热轧宽带钢生产线主传动装置的选型分析
2015-12-14苑喜文
苑喜文
(中冶东方工程技术有限公司秦皇岛研究设计院,河北秦皇岛 066004)
热轧宽带钢生产线主传动装置的选型分析
苑喜文
(中冶东方工程技术有限公司秦皇岛研究设计院,河北秦皇岛 066004)
热连轧宽带钢生产线的主要传动电机有粗轧机上辊电机、粗轧机下辊电机、精轧机组电机、立辊轧机电机、飞剪电机和卷取机电机等。近几年国内钢铁企业建设的1450mm以上热连轧宽带钢生产线较多,其主传动系统采用的有交-交传动与交-直-交传动两种方式。对于这两种方式的选择一直是争论的焦点,本文从技术参数指标和经济指标两个方面进行了对比,目的在于为日后的选择者提供些帮助。
主传动 交-交传动 交-直-交传动 节电
1 前言
热连轧宽带钢生产线的主要传动电机有粗轧机上辊电机、粗轧机下辊电机、精轧机组电机、立辊轧机电机、飞剪电机和卷取机电机等,其中粗轧机和精轧机组电机的传动系统为主传动,立辊、飞剪和卷取机电机等的传动系统为辅传动。主传动电机采用大功率凸极同步电动机,辅传动电机大多采用低压异步电动机。由于辅传动系统的传动方式大多采用交-直-交系统,基本没有争议,故本文不再论述。
本文以一典型1780mm热连轧带钢生产线的主电机配置为例(见表1),以此为基础来比较两种主传动系统的各项指标。
2 主传动系统介绍
(1)主传动系统采用的有交-交传动与交-直-交传动两种方式,交-交传动系统主要是由三台电网自然换流无环流可逆变流器、整流变压器、励磁主回路及矢量调速控制系统等组成。装置的控制系统采用SIEMENS公司SINAMIC系列SL150全数字矢量控制交交变频控制系统,完成电动机控制、保护及故障诊断等任务;交-直-交传动系统主要是由三电平PWM控制整流-逆变器、整流变压器、励磁主回路及矢量调速控制系统等组成。装置的控制系统采用TMEIC公司的新型全数字交直交变频控制器TM-70E2,采用了三电平PWM控制、矢量控制等先进、适用的控制技术,可以大大提高系统的控制性能,充分满足热轧轧机主传动对控制性能的要求。
(2)交-交变频控制系统的优越性。采用交流偏置技术,使整流变压器二次电压降低、可控硅电压安全系数提高、变频器容量降低、电机内无三次谐波,高过载能力、触发单元简单、高功效(没有直流环节)、结构简单、鲁棒性和可靠性好,在低频段仍可以有较大转矩。SL150系统具有如下功能:开环控制、闭环控制、速度控制、电枢电流控制、矢量控制、磁场控制、电枢控制的逻辑无环流切换、功率因数控制、主轴定位控制、负荷平衡控制和轧机机电振荡控制等。
(3)交-直-交变频控制系统的特点。使用的功率器件(IEGT),采用的三电平PWM控制和矢量控制技术,均具有先进性,代表国际高性能变频调速的发展方向,具有良好的使用的经济性及优异的控制性能。由于有整流缓冲环节,对电网的要求较低,抗电网电压波动的能力较高,更适合目前的电网情况。可以提供更平滑的正弦波输入电压、电流波形和正弦波输出电压、电流波形。配置了防扭振控制环节SFC(Simulation Following Control),可以有效的对轧机的扭振现象起到抑制和消除作用。具有高可靠性,在正常使用的情况下,在主要器件的使用寿命内,基本无须维护。

表1
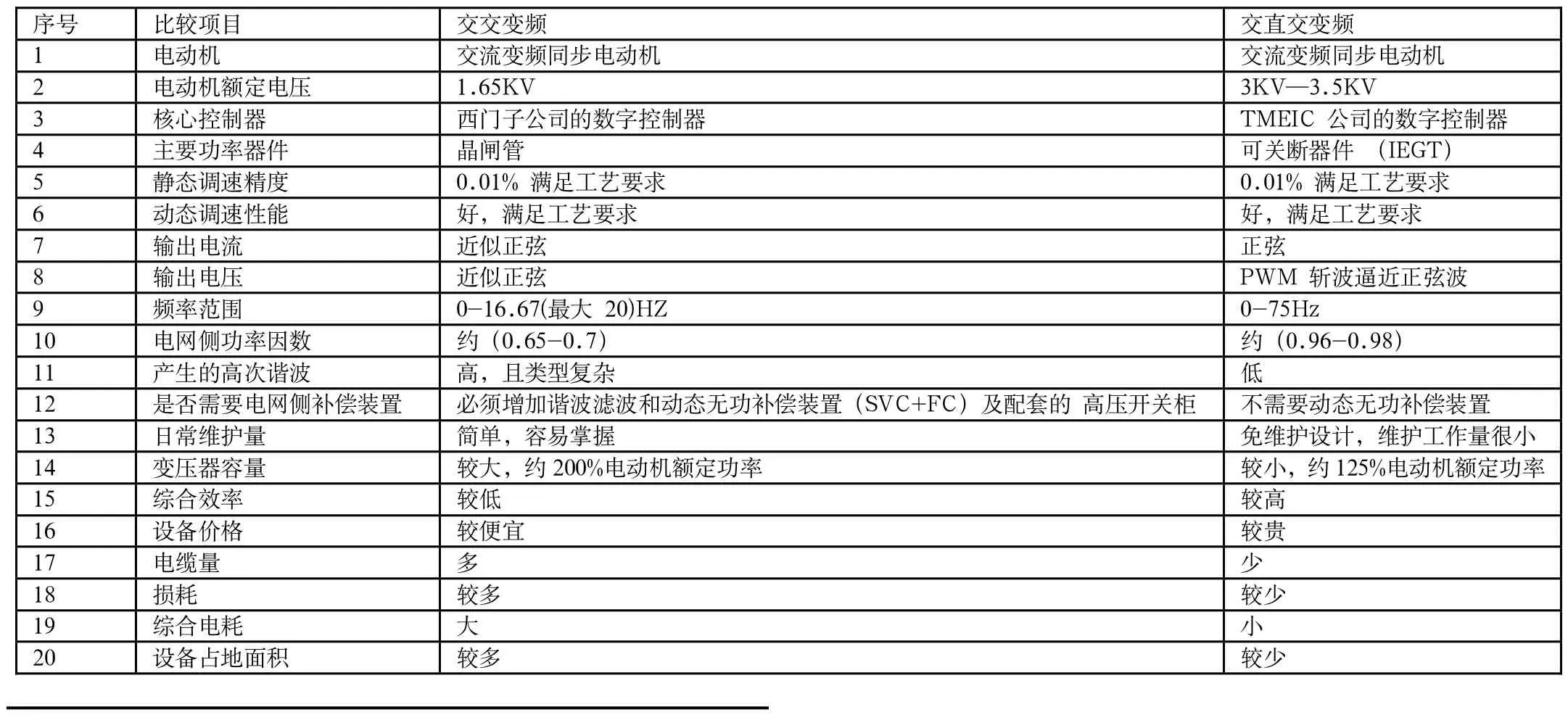
表2 技术参数及指标对比
苑喜文(1979—),男,河北秦皇岛人,高级工程师,硕士,从事冶金企业电气设计工作,主要研究方向为电气传动系统、自动化控制系统及工厂高低压供配电系统。
