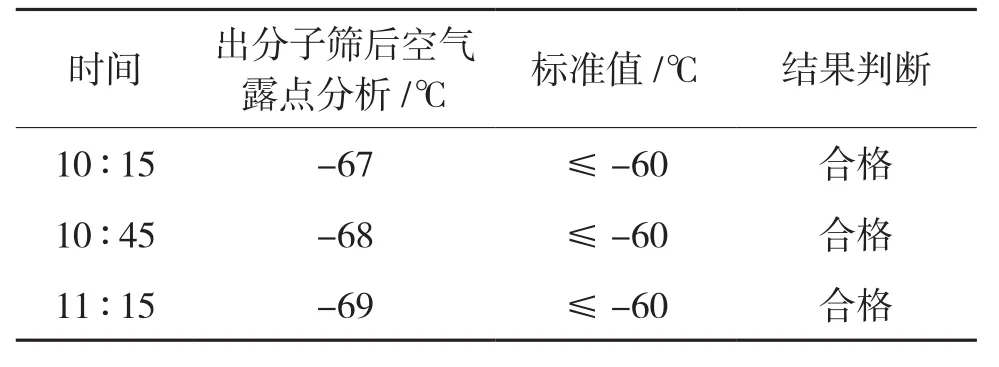
表2 空气出分子筛露点分析
4.2 故障发生及处理可借鉴的技术经验
(1)本次板式换热器反吹过程系统无需排液复热,空分塔始终保持冷态静置,为故障处理结束后的开机节约了产氧时间;
(2)板式换热器正流管道局部升温反吹,冰堵区域能迅速得到加温,有效减少故障处理时间;
(3)增压空气通道正吹后,再进行反向的吹除,确保了重点堵塞管道的加温效果,彻底清除冰堵故障。
5 结语
随着空分技术的不断提高,制氧机对设备的精密程度及人员技能素养要求也越来越高。制氧机的开机过程是一个系统、复杂的过程,各个专业之间的联系、上下工序之间的衔接,每个环节都必须考虑周全,否则,任何一个细节的疏忽或者一个漫不经心的操作,都可能造成设备故障甚至安全事故。
[1]毛绍融, 朱朔元, 周智勇. 现代空分设备技术与操作原理[M]. 杭州:杭州出版社, 2005:152-153.
[2]汤学忠, 顾福民. 新编制氧工问答[M]. 北京:冶金工业出版社, 2006:67-69.
[3]李化治. 制氧技术[M] 北京.冶金工业出版社, 2009:113-116.
[4]李其伦. 循环水冷却器泄露的原因和查漏方法[J]. 广州化工. 2010(2):165-166.
[5]蔡学文, 夏小将 ,白林林, 等. 制氧车间培训教材[Z]. 贵溪.贵冶教培科. 2008:191-193.
[6]张树斌. 消除板式换热器堵塞故障[J]. 科学之友, 2013(9):138-139.
Analysis and Treatment of Oxygen Generator Heat Exchanger Blocking Accident
LI Zhi
(Guixi Smelt of Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
The start-up process of oxygen generator is a complicated process. Each step must be closely linked. Any negligence will cause malfunction of the equipment and even safety accident. In this article, a plate heat exchanger of the oxygen generator blocking occurred and the troubleshooting are introduced. The causes of failure are analyzed, the characteristics of fault handling are summarized and some technical references for dealing with this kind of fault are provided.
oxygen generator;heat exchanger;main evaporator condenser;instrument air;air pipeline;ice blocking
TQ116.11
A
1009-3842(2015)05-0076-03
2015-07-20
李智(1984-),男,广西北流人,本科,从事制氧生产技术管理工作。E-mail: 231418388@qq.com
