煤气发生炉爆炸事故原因分析与思考
2015-12-05黄元科刘兆明
黄元科 刘兆明 崔 萍
攀枝花市特种设备监督检验所
2014年10月20日凌晨2:40左右,攀枝花市某化工有限公司3号煤气发生炉正在加水过程中发生爆炸,爆炸造成该车间的上部局部被摧毁,3号煤气发生炉炉体被炸飞约70m远,倒立落在一台容量为3000t硫酸罐旁的空地上,炉体外壁有多处向内凹陷,炉体的夹套内壁约有三分之一被撕开并向炉体中心呈褶皱状变形严重;炉顶盖飞出,落在硫酸罐的顶部并造成硫酸罐顶盖及人梯局部变形。3号炉体落地点附近,硫酸罐体中部有被擦挂的痕迹,厂区一段堡坎被砸塌,有数条管道被砸变形。该事故造成两人死亡,两人重伤;共造成直接经济损失445.6万元。
1 事故设备情况
发生事故的特种设备为一台Ф3.0m煤气发生炉炉体,企业自编号为:3号煤气发生炉;产品型号:Ф3000/3400×20/12×4220;出厂编号:11086;容器容积:6.2m3;容器内径:3000mm;容器高度(长):4220mm;设计压力:壳程0.02MPa、夹套0.25MPa;设计温度:壳程250℃、夹套138℃;容器钢板材质为Q245R(GB 713),厚度为20mm,夹套钢板为Q235B(GB/T 3274),厚度为12mm。2012年07月09日安装完毕后投入使用,有特种设备使用登记证。
2014年5月28日,攀枝花市某化工有限公司3号煤气发生炉因灰盘座圈轨道开裂,停炉检修 。2014年10月17日,设备检修工作完成。2014年10月19日晚,3号煤气发生炉重新点火投入运行。
2 检测试验
2.1 断口宏观形貌分析
炉体容器钢板在炉底附近沿底板角焊缝的热影响区断裂,容器内壁撕裂开并向炉体中心呈褶皱状变形,撕裂长度3.9m。图1为容器钢板断口区的外貌,图中ab段,cd段断口表面与拉应力方向成45度[1],具有韧性断裂的明显特征;图中bc段,断口表面形貌较为平整,具有脆性性断裂的明显特征。图2容器钢板断裂源区(标识A)和距源区一定距离的(标识B)的断口外貌,断口起源点同样具有脆性断裂的明显特征。

图1 容器钢板断口区的外貌

图2 容器钢板断裂起源
2.2 金相检验
在断裂源区的一段断口上,随机切取的横断面试验,在断口边缘,有一薄层部分相变区,其组织为铁素体+马氏体。
2.3 扫描电镜(SEM)断口观察
断口面经清洗后,几个断裂起源点经SEM观察,显示断口面大部分面积显示解理断口[1]。
2.4 夹套钢板的化学成分分析和力学性能试验
(1)对夹套钢板取样进行化学成分分析,其结果见表1,其值符合GB 713-2008 《锅炉和压力容器用钢板》中规定的Q245R钢材的要求。
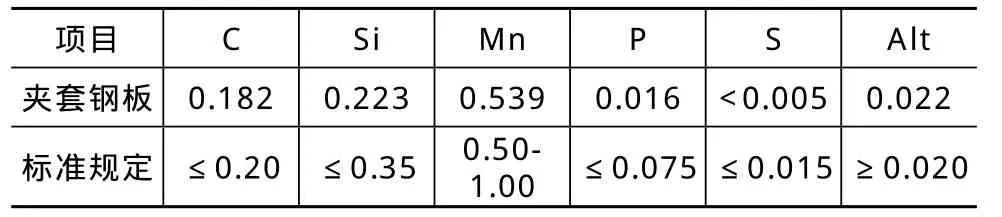
表1 夹套钢板的化学成分(%)
(2)在断裂起源位置附近和远离断裂源的区域制备的纵向和横向拉伸试样,测定了容器钢板的力学性能,其结果见表2,其值符合GB 713-2008中规定的Q245R钢材的要求。
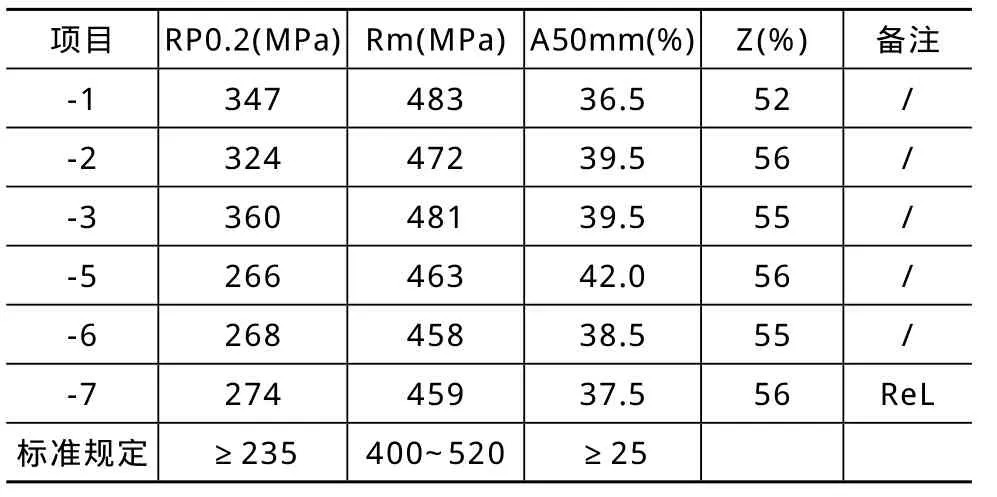
表2 拉伸试验结果
2.5 阀门检验试验
煤气发生炉系统主要由汽包、煤气发生炉炉体、安全附件、给水管道、阀门、主蒸汽管道、上升管、下降管等组成,对系统阀门进行检验和试验,检验试验结果是给水阀门(手动和电动)组中的一只截止阀方向装反,未装止回阀;排污阀密封不严,排污接管出口未接到安全地点,而是直接弯至炉底的水封内。
2.6 安全附件检验试验
(1)汽包安全阀已过校验有效期,经检查安全阀的导向套和缓冲盘有粘连现象。
(2)汽包双色液位计,下考克阀关闭。
(3)远程水位计,在爆炸中损坏严重,连接电线损坏,在点火前使用单位未对其进行检修和与就地水位计进行校正,无法确定其性能的可靠。
2.7 相关制度、记录检查
对使用单位煤气安全操作工艺规程、设备检修管理标准、特种设备安全管理制度、巡回检查制度、交接班制度、检修记录等进行检查。
3 事故原因
3.1 直接原因
