稀油密封干式柜报警联锁系统优化改造与实践
2015-12-03贾连双
贾连双
(山东钢铁股份有限公司济南分公司,山东济南250101)
燃气
稀油密封干式柜报警联锁系统优化改造与实践
贾连双
(山东钢铁股份有限公司济南分公司,山东济南250101)
针对济钢现有稀油密封干式柜机械柜位报警联锁系统经常产生假信号、误联锁的缺陷,结合气柜现行的运行特点,在对气柜报警联锁系统从硬件装置和软件程序控制两大部分分别进行综合分析和探讨后,制订了优化改造方案并进行实施,经过两年的实践验证、优化改造后从根本上解决了气柜原有机械柜位报警联锁系统存在的缺陷,大大提高了气柜运行的安全性和可靠性,杜绝了因气柜异常联锁而带来的生产和设备事故。
稀油密封干式柜;报警联锁;优化改造;柜位;安全
1 稀油密封干式柜在济钢的应用现状
山钢股份济南分公司现有3座稀油密封干式煤气柜,是济钢现有容量最大的煤气储存设备,单柜煤气容量16.5万m3,该类型气柜工艺、技术成熟,广泛用于钢铁企业中煤气的储存,在济钢主要用于存储高、焦炉煤气,是燃气蒸汽联合循环发电机组(CCPP)及煤气系统平衡的重要设备,为发展循环经济,优化利用煤气资源,发电机组安全稳定运行提供可靠的保障,同时也为济钢煤气管网的安全稳定运行提供支持。
2 气柜机械限位联锁的现状分析
济钢三座16.5万m3煤气柜在实际运行中,存在压力、温度、油位、气柜柜位等报警、联锁装置,运行以来出现过各种问题,尤其是气柜柜位机械限位联锁装置与气柜进出口阀门进行联锁,正常情况下在气柜柜容超高、或超低情况下气柜发生联锁动作,以避免出现气柜冲顶或活塞异常落床等重大事故。但在实际运行中,屡次出现气柜柜位机械限位联锁装置误动作,从而导致气柜参与联锁阀门误动作,最终造成后续燃气发电机组大范围跳机的生产事故,究其原因是气柜柜位机械限位联锁装置机械设计、联锁方式不合理所致,为保障安全生产,在对问题的根源深入研究和探讨后,决定对气柜目前现有的机械柜位联锁装置及联锁程序系统进行优化改造,最终实现设备安全运行与安全生产的统一。
2.1 气柜机械限位的硬件结构
