纸机横向定量控制系统中的数据交换方法
2015-12-05刘文波王孟效
刘文波 汤 伟 王 樨 王孟效
(陕西科技大学电气与信息工程学院,陕西西安,710021)
·横向定量控制系统·
纸机横向定量控制系统中的数据交换方法
刘文波 汤 伟 王 樨 王孟效
(陕西科技大学电气与信息工程学院,陕西西安,710021)

针对纸机横向定量控制系统,对其中存在的定量数据获取及控制输出数据的传送问题进行了分析,以VB软件作为工具开发上位机软件,基于OPC技术实现了与纵向定量控制系统之间的数据交换,并基于开放系统互联简化模型自定义通信协议,利用RS485串行接口通信实现了与执行机构之间的数据交换,从而对稀释水阀开度进行调节,实现对纸张横向定量的自动控制。
横向定量;OPC;数据交换
随着造纸技术的飞速发展,采用新工艺、新装备和新技术来提高纸张抄造产量和质量成为了当前我国造纸工业技术进步与技术改造的重要方向。纸张的定量、水分和厚度是反映纸张质量的重要技术指标[1]。定量控制要达到的目标是使整个纸幅的定量在沿纸机方向(简称纵向)和横跨纸机方向(简称横向)都保持均匀[2]。当前纵向定量控制己取得较好的成果,而横向定量控制正在不断发展完善中。
实际生产中调节纸张横向定量的方法主要有两种。传统方法是通过流浆箱唇板配曲调节,也就是通过安装在流浆箱上唇板的微调机构对喷浆唇板开度大小进行调整,从而实现全幅横向定量调节。此方法存在着调节精度差、灵敏度和分辨率较低的缺点[3]。另一种则是通过稀释水流浆箱来实现,其核心技术是通过改变局部浆料浓度而实现纸张横幅定量差的调节[4],即通过在流浆箱上安装稀释水调节装置,通过改变各支管的稀释水流量,用以局部调节浆料浓度,实现全幅横向定量均匀调节[5]。与传统方法相比,稀释水流浆箱具有调节精确、调节范围大、优良的纤维定向性能等优点,因而得到了越来越广泛的应用。
为实现自动调节,稀释水横向定量控制系统首先通过扫描传感器获得纸张横向定量数据,进而运行控制算法对其进行处理得到输出控制,然后输出至执行机构,对稀释水阀开度进行调整,从而实现局部浆料浓度的改变,最终达到对纸张横向定量进行自动控制的目的,其中数据的采集、处理及输出至关重要,本文将着重于其中的数据交换方法。
1 稀释水横向定量控制系统组成
传统QCS(Quanlity Control System,质量控制系统)用于实现对纸张定量、水分、厚度等参数的自动控制,其中对定量的控制主要是指纵向定量。
随着稀释水流浆箱的使用,在传统QCS基础上扩展横向定量控制系统,便可完整实现对纸张纵向及横向定量的控制。典型的稀释水横向定量控制系统结构如图1所示。

图1 稀释水横向定量控制系统组成
在此结构中横向定量控制系统与纵向定量控制系统各自独立,共享扫描数据并共同完成纸张质量控制。在纵向定量控制系统中,通过扫描架对纸幅进行扫描获取定量数据,其中包含纵向分量及横向分量。所获得的数据存储于QCS上位机数据库中,并且用于对纵向定量进行控制。横向定量控制系统由上位机、控制柜及执行机构三部分组成,通过如下步骤实现对横向定量的自动控制:①从纵向定量控制系统获取横向定量数据;②运行控制算法,得到输出控制量;③通过数据通信将控制命令传送至执行机构,调节稀释水阀开度从而改变局部浆料浓度;④循环处理。
由以上步骤可看出,数据交换在整个横向定量的控制过程中起到了非常重要的作用。
2 横向定量数据的获取
2.1 数据获取方法
由于定量数据保存在纵向定量控制系统中,为获取横向定量数据,可采用现场总线数据交换与OPC(OLE for Process Control,用于过程控制的对象连接和嵌入)数据交换两种方法。
(1)现场总线数据交换
现场总线技术是用于工业生产过程控制的新型工业控制技术,以数字方式进行设备与控制装置之间的双向、串行和多节点的信息通信[6]。目前主流的现场总线协议有PROFIBUS、Foundation Fieldbus、HART、CAN等,其中PROFIBUS在造纸行业得到了较为广泛的应用。
