HP843磨煤机技术改造
2015-12-16新疆天业集团天伟热电石河子市832000梁维爽
(新疆天业集团天伟热电,石河子市,832000) 梁维爽
1 概述
1.1 设备简介
上海重型机器厂80年代初期从美国CE公司引进了碗式磨煤机制造技术。CE生产的HP碗式磨煤机是继RP碗式磨煤机后新开发的产品,CE公司八十年代开发试验并投入使用。HP磨煤机组成部件如下:电动机驱动减速箱,侧机体内装有衬板,在磨碗四周形成进风口,并起支承分离器体作用,用于干燥输送煤粉的热空气通过进风口引入并沿磨碗周围向上。被减速箱带动的磨碗,原煤在磨碗上研磨成粉。叶轮装置安装在磨碗外周上,它能使通过磨碗外经与分离器体之间环隙的热空气均匀分布,从而控制磨煤机碾磨区域的风粉混合物。三只单独的弹簧或液压加载的磨辊装置悬挂在分离器体内,位于磨碗的上方,当原煤充满磨辊与磨碗之间隙时,磨辊能自由转动。分离器体、导向衬板、装有折向装置和内锥体的分离器顶盖和分离器。这些部件容纳煤粉,并引导风粉向上,流经折向装置将较粗的煤粉从气流中分离出来,并回落到磨碗进一步碾磨。出口文丘利和多孔出口装置,这些部件把煤粉和气流分成均匀的四股。磨煤机排出阀装置装在多孔出口装置的顶部,排出阀装置由四个阀组成,在磨煤机停用后有存煤时把磨煤机和运行锅炉隔离开来。检修时也用它来隔离磨煤机。
1.2 该磨煤机在使用过程中存在的问题
(1)在正常运行过程中石子煤排放量过大,并且排出物中含有一定量的原煤,浪费极大,严重影响了机组供电煤耗、锅炉热效率等经济指标。
(2)叶轮寿命短:原有的叶轮装置在运行约5000小时后,节流环及叶轮其它部位容易脱落到磨煤机侧机体内,损坏刮板、下裙罩、侧机体衬板等部件, 影响磨煤机的安全运行。
(3)石子煤自燃:磨煤机运行过程中经常出现石子煤自燃喷火现象,燃烧产生的烟雾充满整个厂房,严重影响设备正常运行,是个较大的安全隐患。
(4)石子煤刮板容易脱离,并导致其他刮板损毁,严重运行磨煤机安全稳定运行。
2 问题原因分析
一般来说石子煤是磨煤机难以或不能磨碎的原煤中岩石类杂物,它硬度高、密度大;原结构由于自身结构的缺点即硬度低、耐磨性差以及厚度薄等因素使磨煤机在运行一段时间后,叶片磨损严重,且叶片不具有焊接还原性,石子煤排放大的问题难以得到根本性的解决。按《中华人民共和国电力行业标准磨煤机试验规程《DL467-92》中对中速磨煤机石子煤量的规定,如石子煤量大于额定出力的0.5%,磨煤机已属非正常运行工况,但现今大部分发电企业所使用的煤的质量得不到保证,所以也不能按规程的说法认为磨煤机运行不正常,但石子煤能达到自燃的程度说明磨煤机出渣含煤量较多,原始设计的喷口流速过低,从磨内甩出的石子煤及原煤不能快速被一次风吹走,加快了衬板、节流环及叶轮结构的磨损,使其寿命降低,从而增大了通流面积,进一步降低喷口流速;其次原磨煤机叶轮材质除表面部分为耐磨材料外,其余材质是普通钢,很容易受到煤粉冲刷磨损,尤其是节流环下部和叶轮外边缘部分,一台磨机在设计使用寿命是5 000小时,事实使用不到2 000小时就得更换全部叶轮。石子煤刮板为刚性连接,且磨碗转速较高,在刮板遇到大块杂物是很容易折断,或者在石子煤淤积在刮板室里,而磨煤机在继续运行时候,刮板很快会被石子煤磨损掉。
3 改造方案及可行性
