提高钛合金零件镀铬结合力
2015-12-05赵金航
杨 鹏, 赵金航, 王 娟
(中航飞机股份有限公司长沙起落架分公司,湖南长沙 410200)
引 言
钛及钛合金是非常活泼的金属,由于表面容易生成一种自然的氧化膜,很难获得结合力良好的镀层。钛合金耐腐蚀性能优异,中温性能好,目前在各个领域特别是航空工业上得到应用。但是由于钛及钛合金耐磨性能差,表面易擦伤,限制了钛及钛合金的应用范围,为此,通过电镀铬可以提高表面硬度及耐磨性。近年来钛合金零件镀铬在工业上的应用,经对国内几大航空制造业统计,钛合金镀铬产品合格率不足50%。为了提高镀铬产品的合格率,对常见故障环节分析,通过实验对比研究,找准导致结合力差的原因,进行了工艺方法改进。通过生产验证,提高了镀铬层与钛合金基体的结合力,使钛合金镀铬产品合格率提高。
1 技术指标
钛及钛合金镀铬层技术质量要求为:
1)镀层外观。铬层外观为均匀一致乳白色,光滑,无鼓泡、无起皮;
2)厚度。硬铬铬层厚度达到工程镀铬厚度要求,δ为21~48μm;
3)结合力。镀硬铬后分别采用不同方法的结合力试验,更为严格的控制镀层结合力。
a.依据Q/J11-3046-2002《钛合金电镀铬工艺》要求进行磨削法;
b.依据转包BAC5709《电镀铬》的要求进行錾击法;
c.依据HB5041的要求进行加热法、弯曲法。
4)硬度。硬度按照ASTM E384检测,铬层硬度值不小于700HV。
2 方案设计
钛合金镀铬工艺流程为:
喷砂→除油→水洗→氢化→水洗→镀乳白铬→水洗→干燥→检验→真空热扩散→水吹砂→除油→水洗→镀硬铬→水洗→干燥→检验。
按照工艺流程进行分析。在生产过程中,铬层出现鼓泡、起皮和脱落的现象主要出现在镀乳白铬和真空热扩散后。因此镀乳白铬前的氢化、真空热扩散工序及乳白铬层的厚度是导致铬层质量低的主要环节,也是实验的主要方向。