3#煤气发生炉在事故发生前,煤气发生炉夹套内已严重缺水,已发生干烧。当现场作业人员违章作业盲目向夹套内补水时,炽热的钢板骤冷开裂,水遇高温骤然汽化,致使进水口近端内筒处破裂失稳,发生第一次爆炸(煤气发生炉炉体夹套爆炸)。随后,夹套内水和蒸汽进入炉内,与灼热炭层接触,导致煤气发生炉炉内发生第二次爆炸。从而直接导致了此次煤气发生炉爆炸事故的发生。导致缺水的主要原因,一是汽包的双色液位计下考克阀门关闭,导致水位指示错误(假水位)。3号煤气发生炉检修完成后,向夹套内加水到与3号煤气发生炉炉体相连的汽包双色液位计正常水位后发现排污阀泄漏,将夹套内的水排去,检修排污阀,由于3号炉汽包的双色液位计下考克阀门关闭,显示假水位(水位计指示错误),从而导致排污阀检修完成后加水时,水夹套加水未加到汽包正常水位;二是当班人员接班后,未正确检查水位计和冲洗水位计,未在3号炉点火前补足3号煤气发生炉炉体夹套的水;三是3号煤气发生炉在运行的过程中,夹套内的水不断蒸发,排污阀密封不严,致使夹套内水逐渐流失;10月20凌晨1:44并网之后,开始使用3号炉的自产蒸汽,加剧了夹套内水的损失。
3.2 间接原因
煤气炉工艺操作规程不完善,巡回检查制度、交接班制度等制度执行不到位;管理人员、检修人员、操作人员未履行职责。
4 整改措施
(1)将煤气发生炉的使用管理纳入锅炉的使用管理。前文所述几起和本起煤气发生炉爆炸事故的直接原因均是缺水干烧,煤气发生炉使用单位已采取许多积极预防事故发生的措施,但都没有从根本上杜绝缺水干烧的直接原因,导致煤气发生炉发生爆炸事故。
将压力容器的使用管理纳入锅炉管理,国家已有先例,2005年国家质检总局发文(质检特函[2005]20号),要求将电热蒸汽发生器的使用按锅炉进行管理,在有效杜绝电热蒸汽发生器发生事故方面起到了较大的作用。
煤气发生炉由汽包、上升管、下降管、受热面、安全保护装置和仪表等组成,与锅炉本体[2]的组成相似,操作上存在上水、排污、定期冲洗水位表、手动安全阀等也与锅炉的操作相似,建议参照锅炉使用管理模式管理煤气发生炉。这样有利于使用单位在操作规程、制度建立完善方面更具体可行;在操作人员技能培训方面更符合实际的需要,能有效提高操作人员的技术水平和企业的管理水平;便于监察、检验机构的监督和检查。
根据锅炉使用管理要求建立和完善煤气发生炉使用管理8项制度[3],即岗位责任制、操作规程、巡回检查制度、设备维护保养制度、交接班制度、水质管理制度、清洁卫生制度、安全管理制度。在操作规程中规定正确冲洗汽包水位表的操作方法和步骤,规定如何判别假水位,规定汽包远程水位计与就地水位计进行检修与校对以及校对的方法,规定在煤气发生炉运行中以就地水位计指示的水位值为准。促使操作人员在操作中正确冲洗水位表,能正确判定煤气发生炉缺水事故和采取正确的紧急措施。
(2)投入足够的专项资金,用于特种设备作业人员的安全教育培训,设备日常维护保养、维修、设备更新、安全附件的更换与校验。
(3)将特种设备作业人员的教育作为企业的一项重要管理制度,列入日常管理工作。重点是参照锅炉司炉工培训内容对煤气发生炉操作人员进行培训,特别是新入职员工和持证人员。全面熟悉掌握各项操作,提高煤气发生炉操作人员的操作技能水平及安全主体责任意识,树立企业特种设备安全文化。
(4)加强监督检查各项制度落实和执行情况,特别是安全隐患问题的整改落实,各项记录的真实性,保证各项制度落实到位,消除安全隐患。
5 结束语
将煤气发生炉参照锅炉使用管理,建立和完善各项安全管理制度,加强监督检查各项制度的落实和执行情况。提高操作人员技术水平和企业管理水平,能有效防止煤气发生炉发生缺水干烧导致的爆炸事故。
[1]吴连生.失效分析技术及其应用—第五讲 断裂分类及韧、脆性断裂的转变[J].理化检验:物理分册,1995,31(5):59-61
[2]国家质量监督检验检疫总局.TSG G0001-2012 锅炉安全技术监察规程[S].北京:新华出版社,2012
[3]鹿道智.工业锅炉司炉教程(第二版)[M].北京:航空工业出版社,2005