3.1 衬板改造方案
使用导向衬板,块数还是原来件数,形状保持一致,取消了焊塞,直接焊在导向支撑板上,不同的是衬板母材是42GrMo铸造,在铸件表面堆焊SN7836型焊丝。母材与支撑板焊接必须用507焊条焊接(结构没有改变)不易断裂,耐磨。
3.2 叶轮改造方案
(1)改造的铸件叶片厚度大于焊接件的厚度,并且为铸造一次成型,其应力小、不易变形,因此它的综合机械性能要高于焊接结构件。
(2)改造后的叶轮材料整体为高硬度、高耐磨铸钢件,其整体寿命远高于结构件,其母体材料使用寿命不小于3年。长期投入成本小于焊接件装置。该结构整体采用分段组合设计,便于安装拆卸,更换灵活。排渣量降低明显并且长期稳定,即使叶片有磨损但由于铸造件的可焊接性,可在磨煤机内完成修复工作且工作量小,免去焊接件的整体更换,降低检修成本。
(3)针对石子煤自然问题:更换新型阀门,前期使用的石子煤放渣门为DN250刀闸阀,因煤中铁丝太多,阀门常出现被卡涩和漏粉现象,设备管理部根据对其他厂采购的阀门调查研究和因前期更换一台试验结果良好,特申报10台新型阀门(BX6447C-10C DN250)进行更换。同时将原来动作值由100S调整为600S,降低阀门的机械磨损,从而降低设备的损坏率。阀门更换后阀门卡涩、漏粉等现象消除,设备运行平稳。
(4)针对原煤中存在大量铁丝的问题,生计科和燃运部沟通,采取加装除铁器,燃运部对火车卸煤沟铁丝进行严格管理,禁止将绑扎铁丝丢进原煤中等多种措施,最后原煤中铁丝得到一定的控制,但有时人为原因造成反复现象。
(5)针对问题石子煤经常发生自燃,对#11、#12炉10台磨煤机一次风进口处加装20cm高的圆弧挡板,防止石子煤和煤粉进入风道引起自燃现象。对热风风压和风速进行了微量调整。经技改方案完成后,石子煤自燃现象得到有效的控制,
4 改造后的经济效益
(1)叶轮装置改造后,可使叶轮阻力降低,一次风流动更流畅,风速更合理,石子煤排放率从原2.5%左右(磨损后期更大,可达到4%~6%)降到改造后的1.5%左右,机组供电煤耗也相应降低,石子煤颗粒与燃煤分离,石子煤排放无自然现象,从而达到节能降耗,降低石子煤颗粒排放,解决现场安全文明生产,使设备安全稳定运行。
(2)侧机体衬板改造后,可焊接性高,不易断裂,提高磨煤机安全稳定运行。
5 改造的安全性评估
此类改造无高空作业,无易燃易爆物,无安全隐患,可以利用磨煤机大修的机会进行相关改造,一次性改造成功,基本能保证磨煤机1年时间不用大修,从而大大的提高可该磨机的安全可靠性和经济性,对生产运行的稳定性提供可靠的保障。
6 投资估算及改造所需要的材料清单
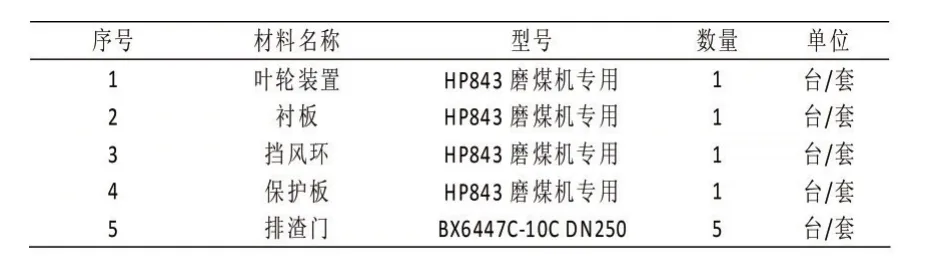
?
7 结论
经过以上技术改造后,HP843系列磨煤机完全达到了设计差数要求,能很好的满足实际生产需要,能有效节约维护成本,有效减少了磨煤机影响锅炉负荷的事件发生。对解决同系列设备缺陷有很好的借鉴作用。
[1]《HP963-1003磨煤机使用说明书》,郝莉丽编,上海重型机器厂,2004年06月出版
[2]《现代电站锅炉技术及其改造》,袁德编,中国电力出版社,2006年4月出版
[3]《HP843型中速磨煤机排渣量大原因分析及改进措施》,赵慧辉编,中国电力出版社,2006年5月出版