以PROFIBUS﹣DP为例,若需在横向与纵向定量控制系统之间交换数据,则双方必须都采用支持PROFIBUS﹣DP的设备,例如在纵向定量控制系统中采用西门子S7﹣300系列PLC,将其配置为从站,在横向定量控制系统上位机安装CP5611通信卡,将其配置为主站,即可实现双方之间的互联与数据交换。
此方法的局限性在于双方需遵循相同的现场总线协议标准,而在实际控制系统中,横向与纵向定量控制系统常会采用不同厂商的设备,若双方遵循不同协议标准,则会导致数据交换难题。
(2)OPC数据交换
OPC通信标准协议由技术领先的自动化软、硬件厂商联合微软公司开发,它使工业控制在硬件和软件方面都有了统一的依据标准[7]。其将设备与软件制造商间的关系确定为OPC服务器与应用程序的关系,任何带OPC接口的应用程序都可与设备制造商的OPC服务器连接。目前主流工业现场设备几乎都支持OPC协议,故采用此方法更具实际价值。
OPC采用了微软公司的COM/DCOM(组件对象模型/分布式组件对象模型)技术,是典型的Cli﹣ent/Server结构,OPC服务器提供标准的OPC接口供OPC客户程序访问,它们之间的连接如图2所示,可见1个OPC客户端可连接多个OPC服务器,而1个OPC服务器也可以同时连接多个OPC服务端。

图2 OPC连接示意图
OPC规范包括OPC Data Access、XML﹣Data Ac﹣cess等一系列标准规范,实际中应用较多的是OPC Data Access接口规范,数据交换即可通过此规范实现。在OPC Data Access规范中,OPC服务器由3类对象组成:服务器(Server)、组(Group)和项(I﹣tem)[8]。OPC服务器对象提供自身的相关信息并作为组对象的容器,组对象提供自身的相关信息并提供组织与管理OPC项的机制,OPC项则表示服务器到数据源的连接,它们之间的关系如图3所示。

图3 OPC对象关系
应用程序对OPC服务器的访问通过调用接口的方式实现,在OPC Data Access规范中提供自定义接口(OPC Custom Interface)及自动化接口(OPC Au﹣tomation Interface)。在利用Visual C/C++语言开发OPC客户端程序时,可使用自定义接口;而利用Del﹣phi、VB等语言开发OPC客户端时,需使用自动化接口。利用接口进行数据读写访问时有同步通信及异步通信两种方法,同步通信较为简单,但缺点在于若同时访问OPC服务端的客户端较多或有大量数据读写操作时,会造成阻塞现象,因而其适用于客户端较少且数据量较小的场合。相对于同步通信,利用异步通信访问时无需等待服务器操作完成,而是利用回调方法实现数据的读写,其效率更高,适用于客户端较多和大量数据的场合。在横向定量控制系统中,由于扫描数据量较大,因此使用异步通信方式更为合适。
2.2 横向定量控制中OPC数据交换的实现
在数据交换中以纵向定量控制系统作为OPC服务器,而横向定量控制系统作为OPC客户端,以下将分别说明其实现方法。
(1)OPC服务器
通过扫描架获取的定量数据存放于纵向定量控制系统数据服务器中,为了通过OPC获取定量数据,首先应在数据服务器中实现OPC服务器。目前可以采用专用OPC服务器软件(如凯普华公司的KEPServerEX等)或组态软件自带OPC服务器功能实现。以某纵向定量控制系统为例,其使用西门子公司CPU 315﹣2DP作为下位PLC进行数据采集及对扫描架进行控制,上位机使用WINCC作为组态软件。
由于WINCC软件在安装过程中已经自动添加了OPC服务器功能,因此无需再使用专用服务器软件,默认情况下WINCC所提供的OPC服务器名为“OPCServer.WinCC”。若需通过此服务器为客户端提供数据,应保证服务器与客户端处于同一网络中,并按如下步骤即可:①通过WINCC变量管理器添加定量数据;②激活OPC服务器的WINCC项目。
(2)OPC客户端
在开发OPC客户端时,可选择不同的开发工具。由于自动化接口与自定义接口相比较更为简单及容易实现,故选用VB软件基于自动化接口进行开发,具体步骤如下。
