药皮辅料交互作用对1Ni9钢焊条脱渣性的影响
2015-12-09李继红张兴璇刘明志
李继红,张兴璇,刘明志,张 敏
(西安理工大学材料科学与工程学院,西安710048)
0 引 言
与不锈钢和低温用铝合金相比,1Ni9钢不仅具有合金含量少、价格低廉、许用应力大、热膨胀率小的优点,还具有优良的强韧性和焊接性[1-3],广泛应用于低温压力容器、储罐(液化天然气)、风机等领域[3-5]。但目前应用于超低温(-100~-196℃)工况的设备或容器在制备过程中所使用的1Ni9钢焊接材料(例如焊条)依然依赖进口,因此,研发适于1Ni9钢的专用焊条,对保证低温条件下焊接接头的力学性能与母材的相匹配,并降低生产成本,无疑具有重要的现实意义。
在新型焊条研制过程中,焊条的工艺性能是评价焊条性能的一个重要方面,而焊条药皮辅料组分是焊条工艺性能的决定性因素。近年来,国内许多焊接工作者探讨了药皮辅料组分对焊条工艺性能(例如脱渣性、稳弧性、飞溅率等)的影响[6-7],然而大多数研究只停留在经验性分析层面,且在多种辅料交互作用对焊条工艺性能影响的研究上仍有欠缺。由于决定焊条工艺性能的药皮辅料种类较多,而且原材料以及不同辅料间的交互作用都会对焊条的工艺性指标产生相当大的影响,所以焊条工艺性能的多项指标要同时达到最优极为困难。统计学软件SAS因具有计算简单、操作灵活、实用性强和多角度多元素综合分析等优势而被广泛应用[8]。鉴于此,作者针对1Ni9钢的手工电弧焊问题,按照均匀设计法设计了专用焊条药皮配方,并采用SAS软件建模,对影响1Ni9钢焊条脱渣性的因素及影响规律实现了量化分析,为今后1Ni9钢所用焊条的研制及生产提供理论支持。
1 试样制备与试验方法
在传统低氢型焊条药皮成分范围[9]的基础上,根据1Ni9钢焊条在生产和制造中的经验,选定了10种焊条药皮辅料,将它们的质量分数作为试验设计中的自变量X。碳酸盐、萤石、锆英砂、锰铁、硅铁、钛铁、钛白粉、金红石、长石、云母的质量分数分别记为X1~X10。
云母和长石具有稳定电弧、造渣以及改善焊条药皮压涂性能的作用,而对药皮脱渣性能的影响不大,故以固定其含量(即常数值)的方式加入焊条药皮中。药皮辅料的配方如表1所示。后续回归分析中所用的自变量共8个。
按照均匀设计法,依据药皮成分范围确定的试验条件为8因素、17水平;选用均匀设计表U17(178),设计了17种焊条药皮配方,具体如表2所示。

表1 药皮辅料的质量分数Tab.1 Mass fraction of coating components(mass) %
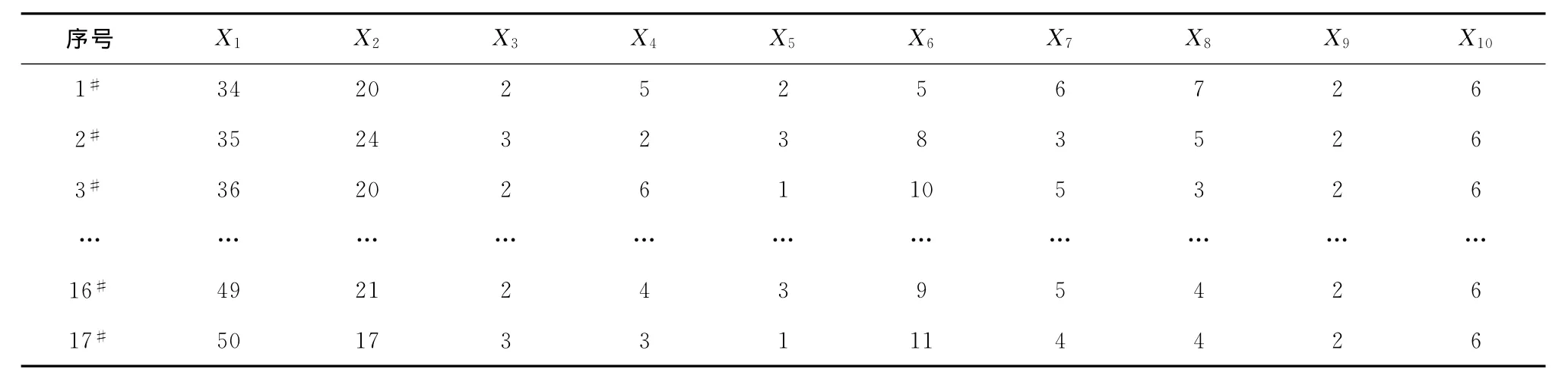
表2 均匀设计试验点和各药皮辅料的质量分数Tab.2 Test points of the uniform design and mass fraction of coating components(mass) %
