RC1800煤泥分选机新型控制器的应用
2015-12-13纪琛
纪 琛
(1.太原理工大学矿业工程学院,山西 太原 030024;2.大同煤矿集团煤炭洗选分公司,山西 大同 037001)
概况
塔山选煤厂由约翰芬雷公司总承包建设,于2003年11月开工建设,2006年4月开始试运转,2008年12月通过验收。设计能力1 500万t/年,属于矿井型动力煤选煤厂,服务年限120 年。全厂占地面积约23万m2,总投资5.2亿。主要生产工艺为:采用分级入选,150~13mm 块煤重介浅槽分选;13~1.5 mm 末煤三产品重介旋流器分选;1.5~0.2 mm 粗煤泥通过煤泥分选机分选;-0.2mm细煤泥采用加压过滤机与板框压滤机联合工艺。
1 现用泥煤分选机存在问题
塔山选煤厂RC1800煤泥分选机,是国内第一家引进澳大利亚Ludowici粗煤泥分选设备,它利用颗粒通过一个自生的流态固体床层时的沉降速度来完成分选[1,3]。自2006年安装投产以来,煤泥分选机分选达不到稳定状态,一是控制阀门开关不稳定,造成设备内部煤泥堆积;二是分选效果不好,精矿进入尾矿,造成离心机瞬间过载停机等事故,自动控制功能不能实现,设备必须人工手动操作,无法保证分选效果,制约选煤厂生产。
2 问题分析
RC1800煤泥分选机是选煤厂粗煤泥分选设备,控制设备包括主机控制器、压力传感器与各种控制阀门,密度的设定由槽体内两个压力探针之间的DP(微分压力)读数来计算。这个DP读数表明两个探针间的平均矿浆密度。因为控制器调节不稳定,经常造成机内煤泥堆积,压力传感机变形损坏[2,4]。
原装控制器采用是美国红狮公司DLC,操作为英文界面(见图1),控制比较繁琐。

图1 控制器及控制面板
修改参数及程序相对复杂,传感器反应速度慢,控制柜空间有限(见下页图2),维护力度大,阀门开关控制不到位,控制面板调节繁琐,显示不稳定,引起RC1800煤泥分选机分选效果不好,造成事故停车。
3 解决方案

图2 原控制柜内布线图