①在操作系统中注册OPC自动化接口动态链接库(OPCDAAuto.dll),并安装VB开发环境
②根据OPC服务器的组成声明对象
Dim WithEvents ServerObject As OPCServer′OPC服务器对象
Dim WithEvents GroupObject As OPCGroup′OPC组对象
Dim WithEvents GroupObjects As OPCGroups′OPC组对象集
Dim ItemObject As OPCItem ′OPC项对象
Dim ItemObjects As OPCItems ′OPC项对象集
Dim Item IDs()As String ′OPC项对象标签
Dim ClientHandles()As Long ′客户端句柄
Dim ServerHandles()As Long ′服务器句柄
Dim Errors()As Long ′出错信息
③连接定量数据OPC服务器
Set ServerObject=New OPCServer ′建立服务器对象实例
ServerObject.Connect Server,Node ′连接服务器,其中Server为OPC服务器名,Node为所连接的计算机名
④添加对象
Set GroupObjects=ServerObject.OPCGroups
′添加组集合
Set GroupObject=GroupObjects.Add(″Group﹣Name″)
′添加组对象
GroupObject.UpdateRate=500 ′组刷新速率,单位毫秒
Set ItemObjects=GroupObject.OPCItems
′建立OPC项集合
ItemObjects.Add Items DataNum,Item IDs,Cli﹣entHandles,ServerHandles,Errors ′添加项
GroupObject.IsSubscribed=True ′启用回调
⑤数据读写访问
GroupObject.AsyncWrite DataNum,ServerHan﹣dles,Value,Errors,WRITEASYNC_ID,CANCLE_ ID ′异步写
GroupObject.AsyncRead DataNum,ServerHan﹣dles,Errors,READASYNC_ID,ServerID ′异步读
⑥断开与服务器的连接
ServerObject.Disconnect
⑦释放资源
Set ItemObject=Nothing
Set ItemObjects=Nothing
Set GroupObject=Nothing
Set GroupObjects=Nothing
Set ServerObject=Nothing
3 与执行机构间的数据交换
3.1 数据交换方法
横向定量控制系统运行控制算法得到控制输出后,需传送至执行机构,以调整稀释水阀开度,从而实现对横向定量的控制。根据系统中是否使用下位PLC,有两种不同的数据传递方法。
(1)利用下位PLC中转传送数据
若系统中使用了下位PLC(如S7﹣226CN等),则控制输出首先从上位机传送至PLC,然后再由PLC传送至执行机构。为此可利用西门子公司针对S7﹣200系列的OPC服务器软件PC Access,在上位机与PLC之间利用OPC方式传送数据,而在下位PLC与执行机构之间利用串口通信传送数据。实现方法为:①利用USB﹣PPIM+电缆连接上位机与PLC;②在上位机安装PC Access软件,建立OPC服务器,并配置需进行读写访问的变量;③连接步骤②所建立的OPC服务器,对PLC中的变量进行读写;④PLC将数据通过串口传送至执行机构。
(2)直接传送
以上方式需对数据进行中转,实现较为复杂,故可以采用直接传送的方式进行数据交换,即上位机运行控制算法得到控制输出后,直接传送至执行机构。上位机一般都具有串行接口,而执行机构数量一般为数十至数百个,且与上位机之间的距离较远,故可选用RS485串口通信。