3 实验及结果分析
3.1 氢化处理对镀铬层质量的影响
氢化处理是为了在钛合金表面形成钛氢化合物膜层,以提高钛合金与铬镀层的结合力。确定氢化处理液对氢化处理质量影响最佳参数。
实验方案。用4个1000mL的烧杯新配置氢化溶液,分别将2、3、4和5dm2的试件进行氢化处理,通过不同面积试件氢化处理后,对零件表面状态进行对比,验证氢化液的使用极限。
氢化液配方[1]及操作条件:
硫酸(ρ=1.84g/mL) 650mL
盐酸(ρ=1.19g/mL) 350mL
θ 18~25℃t 60~90min
经氢化处理后试件外观说明。
2dm2试件氢化处理后,外观呈深黑灰色,表面深黑灰色膜层致密、均匀;
3dm2试件氢化处理后,外观呈深黑灰色,表面深黑灰色膜层致密、均匀,但相比2dm2试件颜色稍浅,略带淡紫色;
4dm2试件氢化处理后,外观呈黑灰色,明显比2和3dm2试件色泽浅,但膜层致密、均匀;
5dm2试件氢化处理后,外观黑灰色明显变浅,生成膜层有不连续现象。
将4种氢化处理后的试件立即进行乳白铬电镀,其镀后外观分析。
2和3dm2氢化处理试件乳白铬外观表面颜色均匀一致,乳白色,光滑、无鼓泡和起皮现象;
4dm2氢化处理试件镀铬后呈乳白色,5dm2氢化处理试件镀铬后镀层颜色发黑,颜色差于4dm2处理试件,表面有大量细小鼓泡现象,氢化质量不合格。
通过以上对比实验,说明在氢化处理中1L氢化溶液,最多可处理3dm2钛合金零件,可得到结合力较好的钛氢化合物膜层,有利于提高镀硬铬层的结合力。
3.2 吹砂工序对乳白铬层厚度的影响
按照加工工艺流程,镀乳白铬层真空热扩散后需要水吹砂,然后镀硬铬。吹砂采用机械方法,对乳白铬层有影响。经分析吹砂工序有可能造成乳白铬层的损失,使基体表面无乳白铬底层,造成镀硬铬质量不合格。
将试件镀乳白铬后,对不同铬层吹砂前后铬层厚度损失进行检查,结果如表1所示。