针对以上问题研究分析,必须改造现有控制系统,保证控制器操作简单、阀门控制合理。采用西门子S7-200系列PLC,控制面板采用mcgsTpc嵌入式一体化触摸屏,在不影响生产的情况下,设计安装控制柜与编辑程序,分步修改。以控制简单,实用为主的原则入手,改造硬件设备。
软件以现有成熟技术,西门子PLC 控制器为核心,以Step7-Micro/Win.v4.0版开发,以设备工艺要求编辑逻辑程序,触摸屏采用上位机组态编辑画面,并下载到主机内。设置与S7-200控制器通讯连接完成程序改造,见图3。
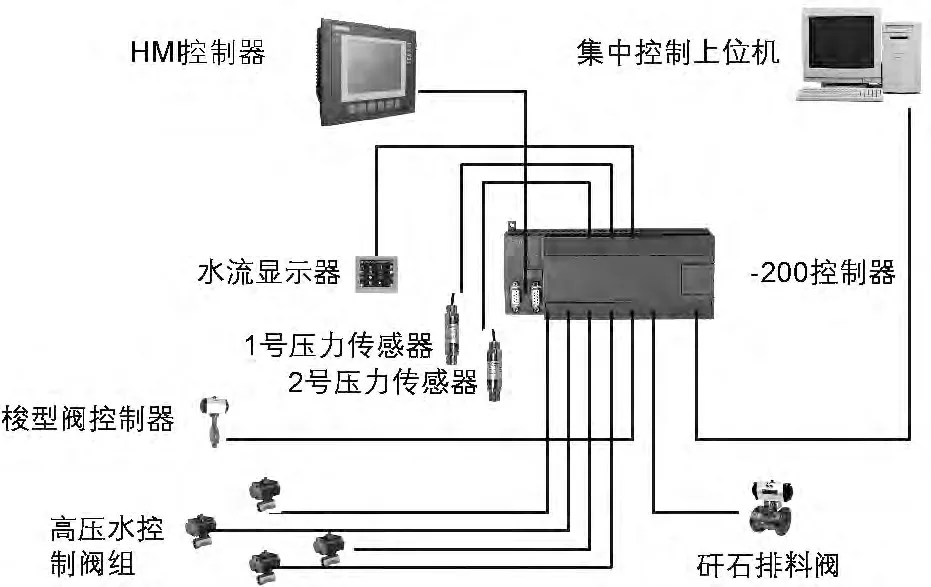
图3 RC1800控制流程图
调试是最关键的部分,安装改造完成的控制柜,保证与原有的外部控制设备可靠连接,并修改对应相关程序参数及设定值与工艺参数相结合,设置触摸屏参数与PLC 控制器参数做到通讯无缝连接,集中控制上位机监测RC1800煤泥分选机数据,保证设备与上一级联锁可靠,见图4、图5。
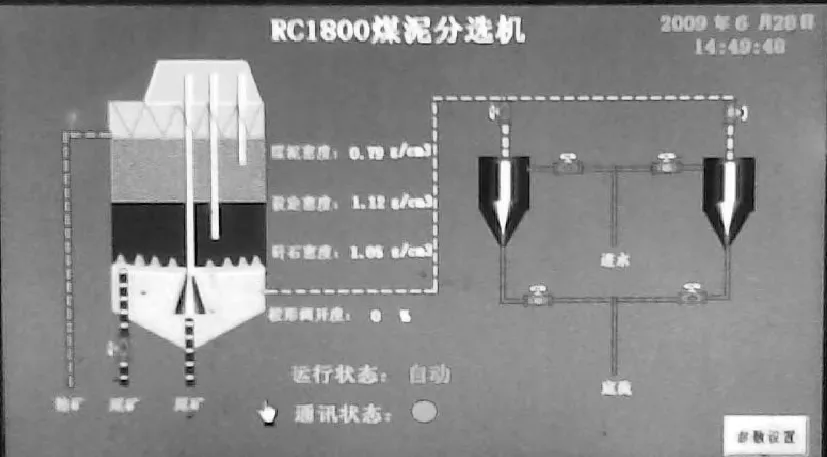
图4 改造后HMI触摸屏
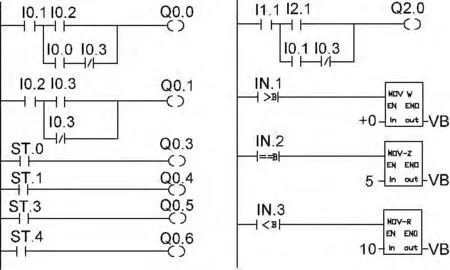
图5 S7-200逻辑梯形简易图
4 结语
经过一个月的安装调试,3 台RC1800 控制器改造圆满完成,也得到了很好的效果,煤泥分选机事故基本排出,维护也简单化,提高了生产率,保证了选煤厂正常生产运营。本次改造利用现在技术大胆改造国外进口设备,攻克了技术难题,通过这次改造,使今后电气的维护非常方便,操作也简单。为将来国内选煤行业同型号的设备,在安装维护方面有例可循,起到了很好的借鉴作用。
[1]谢广元.选矿学[M].北京:中国矿业大学出版社,2004.
[2]匡亚莉.选煤工艺设计与管理[M].北京:中国矿业大学出版社,2007.
[3]孙玉波.重力选矿[M].北京:冶金工业出版社,1998.
[4]王振生.选煤厂生产技术管理[M].北京:煤炭工业出版社,2010.