激光跟踪仪在平面度测量上的准确性探讨
2015-12-02余华昌包晓峰
余华昌,包晓峰
(上海精密计量测试研究所,上海200031)
0 引言
平板或平台是加工、检测过程中必不可少的设备,为被加工件或被测件提供一个基准平面,是基础性的设备,它的准确度决定了工件最终的精度。平板或平台平面度的测量有着标准的方法,有JJG 117-2013《平板检定规程》可供参考。但是,随着对加工要求的不断提高,为大型或超大型工件提供一个平面度较高的基准平面就显得十分重要了,例如光学平台或大型机床平台,其尺寸往往会达到5 m×5 m以上。这时使用规程所列的方法,存在了操作过程复杂、测量误差高、数据运算量大等缺点。激光跟踪仪在较大的测量范围内(一般大于30 m)有很高的测量精度,同时其拥有便于携带、方便进行现场测量等优点,其作为一种新型的三维测量系统,目前已经被广泛应用于现代工业检测的各个过程中[1]。本文用激光跟踪仪和电子水平仪对同一块标准平板进行测量,通过测量结果的比较,来研究使用激光跟踪仪测量平面度的准确度是否满足实际要求。
1 激光跟踪仪的简介
1.1 激光跟踪仪的基本结构
激光跟踪仪是一种具有高精度,同时可以进行空间大尺寸测量的现代化仪器。它将激光测距技术、光电探测技术等先进技术通过一套精密机构融合在了一起,运用现代控制理论、数值计算等技术实现对精密机构的控制和计算,不仅能够测量静态目标的三维坐标,还能够实现对运动目标的实时跟踪,获得目标运动的坐标、轨迹甚至速率等参数[2]。激光跟踪仪由主机、目标反射镜(SMR)、主控制器、计算机及若干附件组成。主机则是由一套激光干涉距离测量装置(IFM)、绝对距离测量装置(ADM)、水平角度编码器和垂直角度编码器组成。主控制器带有局域网接口(LAN)和各类环境传感器接口,其通过电缆与主机相连接。附件包括了各种尺寸的基座等。
1.2 激光跟踪仪的工作原理[3]
如图1所示,激光跟踪仪的工作原理为:通过对SMR的跟踪测量,由两个角度编码器获得目标的水平角和垂直角,由IFM或者ADM获得斜距,并以主机为中心建立一个极坐标系。然后通过软件的计算,可以根据需要将这些参数转换到其他相应的坐标系中。
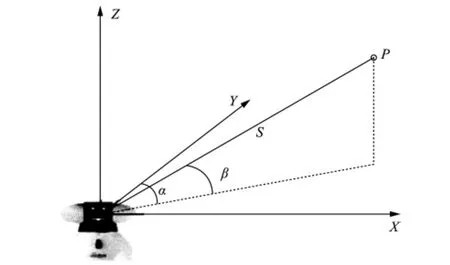
图1 激光跟踪仪的极坐标
利用式(1)可将极坐标变换到直角坐标:

此外,通过对激光跟踪仪校准所获得的参数,会补偿到测量中产生的误差中去,另外通过环境传感器,激光跟踪仪会根据测量现场的环境条件如温湿度,及时补偿所获得的数据。
2 测量说明
被测平板为大理石材质,有支撑架支撑,水平已调,地面稳固。外形尺寸为1000 mm×750 mm。
本次测量在封闭的实验室内进行,温度恒温(20±1)℃,湿度≤70%RH,所用设备均已恒温超过24 h。
3 测量的过程
3.1 采用电子水平仪测量的过程
按照JJG 117-2013《平板检定规程》的相关要求,使用分辨力为0.001 mm/m的电子水平仪,采用节距法测量,按最小条件原则评定。
1)节距法
使用电子水平仪在被测截面的若干个等分段上进行测量,所获得的倾角值与测量基准的倾角值进行比较,得到各测量点上的倾角变化量,再经过式(2)就可以获得各测量点对两端点连线的偏差。

最后根据平面度评定方法计算求得各截面测量点对评定基准的偏差[4]。
根据规程的要求,取整后对角线、长边、短边的桥板跨距La,Lb,Lc分别为:300,245,182 mm。布点要求见图2。
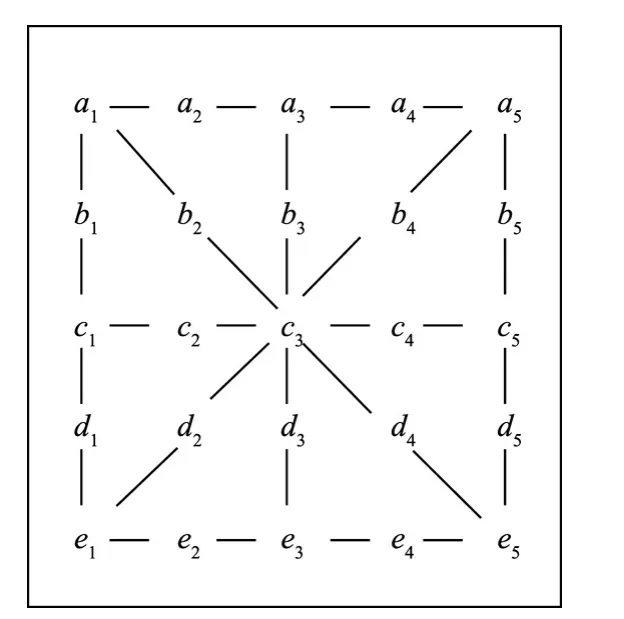
图2 布点要求
2)最小条件原则
最小条件原则定义为:以包容平板实际工作面且距离为最小的两平行平面间的距离为平板工作面平面度。要获得该平面度,则必须要进行“基面转换”,将按对角线评定所得到测量结果进行转换,一直转换直到出现图3的几种情况,则表明转换已经到位,可以用获得的最高点数值与最低点数值之差作为测量结果[4]。测量的数据及处理过程均由计算机及专门程序完成。