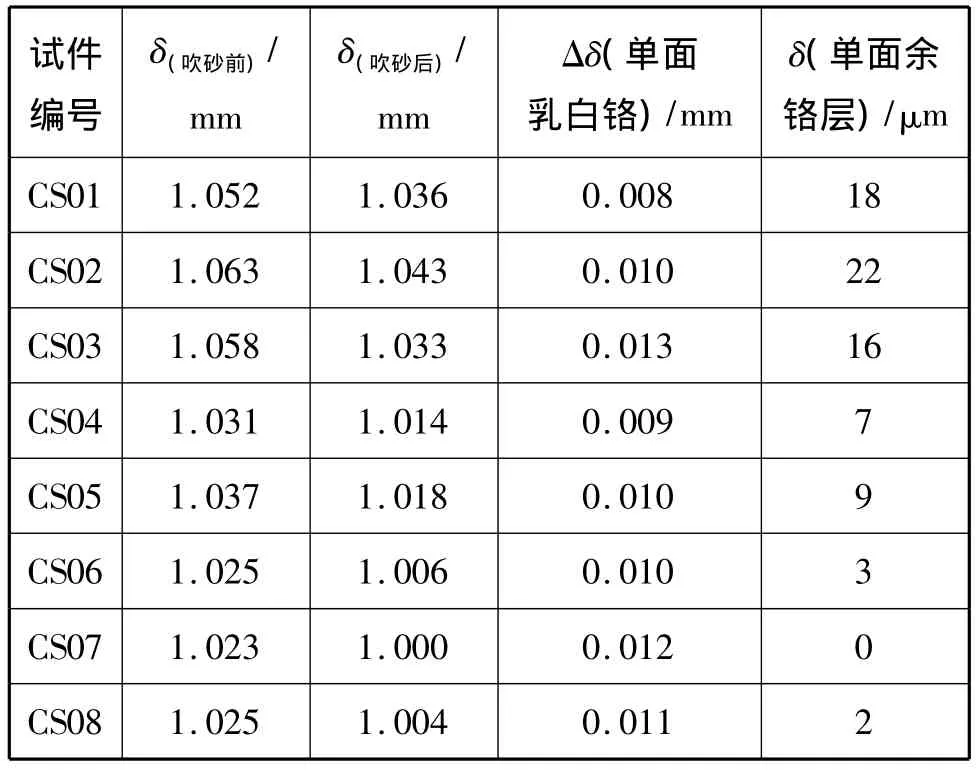
表1 试片吹砂前后镀层厚度损失试验
由表1对通过吹砂前后试片尺寸分析:
a.吹砂对乳白铬层单面δ减小7~10μm;
b.要达到表面光滑,颜色一致,无鼓泡、起皮的铬层,应控制乳白铬镀后δ为15~25μm之间,保证吹砂后乳白铬层δ为5μm以上;
c.选取吹砂后,乳白铬层δ在5μm及以下试件进行金相分析。
使用ZEISS显微放大镜(德国),在200倍下观察试片表面形貌,如图1所示。
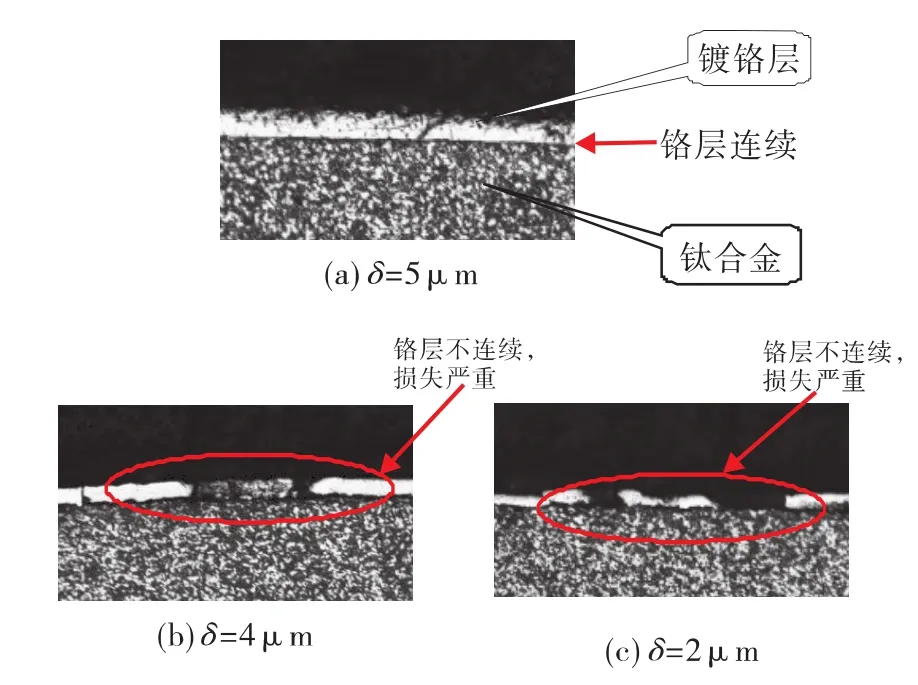
图1 乳白铬层吹砂后金相照片
由图1显示,由于乳白铬层厚度不足,经吹砂处理后,局部乳白铬层脱落损失,造成镀硬铬层结合力不良。为了保证吹砂后乳白铬层完整,乳白铬层δ需控制在15~25μm。
3.3 硬铬层结合力试验
根据上述三个重点工序的实验分析,对零件经乳白铬电镀、真空热扩散和镀硬铬后进行结合力试验。
1)弯曲法。将试样用钳子夹紧,使弯曲直径与试样厚度相当,反复弯曲180°,直至基体金属折断;在放大5倍的条件下检查断口和相邻区域,镀层与基体金属不分离为合格,在放大镜下观察到镀层龟裂属于合格;镀层与基体金属分离、镀层起皮或脱落均为不合格[2]。试样外观见图2和图3。
图2 弯曲法测试前试件硬铬层外观

图3 弯曲法测试后试件断裂端面外观
由图2、图3显示,通过弯曲法对铬层结合力检查后,镀层无起皮、剥离,结合力合格。按产品技术要求对硬铬试件进行硬度检查[3],测试结果见表2。其值均大于700HV,硬铬层硬度合格。
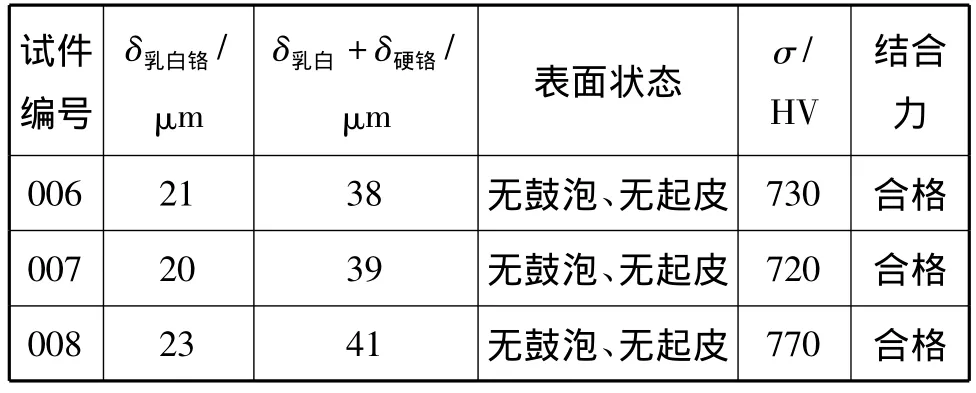
表2 弯曲法结合力测试结果
2)磨削法。使用MG1432A高精外圆磨床磨削铬层,目视或在放大5倍的条件下检查磨削表面,镀层与基体金属不分离、无镀层起皮或脱落时,镀层结合力合格[2]。试样外观见图4和图5。

