1 000 MW发电机组密封瓦检修工艺探讨
2015-12-16徐鸣镝孙海荣葛圣杰
徐鸣镝 孙海荣 葛圣杰
上海电力股份有限公司吴泾热电厂
现代化大容量的汽轮发电机组多数采用氢气作为冷却介质对发电机的定子和转子绕组进行冷却。由于发电机端部同时存在静止和转动部件,氢气将沿着动静部件之间向外流动,氢冷发电机漏氢将降低发电机的冷却效果,影响机组出力,增加发电成本。更为严重的是如果氢气泄露严重,很有可能造成火灾,甚至引起爆炸事故,严重威胁机组的安全运行。为此设有轴端密封装置(通常称为密封瓦)。氢冷发电机的轴端油密封装置装在转轴伸出端盖处,它以油压略高于发电机内氢压的压力油循环注入密封瓦与转轴之间的间隙,以阻止氢漏出。
上汽超超临界1 000 MW汽轮发电机组,由德国西门子公司和上海电气集团联合设计制造。通过几次的检修过程,发电机密封瓦在解体后发现乌金磨损,轴向错口位置磨损的缺陷,回装后常发现密封瓦漏油、漏氢等现象。这是由于解体时损伤零部件、安装过程工艺不达标及备品备件不完善等原因造成的,为了更好解决这一系列问题,有必要进一步完善检修工艺和方法。
1 密封瓦解体及注意要点
1.1 轴瓦及汽侧密封瓦支座解体
(1)解体步骤
发电机密封瓦示意图如图1所示,解体时先打开上半轴承室盖及上半轴承,拆除下外油档,安装抬轴架(注意抬轴架与轴颈接触位置的绝缘是否完好),在轴颈顶部及水平中分面两侧位置各架一个百分表,表杆指向轴心,同时用塞尺测量出密封瓦氢侧支座外油档间隙,用扳手加接杆扳动抬轴架顶丝抬起发电机转子,抬轴过程应避免使用敲击扳手,以免震动引起表读数的误差,应使用塞油档间隙与表读数互相对应的做法避免表读数的误差。在油档顶部不接触的情况下,抬轴量在0.35~0.40 mm,避免并消除转子在抬轴过程中的左右位移。转子抬高后,挖出下半轴承。