3.2 RS485数据交换的实现
RS485规范定义了串口通信的物理接口标准,为了利用其实现与执行机构之间的数据交换,还应定义具体的通信协议,且编写相应的上位机软件,实现方法如下。
(1)通信协议
参照OSI(Open System Interconnection,开放系统互联)七层模型,并进行简化,利用物理层、数据链路层、应用层,可实现自定义通信协议。
①物理层
物理层采用RS485接口标准,通信波特率为9600 bps,无校验,1位停止位。
②数据链路层
采用主机/从机方式,通信由主机发起,从机不主动发起通信,而是等待主机请求,然后响应请求。横向定量控制系统上位机作为主机,执行机构作为从机。在通信网络中,只存在一个主机,可存在多个从机,即多个执行机构。
主机可采用点播及广播两种方式与从机进行通信,数据帧的传输采用RTU(Remote Terminal Unit,远程终端)模式,每帧6字节,帧格式如表1所示。其中每个从机被赋予唯一的地址,范围从1到255,地址0为广播地址,校验采用16位CRC(Cyclical Redundancy Check,循环冗余校验),低字节在前,高字节在后。

表1 数据帧格式
数据帧包括请求帧、响应帧及错误帧。其中请求帧由主机发往从机,响应帧和错误帧由从机发往主机。主机发送请求帧后,需等待从机响应才能发送下一请求帧,若等待超时,也可发送下一请求帧;若执行机构出现状态错误,则响应错误帧。
③应用层
数据帧中,地址字段是执行机构的唯一标识。当主机需控制某个执行机构时,填入其地址并发起通信,执行机构响应主机时,也在此字段填入地址;命令字段表示主机命令,范围从1到255;数据字段为两字节,为主机与执行机构通信时传送给对方的信息,根据不同的数据帧而有不同的内容,主要命令及数据如表2所示;校验字段包含对地址、命令、数据字段的CRC校验信息,用于检验数据传输是否出错。
例如,假设地址为1的执行机构对应的稀释水阀当前开度为50.00%,为获取其开度,主机与执行机构之间的数据交换如表3所示。
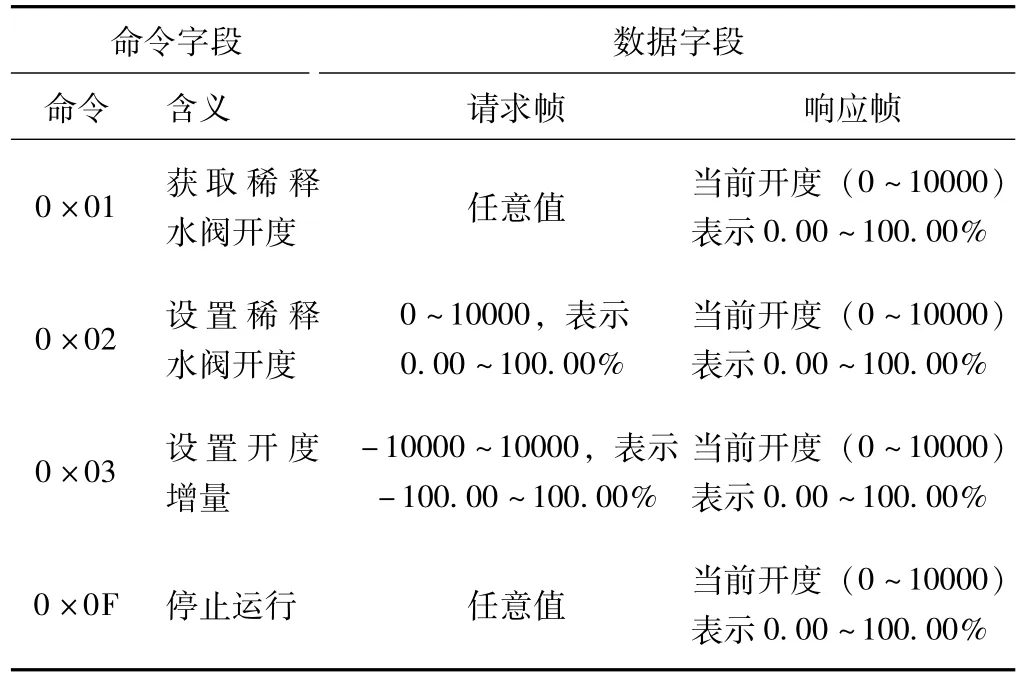
表2 主要命令及数据

表3 获取稀释水阀开度时数据交换内容
(2)上位机实现
定义通信协议后,还需编写上位机软件实现与执行机构之间的串口通信。由于利用VB开发上位机软件,在进行串口通信编程时,可使用Microsoft Comm Control串口通信控件,主要包括串口初始化、数据发送、数据接收等。实现步骤如下:


3.3 在实际中的应用
浙江某造纸厂的2#生产线采用四叠网纸机,主要生产定量为250~400 g/m2的涂布白纸板,设计车速400 m/min,为提高成纸横向定量的均匀性,在芯层采用了稀释水流浆箱,共计安装稀释水调节执行机构55个。应用稀释水横向定量控制系统之后,相对于未加稀释水调节时,其横向定量分布的均匀性得到较大提高,改善率接近70%。其中在数据交换部分采用了本方法,实际应用表明,利用本方法能有效实现从纵向定量控制系统获取横向定量数据,以及实现与执行机构之间的数据交换,驱动稀释水阀进行开度调节,从而调节横向定量。
4 结 语
在造纸工业中,横向定量控制系统的应用越来越广泛。在系统中利用VB开发上位机软件,采用OPC方式实现与纵向定量控制系统的数据交换以获取定量数据,经过控制算法处理后,得到控制输出,并利用自定义通信协议,通过RS485串口通信方式将输出传送至执行机构,驱动稀释水阀开度调整,为横向定量控制系统中的数据交换提供了简单有效的解决方法。
[1]DING Zhi﹣liang,TANGWei,HU Lian﹣hua,et al.SIMATIC S7﹣300 PLC based QCS Design for medium and small size paperboard ma﹣chines[J].China Pulp&Paper,2008,27(12):46.丁智亮,汤 伟,胡连华,等.基于S7﹣300的中小型纸板机QCS系统的设计[J].中国造纸,2008,27(12):46.