试验焊条焊芯选用镍质量分数约为60%的ENiCrMo-3合金,以保证熔敷金属具有良好的抗腐蚀开裂性能和抗点蚀性能,尤其是在-196℃下仍保持良好的韧性,从而有利于确保获得低温性能良好的焊缝金属。各药皮辅料经混拌均匀后,加入钾钠混合水玻璃使其粘接成团,经压涂等制作工序后将17组焊条烘干。为防止焊条药皮开裂或脱落,试验所采用的烘干工艺为:60℃保温10h→120℃保温1h→180℃保温1h→250℃保温1h→350℃保温1h。
焊条制备好后进行工艺性焊接试验,采用nebula400型逆变焊机进行平板堆焊。参考JB/T 8423-1996《电焊条焊接工艺性能评定方法》对所有焊条所形成的焊道的脱渣情况进行测试,然后根据式(1~2)计算每条焊道的脱渣率D。
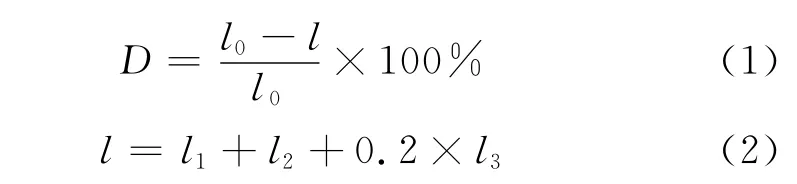
式中:l0为焊道的总长度,mm;l为未脱渣焊道的长度,mm;l1为完全未脱渣焊道的长度,mm;l2为严重粘渣焊道的长度,mm;l3为轻微粘渣焊道的长度,mm。
每种焊条测定两根,取其脱渣率的算术平均值作为该种焊条脱渣性评价指标的因变量Y。表3给出了17种焊条的脱渣率结果(Y值)。
2 试验结果与讨论
2.1 回归方程的建立
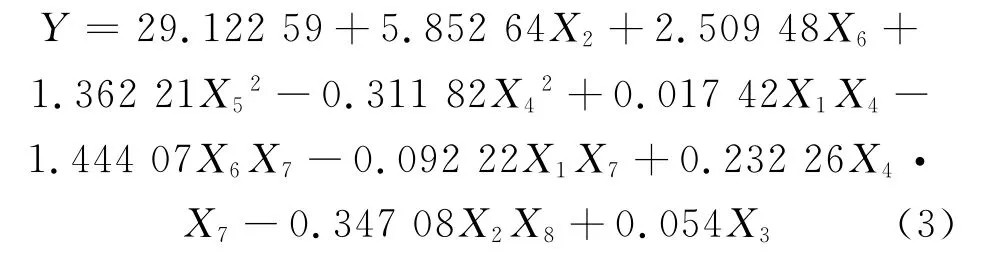
由于药皮各组分对工艺性能多项指标的影响非常复杂,多呈交互作用,因此采用SAS软件回归统计计算X对脱渣性影响的数学模型。通过二次回归分析,利用全部自变量的一次项和二次项(共44项)即:X1,X2,…,X8,X12,X22,…,X82,X1X2,X1X3,…,X2X3,…,X7X8作为输入数据,并在SAS编程窗口中输入逐步回归命令,对输入的数据进行逐步回归,从而建立了焊条药皮辅料组分与焊条脱渣性相关的数学模型,其回归方程如式(3)所示。

表3 17种焊条脱渣率的测试结果Tab.3 Slag detachabilities of 17types of electrode %
该数学模型的方差分析如表4所示。从回归方程可以看出,在所选的全部44个含有自变量的项中,有10个项反映出药皮辅料对焊条脱渣性具有影响,而且这些影响绝大部分都呈现交互作用的形式。当取α=0.001时(即极显著分析),查表得F0.001(9,7)=10.7<461.96,这表明回归统计是完全可行的。从方差分析表中还可以看出,回归模型的显著性概率P 值(Pr>F)小于0.000 1,十分显著,说明回归是十分有效的。由逐步回归的输出结果可以知道回归方程的决定系数R-square=99.78,这同样说明线性回归结果为十分显著。在输出的回归系数表中,各自变量的显著性概率P值只有一项大于0.05,其余均小于0.05。所以该回归方程具有良好的拟合效果,能够满足实际应用的需要。