稀油密封干式煤气柜机械柜位联锁装置主要由柜位标尺、钢丝绳、配重坠砣、导轨、上下限柜位点拨叉及限位开关等部件构成,如图1所示。
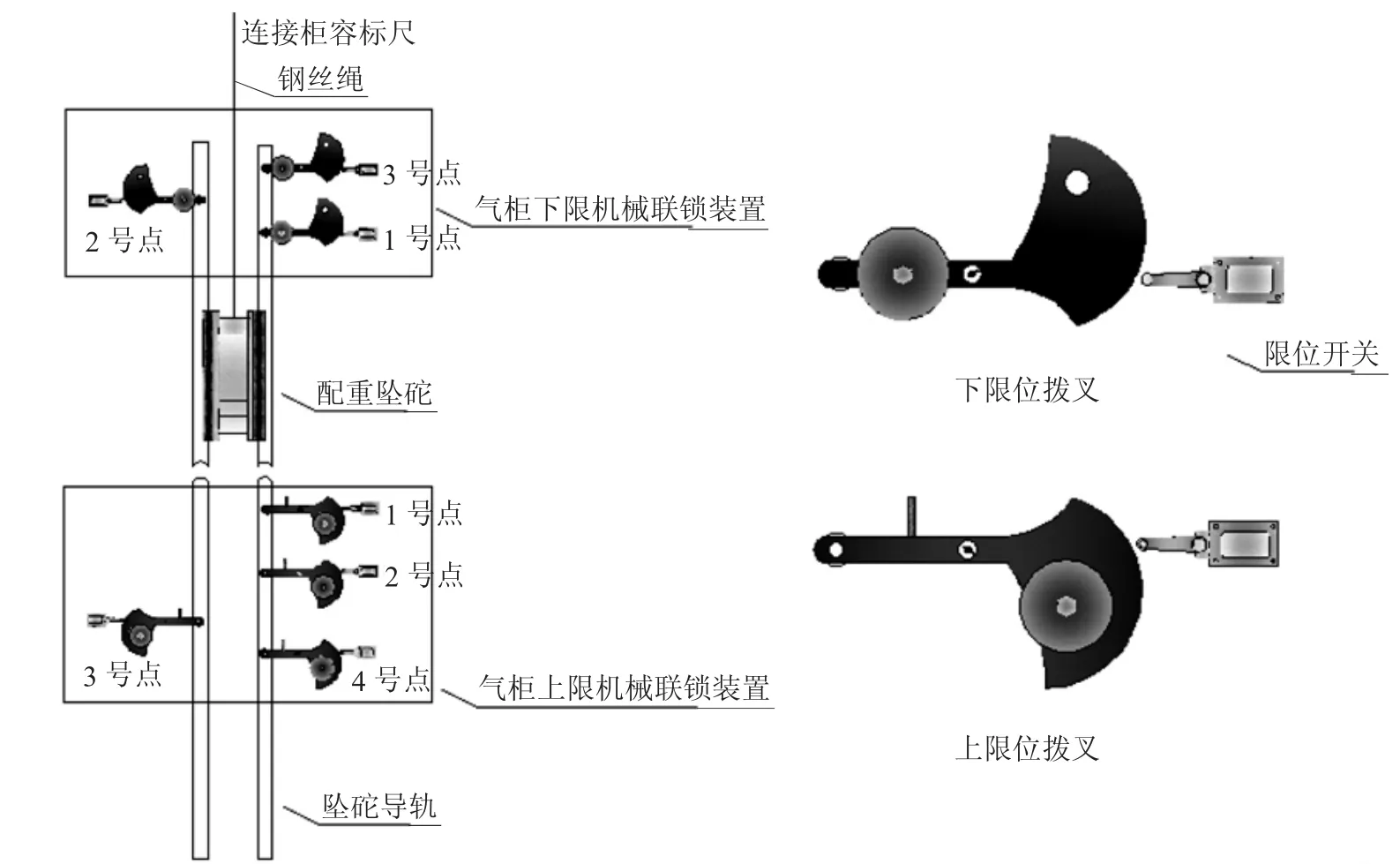
图1 气柜机械柜位联锁装置组成
2.2 气柜机械柜位联锁原理
气柜柜位仪配重坠砣通过钢丝绳、滑轮与气柜活塞连接,活塞运行时坠砣随之沿导轨上下运行,当气柜活塞达到运行上限或下限时,此时柜位仪配重坠砣触碰气柜限位拨叉,拨叉触碰限位开关,限位开关将电子信号传输至PLC控制系统,气柜参与联锁的阀门根据程序设定完成相应联锁动作。
2.3 机械柜位联锁系统程序现状分析
现有气柜机械柜位联锁系统共设置七道联锁点,其中柜位上限四道,柜位下限三道,均采用点对点控制方式,如表1所示。
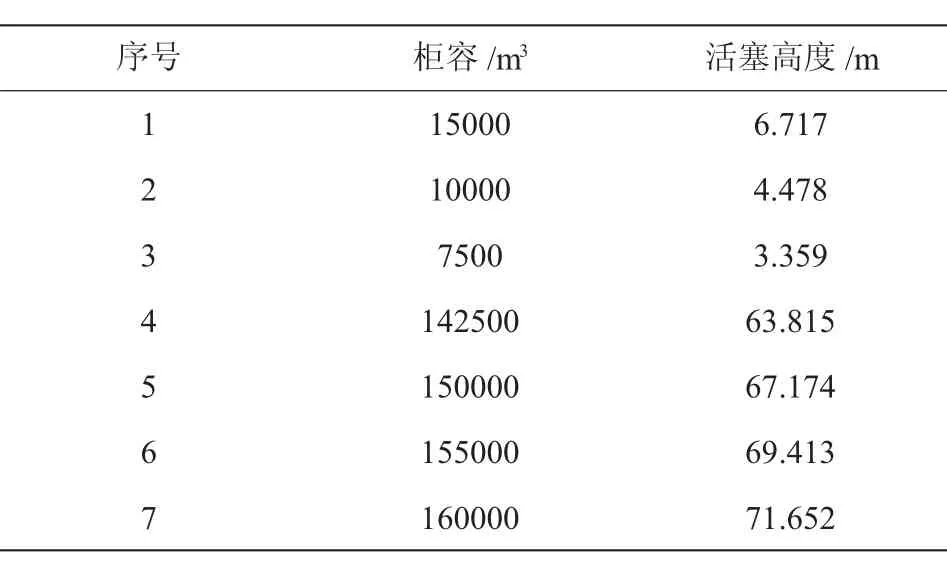
表1 气柜报警联锁位置
2.4 现有联锁设置的缺陷
由上述介绍可知,煤气柜参与联锁阀门与气柜活塞实际位置相对应,达到上下限位时即发生联锁动作,貌似安全可靠,但在实际运行中并不是这样,根据气柜生产运行实际情况,主要存在以下缺陷:
(1)气柜拨叉与限位开关的接触面积过小,拨叉采用3 mm钢板制作,在拨叉与限位开关接触时,极易产生错位,且在日常检修、维护过程中(解除联锁时进行),发生过两者相互挤压顶死的情况,导致气柜无法投入正常运行。
(2)气柜联锁限位较多,且为单一条件控制,在气柜实际运行中受震动、大风、冰雹等极端天气、飞鸟等外在影响均可导致气柜限位开关产生误动作,进而致使气柜发生异常联锁,最终对生产系统造成影响,情况严重可能发生生产、设备事故。
(3)气柜联锁方式存在缺陷,原设计联锁方式是气柜活塞位置达到上限时只关闭气柜进口阀门、活塞位置达到下限时只关闭气柜出口阀门,但在实际生产中我们发现,气柜运行中的吞、吐气是由柜内压力与管网压力的差值决定的,由于干式气柜的主要作用是向燃气发电机组供应煤气且存在旁通阀,在煤气管网压力较低时气柜的进口也会向管网中吐气,也可以称之为“出口”。