[2]LIUWen﹣bo,WANGXi,TANGWei,etal.Study and application of cross direction basisweight control system based on dilution water ad﹣justment[J].China Pulp&Paper,2014,33(8):1.刘文波,王 樨,汤 伟,等.稀释水横向定量控制系统的研究与应用[J].中国造纸,2014,33(8):1.
[3]SHIXian﹣cheng,FENG Yu﹣cheng,CHEN Ke﹣fu,etal.The applica﹣tion of OPC technology in data com﹣munication for cross direction ba﹣sisweight control system with dilution water[J].China Pulp&PaperIndustry,2011,32(14):25.石先城,冯郁成,陈克复,等.OPC技术在稀释水横幅定量控制系统数据通信中的应用[J].中华纸业,2011,32(14):25.
[4]YANG Xu,CHEN Ke﹣fu.Cross﹣machine BasisWeight Profile Varia﹣tion and the Characters of Dilution Water Control[J].China Pulp& Paper,2010,29(5):17.杨 旭,陈克复.流浆箱稀释水调节原理及特点初探[J].中国造纸,2010,29(5):17.
[5]FAN Hui﹣ming,LIU Jian﹣an,ZHANG Cheng.The Influence of Ve﹣locity and Inject Angle of Dilution Water in Headbox on the Effect of Dilution Addition[J].China Pulp&Paper,2013,32(5):26.樊慧明,刘建安,张 成.稀释水流速及加入角度对流浆箱调节效果的影响[J].中国造纸,2013,32(5):26.
[6]CHEN Jian﹣bin.Field bus technology and its application key points[J].Thermal Power Generation,2014,43(10):110.陈建斌.现场总线技术及其应用要点[J].热力发电,2014,43(10):110.
[7]WANG Jie,GAO Kun﹣lun,WANGWan-zhao.Thermal power plant DCS for background control based on OPC communication technology[J].Electric Power Automation Equipment,2013,33(4):142.王 杰,高昆仑,王万召.基于OPC通信技术的火电厂DCS后台控制[J].电力自动化设备,2013,33(4):142.
[8]LIMing﹣hui,WANG Meng﹣xiao,LIYan.Data Sharing of Paper Ma﹣chine DCS Based on OPC Communication Technology[J].China Pulp&Paper,2006,25(4):42.李明辉,王孟效,李 艳.基于OPC通讯技术的纸机DCS数据共享[J].中国造纸,2006,25(4):42. CPP
(责任编辑:常 青)
Data Exchange M ethod of Paper M achine Cross Direction BasisW eight Control System
LIUWen﹣bo*TANGWei WANG Xi WANG Meng﹣xiao
(College of Electtic&Infotmation Engineeting of Shaanxi Univetsity of Science and Technology,Xi'an,Shaanxi Ptovince,710021)(*E﹣mail:acoolw@163.com)
Aimed at the papermachine cross directional basisweight control system,the problems of obtaining basisweight data and control﹣ling output data transmission were analyzed.The host computer softwarewas designed by using Visual Basic software as the development tool.The data exchange between machine direction control system and cross direction control system was realized by using OPC,and the data transmission to actuatorswas realized by using RS485 serial port communication with custom protocol based on reduced open system intercon﹣nectionmodel,thus the opening of dilution water valves could be tuned.On this basis,the automatic control of paper cross direction basis weightwas achieved.
cross direction basis weight;OPC;data exchange
刘文波先生,博士,讲师;主要从事控制理论与控制工程、制浆造纸过程控制理论与应用方面的研究。
TP273+.5
A
0254﹣508X(2015)09﹣0031﹣06
2015﹣05﹣17(修改稿)
陕西省科技计划经费资助项目(项目编号:2014K05﹣03);陕西省科技统筹创新工程计划项目(项目编号:2012KTCQ01﹣19);陕西科技大学科研启动基金项目(项目编号:BJ11﹣07)。