本钢原料厂提高混匀料质量的生产实践
2015-12-05供稿包海军
供稿|包海军
本钢原料厂提高混匀料质量的生产实践
供稿|包海军
内容导读
介绍了本钢原料厂的混匀料场工艺概况和原料条件,并对工艺特点和原料条件进行了详细分析,针对炼铁原料品种多、来源广、成分波动大等特点,严格执行入厂原料的检验和分类存储、对单品种原料进行检验、加强布料过程中的质量检验等措施确保原料的稳定,针对工艺不稳定、配料秤波动大的情况,规范混匀料堆的工艺参数,严格工艺纪律,加强配料秤的校验管理,采用PLC自动控制等措施提高配比的准确性。通过以上措施混匀料的质量稳定率逐步提高,同时烧结矿质量也有了显著地提高。
本钢板材公司原料厂混匀料场主要为炼铁厂两台265 m2烧结机和4747 m3高炉配套设计的,于2008年10月投入使用,每年供应400万t混匀料。混匀料场使用的目的就是为稳定烧结原料成份提供了一条有效途径,对烧结操作,改善烧结技术指标将起到重要作用。但投入初期,由于使用的烧结含铁料品种多而杂,成份波动大,给烧结配料带来较大困难,导致烧结矿质量难以控制,给新1#高炉稳定顺行带来较大影响。为了实现“三分操作,七分精料”的供料理念,原料厂通过采取含铁料流程控制、优化配料结构等措施的研究与探索,到2013年末,混匀料全铁和SiO2质量稳定率有了大幅度的提高,对烧结和高炉稳产、顺行和降低能耗起到至关重要的作用。

图1 混匀库流程图
工艺概况和原料的条件
工艺概况
原料厂烧结含铁料料场分为一次料场和混匀料库,见图1。一次料场分为A、B、C三个料条,配套三台堆取料机,有效存储面积14.5万m2,储存物料41万t。各种含铁料按照物料分堆卡通过翻车机或汽车卸到一次料场指定的位置。然后根据配料使用需要,单品种含铁料通过堆取料机运送到配料室矿槽中。配料矿槽共有14个,单矿槽容积280 m3,储存量为600 t。配料时按照配料比例通过圆盘给料机和电子皮带秤实现自动配料控制要求。混匀库是各种含铁料混匀作业的场地,混匀库设有A、B两个堆位,采用一堆一取制度,通过堆料机实行人字形布料。每个单堆布料长度195 m,宽度33.5 m,高度13.5 m,单堆布料11万t。取料使用时,由双斗轮混匀取料机截取,把混合均匀的含铁料运送到烧结机料槽中使用。
原料条件
2011年前,原料厂烧结各种含铁原料多达15种,包括公司铁精矿粉、地方铁精矿粉、低品位巴西砂、高品位巴西砂、杨迪粉、PB粉、纽曼粉、印度粉、秘鲁粉和公司内部回收的氧化铁皮、除尘灰、沉泥、钢渣粉、酸性料筛下物等。原料来源广、成份波动大,即使同一个品名的原料,来自不同的供应商,其质量指标也有较大的差异。例如:本溪周围地方铁精矿粉的供应商有30余家,年供应量在150万t左右,供应的质量虽然都符合进货标准,但TFe指标在65%~67%不等,SiO2指标在6%~8.5%不等。又如公司内部回收的除尘灰TFe指标在25%~50%不等。由于品种多而杂,且每堆配料只使用8、9个品种,导致经常变换配比,其质量波动较大,影响也较大。当时也通过考察和学习其它单位Block布料方法,但根据料场的生产工艺技术要求,不适合使用这种方法。为了满足生产工艺的要求,改变配料结构,实行科学有效的配料,2011年年初,原料厂通过探索研究,将公司内部回收的含铁料——氧化铁皮、除尘灰、沉泥、钢渣粉、高炉灰和酸性料筛下物6个品种按回收比例单独配料形成一个大品种(回收含铁混合料)参与与其它品种的配料,这种配料方法不仅缓解了物料的存放场地,减少了配料的品种数量,更主要是大大提高了配料的稳定率。
优化混匀料的过程控制
原料的检验与储存
◆ 严格执行入厂原料的检验和分类储存
原料厂始终把“精料”管理放在首位,严把入厂质量关,每一批原料都做出质量全分析。根据料场的储存条件,不可能按照每个供应商的原料进行单堆存放,按照大类别、品质一样或接近的单独储存,建立分堆卡,严格执行“平铺切取”制度,杜绝混料。例如将30家供应商的地方矿粉按质量分成两类:一是将TFe 65%~66%放在一起使用;二是将TFe 66%~67%放在一起使用,以减少配料存在的偏差。
◆ 布料前堆位单品种原料的检验
对落入场地的巴西砂、纽曼粉、公司矿粉、地方矿粉、回收含铁混合料等,都进行批批质量抽采,以保证对理论数据进行修订,从而保证配料的准确性。
◆ 布料过程中的质量检验
每堆布料11万t,在布料过程中的质量监控实行3-3-3-2分4个阶段的检验方法,即每个阶段布料3万t(第4阶段按2万t布料),沿布料堆位进行“M”或“W”多点位进行采样、检验。如果第一阶段的质量数据偏离设定的理论质量中值,在第二阶段的布料中将对配料比进行修订,已达到配料的准确性,最终料堆布满后质量满足烧结的技术要求。
◆ 加强操作管理,严格质量考核
通过完善检验和储存管理,原料厂制定了混匀料质量过程控制的考核办法,以提高职工的责任心,为配料提供准确、详实的数据,降低原料成份波动给混匀料配料带来的质量影响,并将其纳入经济责任制进行考核,以此保证混匀料的质量稳定。
混匀料布料环节的控制
◆ 定好布料的堆放体积,实行平铺混匀
混匀布料严格执行“四定”原则,即采用定起点、定终点、定宽度、定高度,利用堆料机采取人字形往复行走连续堆料作业方式布料。堆料机走行速度10 m/s,每堆布料的层数随着高度和流量的变化而变化。为了减小布料的粒度偏析,在布料过程中,通常将布料机悬臂皮带的下料口与料堆的堆顶的距离始终保持400~500 mm;当布料数量达到8万t时,堆顶的料层变薄,堆底的料层变厚,偏析更加严重,因此采取每小时布料量从1200 t减到900 t,这样布料层数从290层增加到320层,增加了配料的稳定性。
◆ 提高配料准确率,重点是加强配料秤的管理
在混匀料布料过程中,各个配料圆盘流量按照配比进行设定,不得随意更改,操作人员随时关注圆盘瞬时流量,对实际流量值与理论流量值出现偏差时立即停料处理。同时采取定期实物标定与挂链码标定相结合的方式以确保配料秤准确,从而保证了混匀料配比的准确和稳定。
◆ 采用PLC自动控制和闭环监控系统
原料厂在混匀配料过程中,采取PLC控制技术,并不断升级改造。目前通过电脑集中控制,运行系统一目了然。同时对配料系统安装监控系统,并不断完善,目前已经对质量控制点,如圆盘配料机控制点、斗轮堆取料机和布料机控制点等增加了闭环监控,保证配料质量处于可控状态。
优化混匀料取得的效果
通过几年来的不断完善与总结,混匀料的质量稳定率逐步提高,截止到2013年末,混匀料稳定率TFe达到95.27%,SiO2达到89.18%,分别比2009年提高12.78%和16.46%。我们对2009-2013年间混匀料的质量指标稳定率和烧结矿质量稳定率情况进行了对比,结果分别见表1和表2。