解体密封瓦支座前先拆除支座下两块绝缘垫块,并拆除空侧油档,安装轴颈保护板后,拆除空、氢侧支座的联结螺栓,拉出空侧支座定位销钉,用两侧顶丝让空、氢侧支座分开一些。,使支座通过轴颈保护板落在轴颈上,在轴颈上转动空侧支座,注意保护板的位置,避免转过位置,使空侧支座中分面螺栓处在水平位置,下半支座两侧装两个螺栓,使空侧支座固定在氢侧支座上。调整保护板位置,使保护板在上半支座上,同时拆除空侧支座中分面螺栓及销钉,用专用吊架吊出上半支座,在下半支座上安装轴颈保护板及支座专用工具,使空侧支座通过吊具落在轴颈上,拆除临时螺栓,转动下半空侧支座,使支座转到轴颈上部,用专用吊具吊出下半支座,检查氢侧支座向空侧支座两进油孔O型圈情况,取下O型圈。
(2)解体注意要点
在解体密封瓦支座前要先进行查看,打开上半轴承室盖及上半轴承后,在运行风压下密封油运行中对密封瓦支座进行观察,是否有漏油、漏氢现象,如有泄漏确定泄漏部位并记录。
1.2 密封瓦解体
(1)解体步骤
解体密封瓦前先用塞尺测量密封瓦径向间隙,然后将密封瓦从氢侧支座的密封瓦槽内引出,拉出氢侧轴向密封橡胶条,松出密封瓦中分面销子螺母的防松螺钉,用专用扳手拆除销子螺母,并敲出销子,使两半密封瓦分离。密封瓦取出后应擦干净,放置在平板上,并装复两半密封瓦。
解体氢侧支座:解体前测量氢侧支座洼窝中心,解体情况基本与空侧支座相同,拆除密封瓦氢侧内油档与大端盖的联结螺栓,即可解体发电机大端盖了。氢侧内油档与大端盖之间有两张绝缘垫片与橡胶密封条,垫片如无损坏可以再用,橡胶密封条需更换。
(2)解体注意要点
氢侧支座与大端盖之间有两张一毫米绝缘垫片及一圈橡胶密封条,两个密封胶孔橡胶塞都取下来,还有3个油孔过渡绝缘接头及O型圈,氢侧支座内有两个橡胶塞顶柱都取下保护好。
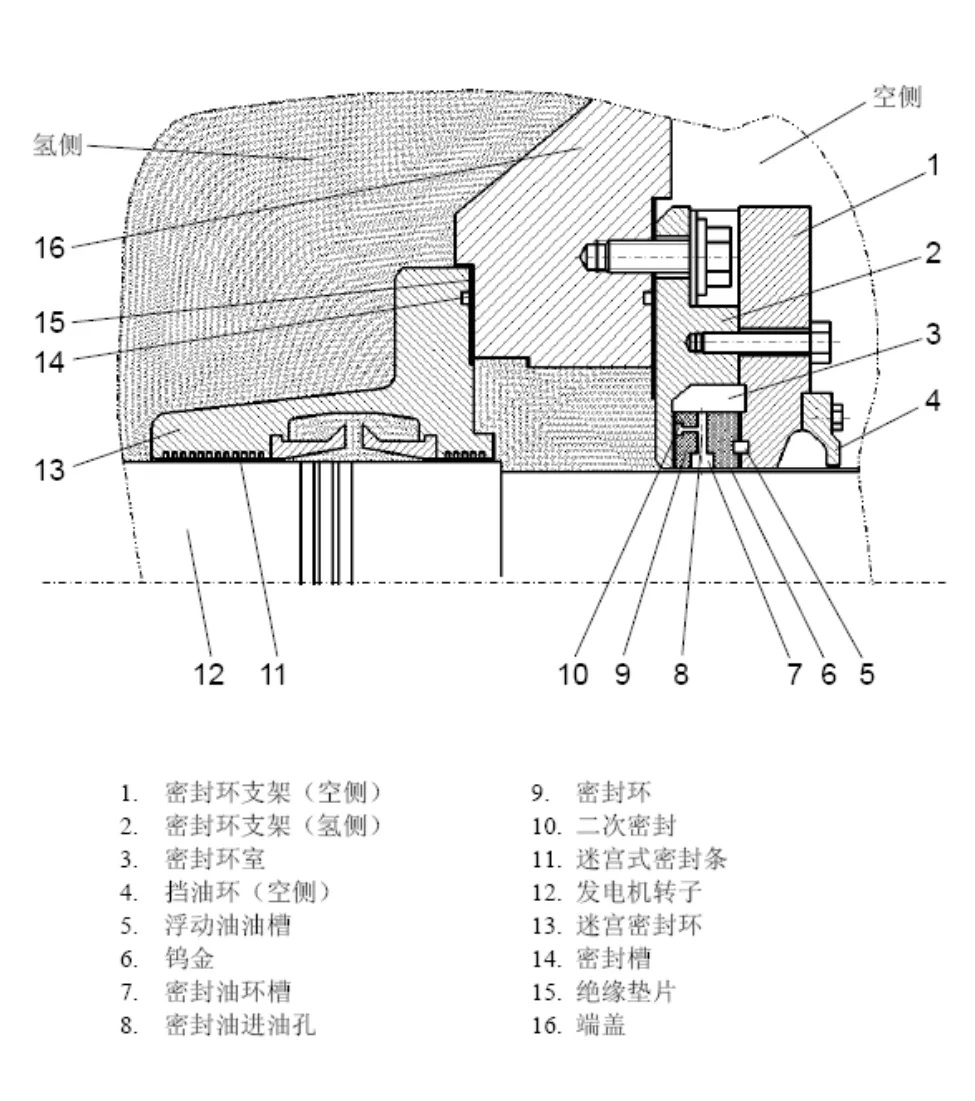
图1 轴密封示意图
2 密封瓦检查测量及注意要点
(1)密封瓦清理检查
氢侧内油档与密封瓦氢侧支座与大端盖的联结螺栓都有绝缘垫片与绝缘套管,需检查有无损坏并清理干净、烘干,螺栓完好无毛刺。螺栓保险垫片整修平整或更换,大端盖上螺纹底孔修整并清理干净,做到平面整洁,油道干净畅通,螺纹无毛刺、无翻边。绝缘垫片、橡胶密封条、O型圈、密封胶孔橡皮塞、保险垫片等备品配齐。
(2)密封瓦测量工作