图4 磨削法测试前试件硬铬层外观
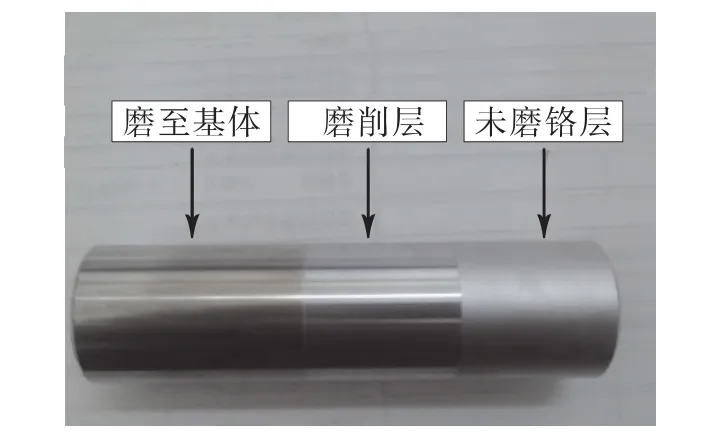
图5 磨削法测试示意图
通过磨削法对结合力试件检查后,镀层无起皮、剥离现象,结合力合格,对铬层硬度检查[3],其值均大于700HV,硬铬层硬度合格。测试结果见表3。

表3 磨削法结合力测试结果
3)錾击法。錾刀刀尖应紧贴在镀层/基体金属界面上,用一个0.45kg的非弹性塑料头的锤子錾切镀铬层,肉眼检查断裂区,若开裂区域有超过60%的电沉积铬层,则认为镀层结合力可接受,在錾刀冲击位置处要求基体金属局部暴露[5]。测试结果见图6和表4。

图6 錾击法测试试件硬铬层外观

表4 錾击法结合力测试结果
4)加热法。将錾击法试件在空气炉中加热至300℃,保温1h,在水中冷却。检查铬层是否脱落。测试结果见图7。
图7 加热法测试试件检测示意图
通过加热法对结合力试件检查,铬层无起皮、剥离现象,结合力合格,对铬层硬度检查[3],其值均大于700HV,硬铬层硬度合格。
通过以上四种不同的结合力试验验证,镀层结合力均合格。
4 结论
经过多项工艺试验探索,分析了预处理氢化溶液参数对乳白铬层的质量影响,在乳白铬层上防止了吹砂对铬层厚度的损失,通过真空热扩散使乳白铬层与钛合金机体表面进行了组织扩散,更好的保证了乳白铬层的结合力,为后续的硬铬沉积打好了底层。经过各项结合力试验验证均满足铬层技术要求,为钛合金零件的铬层结合力的提高具有重要的指导意义。
[1] 孙志华.Q/J11-3046-2002,钛合金电镀铬工艺[S].
[2] 卜建亮.HB 5041-1992铬层质量检测[S].
[3] ASTM E384,材料的努氏硬度和维氏硬度的标准测试方法[S].
[5] BAC5709 T,电镀硬铬[S].