表1 2009-2013年混匀料质量稳定率对比表 %
从表1看出,通过加强管理和科学布料混匀料的TFe稳定率由2009年82.49%提高到2013年95.27%。混匀料SiO2稳定率由2009年72.72%提高到2013年89.18%。
从表2看出,通过提高混匀料的质量,使得烧结矿的TFe稳定率由2009年95.61%提高到2013年99.28%。烧结矿R稳定率由2009年87.81%提高到2013年96.15%(R为烧结矿碱度,是烧结矿的重要指标,直接影响烧结矿质量,是指标烧结矿中CaO含量与SiO2含量的比值)。

图2 混匀料和烧结矿TFe稳定率对比图

表2 2009-2013年烧结矿质量稳定率对比表 %
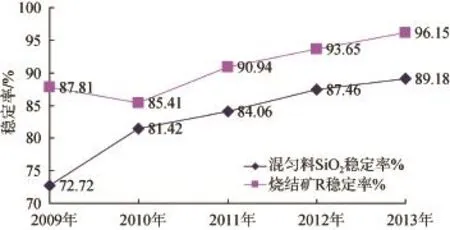
图3 混匀料SiO2和烧结矿R稳定率对比图
结语
(1) 重视电子秤的配料精度,通过多次试验并反复论证,确定用实物代替链码的电子秤校验方法,解决了电子秤带来的系统误差。
(2) 通过原料厂内部加强管理,工艺系统优化,加强设备点检、定修,提高了混匀料的质量,使得混匀料的全铁和二氧化硅含量相对稳定,提高了堆取料机的作业率,为板材炼铁厂烧结优质高产提供了有力保障。
(3) 通过几年来的不断完善与总结,混匀料的质量稳定率逐步提高,截止到2013年末混匀料稳定率TFe达到95.27%,SiO2达到89.18%,分别比2009年提高12.78%和16.46%。
[1] 冯二莲 张政文等. 山西太钢提高混匀矿产质量. 全国烧结球团技术交流年会 2009
Production Practice of Improve Quality of Mixing Material in BX Steel
/ BAO Hai-jun
10.3969/j.issn.1000–6826.2015.02.14
包海军(1974.4—),男,2007年毕业于辽宁冶金技术学院,冶金工程专业,现从事原料管理工作,工程师,曾在《烧结球团》等省级杂志上发表文章,并多次获本钢年度优秀论文,本钢板材原料厂生产科工作。
本钢板材股份有限公司原料厂,辽宁 本溪 117021