测量密封瓦内径、厚度、平整度、椭圆度及中分面的闭合情况。密封瓦内径与轴颈配合间隙,密封瓦在密封槽内的轴向间隙,空、氢侧密封瓦支座的平整度,两支座间油孔位置的闭合情况及中分面的闭合情况,密封瓦有无错口(轴向、径向)。
(3)密封瓦检查测量时注意要点
油孔过渡接头与O型圈安装时将油孔过渡接头与O型圈放入大罩油孔内,测量接头高出大罩数据,因大罩平面上还有两张一毫米绝缘垫片,还有O型圈压缩密封的量,所测数据应在2.7~3.0 mm,即O型圈压缩密封的量在0.7~1.00 mm,如有出入则要对油孔过渡接头进行修正或更换,过渡接头在孔道内应无卡死现象,并记录接头对应位置,安装时装入对应位置(如图2所示)。
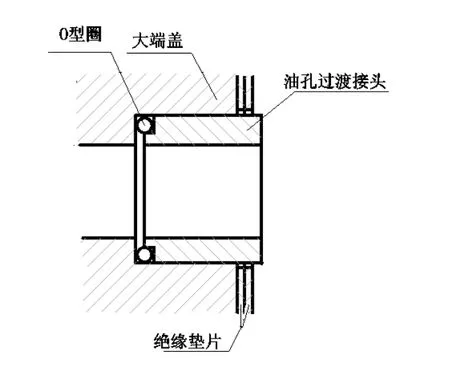
图2 密封瓦油孔过渡接头、O型圈装配图
密封橡胶条槽深的测量,槽深一般在5 mm左右,再加上2 mm绝缘垫片,而橡胶条是三面为矩形平面,一面为圆弧形,弧顶到底面的高度即为橡胶条高度,橡胶条高度与槽深的差值应为4 mm左右,即橡胶条压缩量在2 mm左右(如图3所示)。
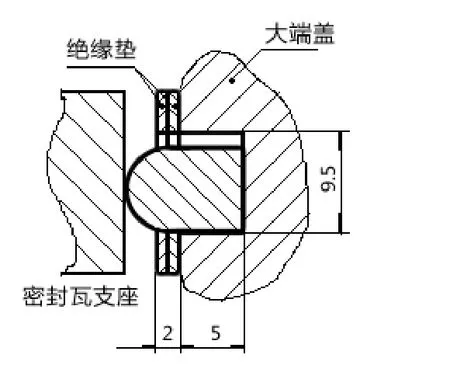
图3 ·橡胶密封条与槽配合示意
3 密封瓦组装及注意要点
3.1 发电机大端盖回装
(1)回装步骤
转子穿好,下半大罩就位,下半轴承就位后既可以安装氢侧内油档,上下半内油档就位并紧好中分面螺栓,将内外各两张绝缘垫片粘在油档垂直平面上,嵌好圆柱形橡胶密封条,注意接口方向(如图4所示)。接口应放在油档顶部位置附近,按要求调整装好内油档下半,待上半大罩就位装复后装内油档上半垂直面螺栓,同时测量绝缘数值是否达标。
(2)回装时的注意要点
在回装时大端盖;支座;密封瓦,虽然都有销子定位,但由于各种原因使安装后的部件出现少量错口现象,有些错口超出标准范围,针对这一现象要及时给予消除。