由上述说明可以看出,气柜目前的阀门联锁方式并不能起到完全保护设备的作用,同样需要进行优化改造。
3 气柜机械联锁系统优化改造的实施
3.1 硬件优化改造
(1)增加机械联锁拨叉与限位开关接触面宽度,使之在联锁位置能够与机械限位开关可靠接触,不发生错位,同时能够正常复位,提高联锁保障系数。
(2)对机械柜位仪导轨进行改造,加装固定控制装置,使配重在运行过程中处于同一平面,减小与机械限位拨叉的距离,使两者之间能够有效触碰。改造示意图见图2。
图2 机械柜位联锁装置硬件改造示意图
3.2 程序优化改造
3.2.1 现有程序及缺陷分析
目前三座16.5万m3气柜采用电仪式报警、联锁与机械式仪报警、联锁相结合的方式运行,原报警、联锁方式如下。
3.2.1.1 煤气柜储气量上限报警与联锁(超声波、激光、机械)
①柜容14.25万m3(活塞处于63.8 m,机械装置第一个报警点),声光报警。
②柜容15万m3(活塞处于67.1 m,机械装置第二个报警点),声光报警,主放散电动阀门自动打开,手动开启主放散电动蝶阀。
③柜容15.5万m3(活塞处于69.5 m,机械装置第三个报警点),声光报警,入口第一道蝶阀(水封室内)自动关闭,主放散蝶阀自动打开。
④柜容16万m3(活塞处于71.6 m,机械装置第四个报警点),声光报警,入口第一道蝶阀(水封室内)自动关闭,主放散蝶阀自动打开。
3.2.1.2 煤气柜储气量下限报警与联锁(超声波、激光)
①柜容5万m3(活塞处于22 m),声光报警。
②柜容2.25万m3(活塞处于10 m),声光报警,出口第一道蝶阀(水封室内)自动关闭。
③柜容1.5万m3(活塞处于6.7 m),声光报警,出口第一道蝶阀(水封室内)自动关闭。
3.2.1.3 煤气柜储气量下限报警与联锁(机械)
①柜容2.25万m3(活塞处于10 m),声光报警。
②柜容1.5万m3(活塞处于6.7 m),声光报警,出口第一道蝶阀(水封室内)自动关闭。
③柜容1万m3(活塞处于4.5 m),声光报警,出口第一道蝶阀(水封室内)自动关闭。