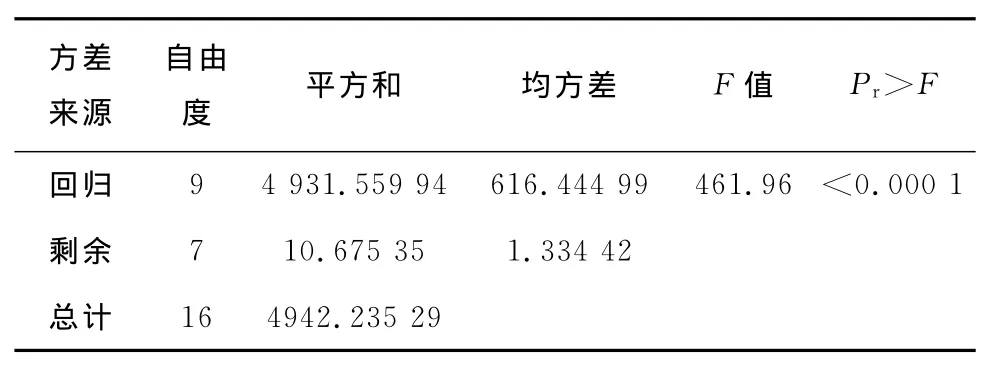
表4 数学模型的方差分析Tab.4 The variance table for the mathematical model
2.2 萤石含量对脱渣性的影响
从回归方程(3)可以看出,X2(萤石的质量分数)对焊条的脱渣性具有较大影响。在回归方程中涉及到X2的项有两项,即+5.822 64 X2和-0.347 08 X2X8,说明 X2与Y(脱渣性)的关系是呈非线性的,其对脱渣性的影响也相对复杂。由于萤石在焊条药皮中的主要作用是为形成玻璃相而提供Ca2+,萤石含量越多,生成的Ca2+含量就越多,脱渣率也就越高。此外,萤石在高温下能与SiO2和TiO2等反应生成SiF4和TiF4气体,这些气体可以排除电弧区的氢气,防止氢溶解于焊缝金属中,减少产生气孔的几率。由于萤石的熔点较低,可以降低熔渣的熔点,使得焊后冷却过程中焊缝金属在液态熔渣的充分保护之下凝固,亦有利于脱渣。但从另一个角度看,萤石的主要成分为CaF2,它与电弧区空腔气氛中的K+、Na+发生反应,从而降低K+、Na+的浓度,使电弧稳定性下降,对焊缝成形不利。因此,随着萤石含量的进一步增加,反而会使脱渣变得困难,所以在配方设计中要综合考虑其作用。
2.3 硅铁含量对脱渣性的影响
在回归方程(3)中,硅铁含量X5的相关项系数为+1.362 21,且为二次方项,说明硅铁含量与脱渣率呈正相关关系。硅铁在焊条药皮中的主要作用是对焊缝金属进行合金化,以及与锰铁联合脱氧,其脱氧产物MnO和SiO2能够复合为硅酸盐MnOSiO2,而MnOSiO2具有密度小、熔点低的特点,并且在钢液中处于液态,从而易于聚合成大而轻的质点浮入熔渣中,既有利于焊后脱渣,也降低了焊缝中的氧含量,使焊缝夹杂物减少,有助于焊缝力学性能的改善。一般焊条药皮中所添加的硅铁中SiO2的质量分数约为75%,而SiO2中的Si-O键能较大,因此,当硅铁含量过高时,SiO2含量就越多,药皮的熔化温度进一步升高,焊接过程中不利于熔渣对焊接熔池的良好保护。此外,SiO2还具有稀释熔渣的作用,过多的SiO2会使熔渣过稀,从而使熔渣的覆盖性变差,不能很好地隔离空气,这对焊条的脱渣性不利。
2.4 钛铁及钛白粉含量对脱渣性的影响
钛铁含量X6对焊条脱渣性的影响较大。根据回归方程(3)并分析可知,钛铁的加入有利于焊条的脱渣,这是由于钛铁与硅铁类似,在焊条药皮辅料中起到脱氧剂的作用。而对于钛白粉而言,其主要成分为TiO2,在焊接过程中,当TiO2的质量分数较低时(小于3%),熔渣渣壳变脆,渣壳内气孔增多,对于这种疏松的渣壳结构,渣内的结合力比熔渣与焊缝金属界面的结合力小,所以在焊后敲击除渣过程中,冲击载荷会使得渣壳自身碎裂,但小块渣壳与焊缝之间仍不易脱离,造成焊道粘渣[10-12]。同时,由于TiO2的分解压力小,因此,它有降低溶解于焊缝金属中氧含量(FeO)的作用,当TiO2含量较少时,FeO含量相对较多,其共格地搭建在焊缝金属α-Fe晶格上,使熔渣与焊缝金属结合在一起,出现严重粘渣。另一方面,钛铁和钛白粉存在一定的交互作用(相关项系数为-1.444 0),该交互作用不利于焊条的脱渣性。