密封瓦空、氢侧支座对半中分面与大端盖中分面安装位置成错开45°角,空、氢侧支座的中分面错开90°角进行安装。这样的安装方式可减少中分面都安装在一处而产生的错位累积误差与上下两平面不平整而产生的平整度误差,错口的产生会使密封瓦在密封槽内的轴向间隙变小,从而可能产生密封瓦在槽内卡死现象,使乌金磨损产生漏氢现象在回装大端盖时应注意上下大端盖中分面即氢侧支座安装面有无错口,及时消除或减少错口现象,使错口量控制在0.03 mm 以内,并装好大端盖中分面与垂直面螺栓,并测量大端盖氢侧支座安装平面与转子的垂直度及平面平整度。
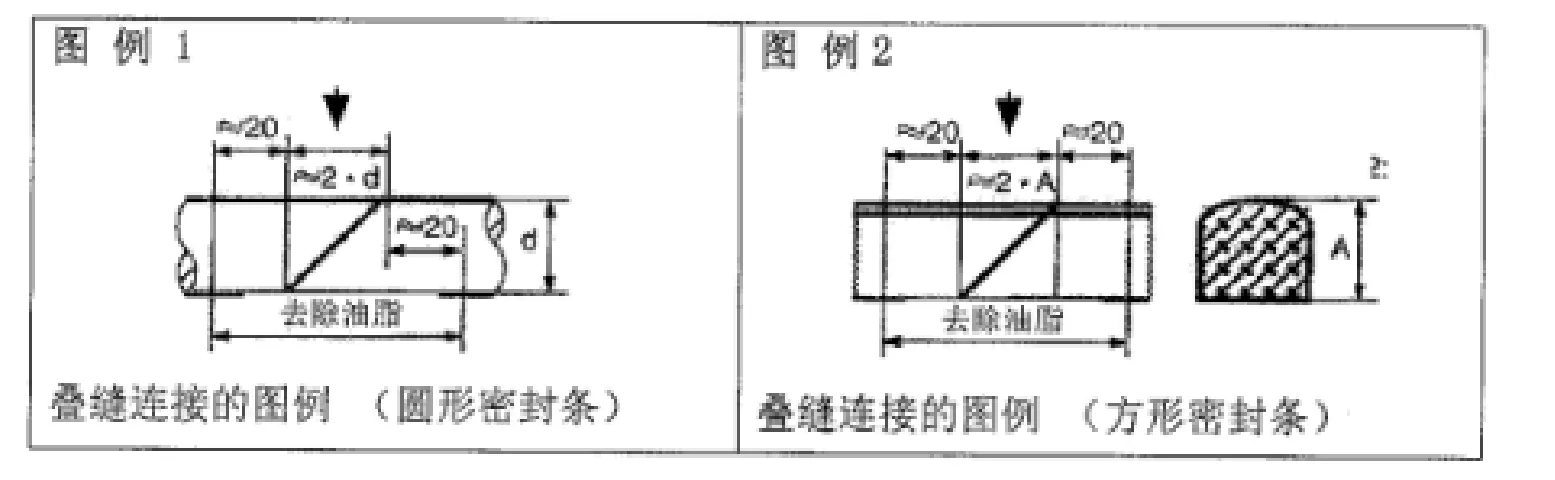
图4 密封条叠缝连接示意图
在大端盖上取近中分面附近两侧共四点,上下两点及左右45°位置对应4点共10点,取一只百分表表架吸在轴颈上,表针垂直指向大端盖氢侧密封瓦安装平面,另架一只百分表监测转子轴向窜动量,得出大端盖相对轴颈的垂直度情况及大端盖本身平整度情况。表1是外二厂900 MW机组实即测量数据。如表1所示。
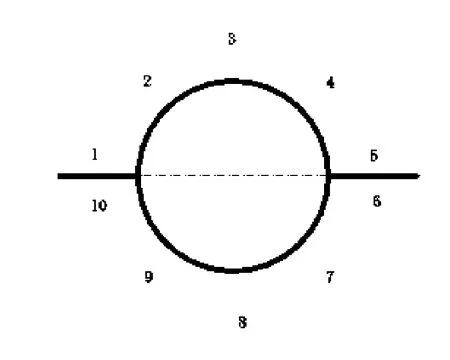

表1 发电机大端盖与转子垂直度测量数据
由上表分析得出大端盖测量平面与转子垂直度在上下位置有0.61 mm的差值,并且上半部分向外倾斜度较下半部分位置要大约0.08 mm,此时测量密封瓦氢侧支座垂直面与支座相对应各点厚度数值 。
由此得出上下位置的差值是0.55 mm,支座与大端盖倾斜度基本相匹配。如图5所示。
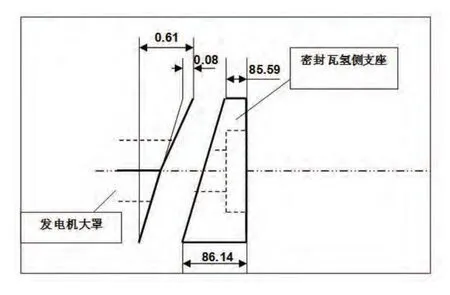
图5 密封瓦氢侧支座与发电机大端盖端面上下位置匹配示意图
3.2 氢侧支座回装
(1)回装步骤
根据前面叙述方法抬轴,塞尺监测点可选用氢侧内油档为监测点。挖出下半轴承,并将转子恢复到抬轴前的位置(架百分表注意高低及左右位置),将油孔过渡接头及O型圈按记录位置装入油孔内 ,内外径各两张绝缘垫片粘在大端盖相应位置,并粘结橡胶密封条,嵌入大端盖槽内并用胶水固定在槽的外侧(槽的外径)。密封胶孔橡胶塞及氢侧支座内橡胶塞顶柱装好。