根据稀油密封气柜的运行特点及在我厂的使用方式,在目前的生产状态下,稀油密封气柜在管网压力高于其柜内压力时,其进口、出口管道会同时吞气,也就是说,在气柜到达运行上限时其出口管道压力若大于柜内压力则气柜仍在不断吞气(例如发电机组用量小或跳机时),此时气柜柜位在进口阀门联锁关闭后仍然会不断上升。反之,气柜柜位处于下限时也存在类似情况,气柜柜位在出口阀门联锁关闭后仍然会不断下降。联锁装置在上述情况下起不到应有的保护作用。
因此,我们对三座气柜的报警、联锁装置实施“离线联锁”改造,即当气柜柜容达到运行上限或下限时,气柜进口、出口、阀门同时进行动作,使气柜进入离线操作程序,同时主放散、旁通阀门也进行相应操作,在保证后续工序煤气供应的前提下使气柜离线。
3.2.2 改造方案
在现有基础上增加一道气柜上限报警(柜容13.5万m3,取仪表信号),结合现有的气柜下限报警(柜容5万m3,取仪表信号),将此区间定义为气柜正常运行范围,一旦触及上、下限报警值则立即人为调节相应气柜旁通阀,一旦气柜柜容失去控制,触及机械限位上限(14.25万m3)或下限(2.25万m3)第一道限位开关,则气柜进出口阀门同时关闭,气柜被动离线。改造前后报警、联锁装置比对见表2。
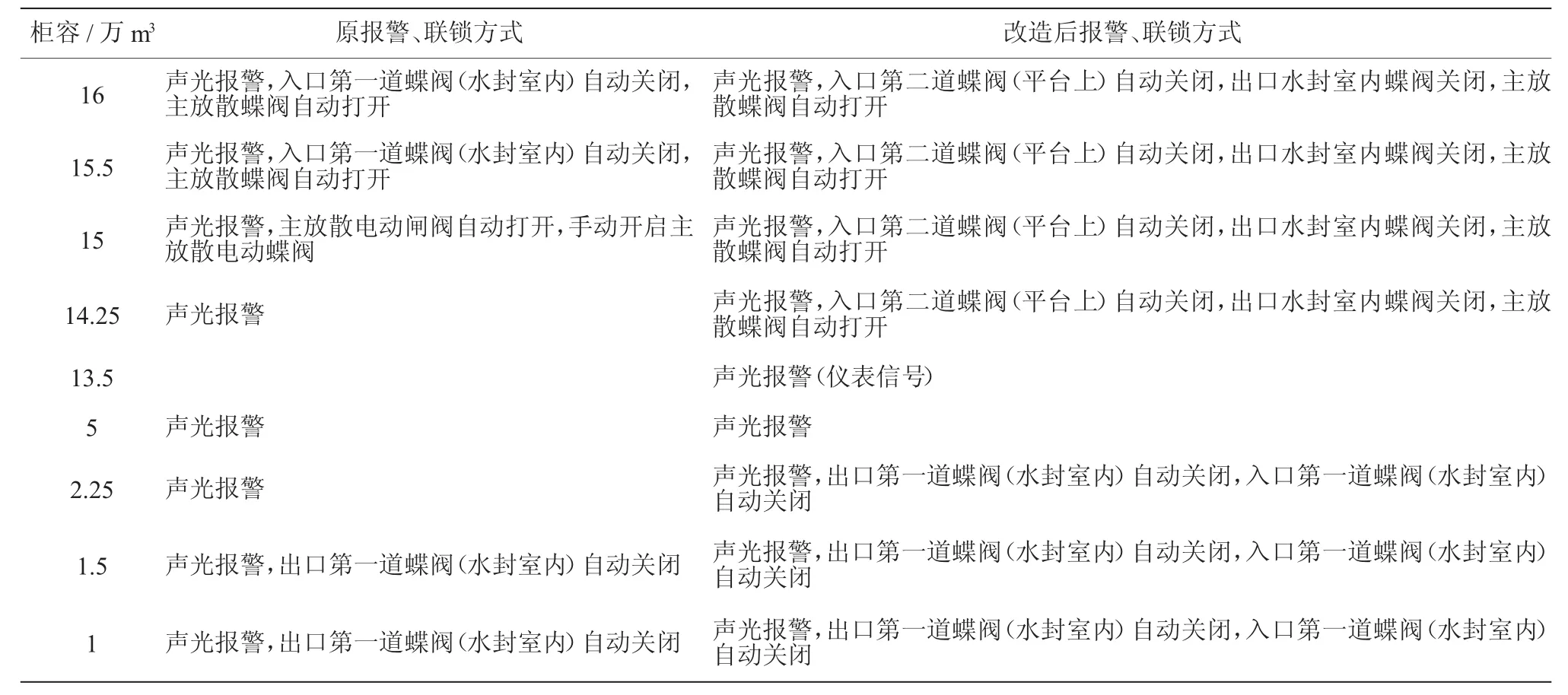
表2 改造前后报警、联锁装置比对表
3.2.3 气柜联锁条件的优化改造
(1)针对目前各气柜七道机械限位均采用单一联锁条件控制易产生误动作的情况,我们计划进行优化改造,在程序改造方面,将气柜七道机械限位开关(其中上限四道、下限三道)分别增加控制条件,改造为四选二、三选二模式,即触动两点后气柜才产生联锁动作。
(2)为避免由于柜位仪钢丝绳可能发生异常断开导致配重坠砣在下落的过程中产生的误联锁信号(曾经出现过),我们决定在程序控制中增加延时,即任意两个柜位联锁点同时动作,并且延时3 s后如果此联锁信号仍然存在则方可执行联锁动作,否则不执行联锁动作。
(3)针对目前各气柜联锁阀门设置问题,以对气柜本体、系统管网影响最小为前提,调整参与气柜联锁的阀门,其中1#16.5万m3气柜增加一道进口调节阀联锁,2#、3#气柜进口参与联锁的阀门由水封室内电动蝶阀调整到进口调节阀上,出口联锁阀门不做调整。