图3 最小条件符合准则
3.2 采用激光跟踪仪测量的过程
1)测量方法的选择
由于激光跟踪仪使用的方便,测量平面度一般都会采取点云的方法,既将目标反射镜(SMR)直接与被测平面接触,每接触一次则记录一个数据,通过大量的接触来获得大量的测点。这个方法虽然能获得大量的数据,但不是评定一个平面平面度最佳的方法。在方法上,参照JJG 117-2013《平板检定规程》的相关要求,用电子水平仪一样的方法,运用节距法布点。
从激光跟踪仪的技术指标[5]中可以看出,采用IFM进行的距离测量,其精度要远远高于3维测量精度。因此在放置激光跟踪仪测量头的时候,要尽量多使用IFM,避免在空间范围内的大幅度移动。在实验室空间受限的条件下,此次实验激光跟踪仪放置在距离被测平板2.5 m的地方。
2)测量数据的获得
使用SA软件进行测量。SA软件是目前广泛应用于工业测量领域的激光跟踪仪专用软件[6],是一个功能强大、可溯源的多用途测量软件包,其核心是功能强大的高级分析引擎,可进行大量的数据分析计算。
通过以上布点的测量,最终得到了一组测量点。将它们通过软件的平面拟合功能,以最小二乘法拟合成一个平面。
4 测量结果的比较
1)电子水平仪法获得的结果
电子水平仪法获得的结果如图4所示。

图4 电子水平仪法获得的结果
可以看出,该平板的高点为+3 μm,低点为-5 μm,整体平面度为8 μm。
2)激光跟踪仪法获得的结果
通过软件拟合后,激光跟踪仪法获得的结果如图5所示。

图5 激光跟踪仪法获得的结果
可以看出,该平板的高点为+3 μm,低点为-4 μm,整体平面度为7 μm。
3)数据的比较
两种测量方法最后的结果如表1所示。

表1 结果的比较 μm
以上测量又分别进行了3次,以排除测量过程中的随机误差。3次测量的结果如表2所示。

表2 数次结果的比较 μm
从结果来看,使用激光跟踪仪测量平面度时所获得的最终结果与采用电子水平仪时很接近。
4)不确定度的分析
从测量结果来看,引起标准电子水平仪法的测量结果的不确定度主要来自于电子水平仪的示值误差、测量重复性误差以及定位误差。
其中仪器本身示值误差引入的等于1.15个字;测量重复性引入的分量等于0.5个字;定位误差引入的分量等于1.15个字,传递系数c=0.434,由此可得该方法的合成不确定度uc=0.8 μm,扩展不确定度U1=1.6 μm(取k=2)。
引起激光跟踪仪测量结果的不确定度来源则相对比较复杂,包括有仪器精度误差、SMR制造误差、环境误差、方法误差等,根据对其的一系列理论研究,可以得到一个经验值,扩展不确定度U2=3.0 μm(取k=2)[7-8]。
从不确定度的分析可以看到U2为2倍的U1,因此,在当前测量条件下,如果被测平面的平面度允许值>3U2,即9 μm时,采用激光跟踪仪测得的结果是可靠的。
5 总结
在实验室条件下,通过用激光跟踪仪采用节距法测量平面度的结果与标准方法的比较,可以得到两种方法的结果是非常相近的,在某些场合,当标准方法测量受到限制或不便时,若测量不确定度可以满足1/3被测平面允许值的时候,则可以用激光跟踪仪来测量,其准确性是可以得到保证的。
但是本次研究也存在着以下缺点:①在复杂环境条件下,对仪器有哪些影响还是未知数;②现有的研究已经证明激光跟踪仪的放置距离与测量精度有着直接的关系[7]。这些都是以后要研究的重点。
[1]邹定海,叶声华,王春和.用于在线测量的视觉检测系统[J].仪器仪表学报,1995,16(4):337-340.
[2]邵兵,慈旋.基于激光跟踪仪的垂直发射架导轨精度检测方法[J].计测技术,2013,33(3):63-67.
[3]李广云.LTD500激光跟踪测量系统原理及应用[J].测绘工程,2001,12(4):3-8.
[4]国家质量监督检验检疫总局.JJG 117-2013平板检定规程[S].北京:中国计量出版社,2013.
[5]API T3激光跟踪仪使用手册[Z].API公司,2008.
[6]Spatial Analyzer User's Manual[Z].New River Kinematics,Inc.,2008.
[7]李杰,伍凡,吴时彬,等.使用激光跟踪仪测量研磨阶段离轴非球面面形[J].光学学报,2012,32(1):108-112.
[8]张曦,陈五一.激光跟踪仪测量曲面的测量不确定度研究[J].计量学报,2006,27(2):107-112.