回装氢侧支座方法与解体时相同,吊入氢侧支座,安装两半中分面螺栓时注意中分面错口情况,错口值需小于0.03 mm,并旋转到对应位置,此过程应与大罩有一定距离,以免碰擦而使固定好的垫片、密封条脱落损坏。检查内部各部件状况,确定无误后,推入支座,调整支座洼窝间隙,装复固定螺栓,应分几次,以逐步增加力矩的形式均匀紧固螺栓,最终力矩250 N/M。装复后,测量绝缘情况是否达标,工作完成后放入下半轴承,复测支座洼窝间隙,并对密封瓦氢侧支座密封瓦槽相对转子的垂直度进行测量(参考前述测量方法),垂直度是否符合要求。如果数值较大,则要检查原因,进行处理后后方可进行下一步工作。
(2)回装时的注意要点
橡胶密封条安装时注意槽比密封条要宽,须靠外则固定,在运行时内部氢压不会将橡胶圈翻转而引起漏氢。密封胶孔橡胶塞外侧需磨些倒角,避免在紧螺栓时橡胶挤压在绝缘板上而引起漏油漏氢现象。
回装前需对大端盖水平中分面密封槽内注胶,以橡胶塞孔处见到密封胶少许溢出为止,安装好密封胶孔橡胶塞。氢侧支座安装好后适度顶紧橡胶塞顶柱。如图6所示。
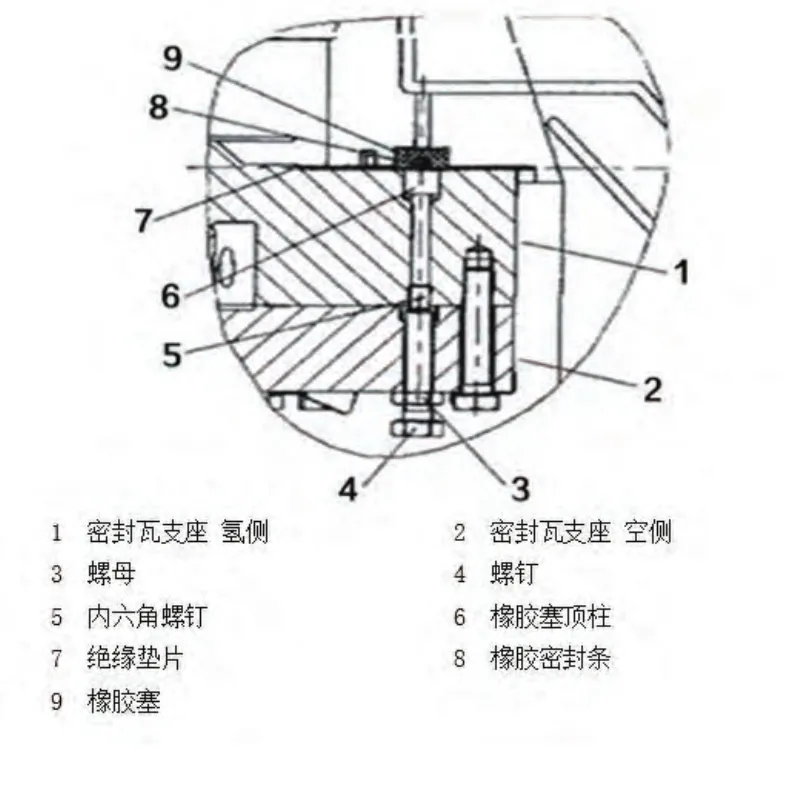
图6 橡胶塞,橡胶塞顶柱装配图
3.3 密封瓦回装
抬轴后,挖出下半轴承,并将转子恢复到抬轴前的位置(架百分表注意高低及左右位置),装入密封瓦(修正密封瓦的错口情况),并用塞尺复测密封瓦径向间隙。装空侧支座前应先将O型圈粘在氢侧支座进油孔处的凹槽内,吊入空侧支座。紧空侧支座中分面螺栓时也应注意错口情况,在安装两支座间定位销前应检查O型圈是否完好,用撬棒抬高空侧支座,并推向氢侧支座,借正销孔位置,装入定位销,装入并紧好空、氢侧支座联接螺栓。装复支座下两块绝缘垫块。全部工作完成后须对转子与静子的绝缘进行测量,需大于25MΩ。绝缘合格后对发电机大端盖密封槽进行注胶,注意注胶顺序。并对发电机进行气密性试验,检查是否有漏油漏氢现象。
4 结语
综上所述,由于1 000 MW发电机组密封瓦拆装工艺相对300 MW、600 MW机组有不同,特别是随着运行时间增长,一些接合面或是加工面的变形量会叠加,产生平整度、垂直度不符合安装要求,接合面错口等情况,如果不采取正确的工艺方法就会发生漏油、漏氢。因此,以上检修工艺在检修中可进行参考借鉴。有效减少发电机氢气污染和漏氢缺陷,提高发电机运行的安全可靠性。