2.5 碳酸盐含量对脱渣性的影响
在低氢碱性焊条中,碳酸盐作为其主要的药皮成分,对焊条的脱渣性起到至关重要的作用。根据回归方程(3)可知,碳酸盐和锰铁之间的交互作用对焊条脱渣率的影响呈正相关(相关项系数为0.017 42);而碳酸盐和钛白粉之间的交互作用对焊条脱渣率的影响呈负相关(相关项系数-0.092 22)。碳酸盐的成分主要以大理石和白云石为主,大理石的主要成分为CaCO3,白云石的主要成分为CaCO3和 MgCO3。一方面,CaCO3和MgCO3在高温时分解产生CO2气体,起到排除空气保护熔池的作用,生成的CaO作为造渣成分覆盖在焊缝金属上,可防止焊缝金属被氧化;同时,析出的CO2气体使电弧气氛具有氧化性,可以降低焊缝金属中的氢含量,使焊缝金属纯净。但随着大理石含量增加,熔渣的熔点升高,在高温时形成的玻璃相黏度增大,这会对脱渣性不利;MgCO3虽然提高了熔渣的碱度,不利于获得成形性较好的焊缝,但可以使熔渣的致密度得到改善,同时使熔渣的透气性增加,提高渣的表面张力。在试验的成分范围内,由于碳酸盐与药皮中其它组分的交互作用,其含量的增加使得焊条的脱渣性呈缓慢降低的趋势。
2.6 锰铁含量对脱渣性的影响
从回归方程(3)可以看出,锰铁含量(X4)对焊条脱渣率的影响既有独立作用,也有和其它组分的交互作用。X4的二次方项与焊条的脱渣性呈负相关,锰铁与钛白粉的交互作用对焊条脱渣率的影响呈正相关,并且钛白粉和锰铁交互作用的影响较锰铁的独立影响稍弱。这主要是因为在低氢碱性焊条中含有较多的碱性氧化物,当采用锰铁参与脱氧时,生成的MnO亦为碱性氧化物,因此不能与熔渣中的碱性氧化物结合成为复合化合物而进入熔渣中,从而对脱渣不利。钛白粉中TiO2的质量分数为95%,且其属于酸性氧化物,可以和碱性氧化物CaO结合生成复合化合物CaO-TiO2,有利于焊条脱渣。
2.7 各药皮辅料对脱渣性的影响趋势
根据回归方程的结果,回归出8种焊条药皮辅料对焊缝脱渣率的影响,如图1所示。图中,在考察某一种材料成分变化对脱渣率的影响时,另外7种材料的含量取中间值。
从图1中可以看出,在试验所确定的成分范围内,碳酸盐或金红石的含量越多,对焊条脱渣性越不利,而后者成分的变化对脱渣率的影响更为明显;萤石与钛白粉对焊条脱渣性的影响均呈非单调关系,随着萤石或钛白粉含量增加,焊条的脱渣率呈先增后降的趋势;锆英砂对焊条的脱渣率基本无影响;锰铁含量较低时,其含量的增加对焊条脱渣性的影响不明显,但随着锰铁含量进一步增加,呈现出对焊条脱渣性不利的影响;硅铁、钛铁的含量越多,对焊条的脱渣率越有利。图1虽然是在单因素变化的条件下绘制的,但是通过回归方程的测算,总体上说明了药皮辅料在其成分范围内对焊条脱渣率的影响趋势,对今后1Ni9钢焊条的试验与生产可起到了一定的借鉴作用。