联锁改造清单详见表3。
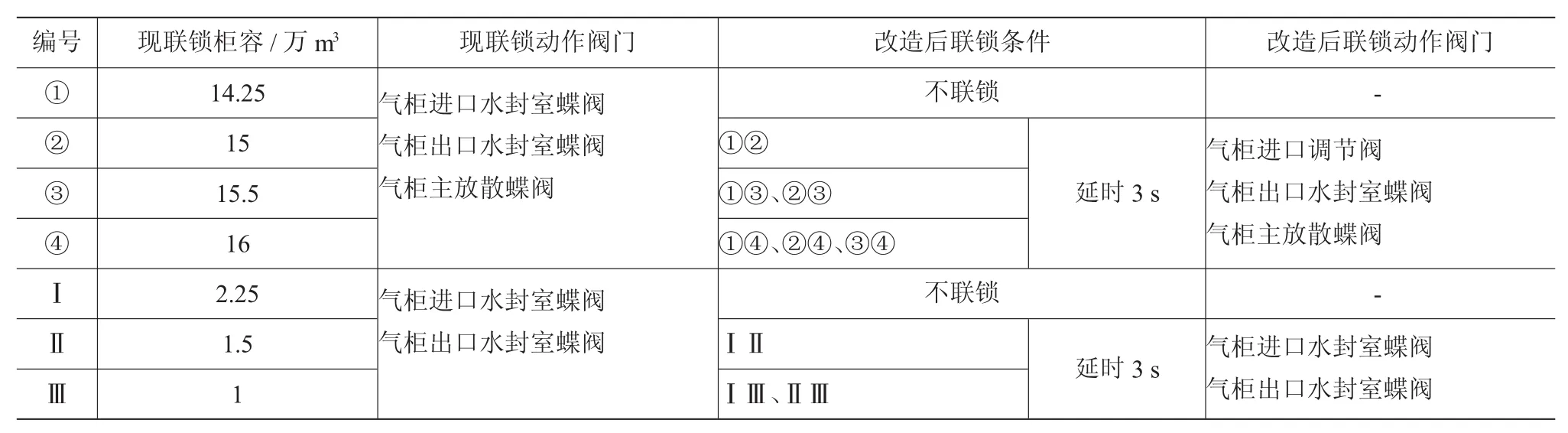
表3 联锁改造清单
改造后参与气柜联锁阀门阀号:
1#气柜:1#气柜进口蝶阀(2V)
1#气柜进口调节阀
1#气柜出口蝶阀
1#气柜主放散蝶阀(3V)
1#气柜主放散蝶阀(4V)
2#气柜:2#气柜进口调节阀(BV15)
2#气柜出口蝶阀(BV14)
2#气柜主放散蝶阀(BV17)
2#气柜主放散闸阀(BV18)
3#气柜:3#气柜进口调节阀(AV15)
3#气柜出口蝶阀(AV14)
3#气柜主放散蝶阀(AV17)
3#气柜主放散闸阀(AV18)
4 验证与试验
上述改造进行完毕后,我们组织了专项试验对改造效果予以验证,主要包括以下内容:
(1)对报警装置进行试验,验证在参数越限时报警器可以正确发出报警提示。
(2)根据要求更改部分联锁方式,对联锁设备进行试验,验证联锁设备在实际柜位到达联锁位置时可以正确动作,确认各机械限位安装位置准确无卡涩现象。
(3)核对原报警联锁装置台帐,针对现有设备状况,完成台帐各参数的更新。
(4)对岗位职工进行培训,对相关规程、规范、预案进行修改。
(5)每月一次组织设备联锁系统的全面验证,并形成相应记录。
5 结论
气柜报警联锁系统优化后,经过近两年的运行验证,至今未发生过联锁误动作、误报警情况,有效提高了气柜机械联锁系统的精准性、安全性和可靠性,为气柜安全稳定运行提供了可靠的屏障。
Optimizing Transformation of the Interlock Alarm System for Thin-oil Sealed Dry Gasholder
JIA Lianshuang
(Jinan Company of Shandong Iron and Steel Co.,Ltd.,Jinan,Shandong 250101,China)
The mechanical level interlock alarm system for the thin oil sealed dry gasholder at Jinan Steel often gave false signal and false interlock.After comprehensive analysis and discussion of the hardware and software program control of the interlock alarm system in light of operation characteristics of the gasholder,we finally drew up and implemented an optimizing transformation plan.Two years of practice has showed that the transformation project has fundamentally solved the problem of false alarming of the interlock alarm system,greatly improved the operation safety and reliability of the gasholder and eliminated production and equipment accidents caused by abnormal interlocking of the gasholder.
thin oil sealed dry gasholder;interlock alarm system;optimizing transformation;level meter;safety
TP277
B
1006-6764(2015)03-0001-04
2014-12-11
贾连双(1987-),男,2010年毕业于内蒙古科技大学测控技术与仪器专业,2011年进修机械设计制造及其自动化专业,双学士学位,助理工程师,现从事能源动力系统技术管理工作。