图1 药皮辅料质量分数对1Ni9钢焊条脱渣率的影响Fig.1 Effects of mass-fraction of coating components on slag detachability of 1Ni9 steel electrodes
3 结 论
(1)通过均匀设计和SAS软件回归分析,得到了药皮辅料各组分对1Ni9钢焊条脱渣率影响的回归方程以及影响规律。
(2)在试验所确定的成分范围内,大多数药皮辅料对焊条脱渣性的影响以交互作用的形式表现出来;增加硅铁、钛铁的含量对改善焊条的脱渣率有利;碳酸盐或金红石含量越多,越不利于焊后脱渣;随着萤石或钛白粉含量增加,焊条的脱渣率呈先增后降的趋势;其它组分对焊条脱渣性无明显影响。
[1]张弗天,王景福,郭蕴宜.Ni9钢中回转奥氏体与低温韧性[J].金属学报,1984,20(6):405-410.
[2]FULTZ B,KIM J I,KIM Y H,et al.The stability of precipitated austenite and the toughness of 9Ni steel[J].Metallurgical Transactions:A,1985,16(12):2237-2250.
[3]严春妍,李午申,薛振奎,等.LNG储罐用9%Ni钢及其焊接性[J].焊接学报,2008,29(3):49-51.
[4]宫少涛,孙良,熊庆人,等.不同热处理状态国产9Ni钢的超低温断裂韧性[J].机械工程材料,2013,37(2):71-77.
[5]刘祥儒.9Ni钢低温储罐焊接施工经验与工艺问题探讨[J].石油工程建设,1997(5):14-18.
[6]王勇,王宝.不锈钢焊条工艺稳定性分析与评价[J].中国机械工程,2008,19(2):245-247.
[7]孟工戈,李平,谷丰,等.基于均匀设计方法研究不锈钢焊条的脱渣性[J].材料科学与工艺,2007,15(4):500-502.
[8]黄燕,吴平.SAS统计分析及应用[M].北京:机械工业出版社,2006.
[9]张子荣,李升鹤.电焊条[M].北京:机械工业出版社,1998.
[10]杨拓宇,孟工戈,杨德云,等.药皮辅料的交互作用对不锈钢焊条脱渣性的影响[J].焊接学报,2007,28(5):85-88.
[11]孙咸.不锈钢焊条的脱渣机理及其对策[J].金属加工,2009(10):32-34.
[12]李平,孟工戈,孙凤莲.不锈钢焊条脱渣性影响因素的分析[J].机械工程师,2004(12):61-62.
