磁电机定子自动化生产线控制系统开发
2015-12-02张海鸥丁尧禹王桂兰
徐 远,张海鸥,丁尧禹,王桂兰
XU Yuan, ZHANG Hai-ou, DING Yao-yu, WANG Gui-lan
(华中科技大学,武汉 430074)
0 引言
磁电机为汽油机点火系统中的点火电源,是各类汽车与机车的重要组成部分,而中国作为一个制造业大国,汽车与机车在生产总值中暂居着很大的比例。目前磁电机的生产几乎全部为人工生产,由于人工的局限性,产品产量与性能与国外相比具有很大差距,因此生产线迫切需要自动化。日本有关磁电机定子生产的企业已经研制出了用于磁电机生产的自动化流水线,但是由于价格非常昂贵,国内几乎没有厂家进行采购,仍然采用原始的人工插线等操作进行生产。受某公司委托,本研究室以市场上常用的89-02型磁电机定子为研究对象,开发出磁电机定子自动插线生产线,通过更换模具,调节系统相关参数,使得该生产线也适用于其他型号的磁电机定子。采用该自动化生产线,在保证插线质量的同时,能够提高生产效率,减小劳动力需求,降低生产陈本。
1 生产线总体机械结构
根据磁电机定子生产的工艺流程,生产线需完成从磁电机定子料仓转运到滴胶、插线、烘干等所有流程。通过配置市面上技术比较成熟的滴胶机、料仓、剪线机和烘干箱,并自行设计中间转运装置和核心插线装置,配置后的生产线机械装置如图1所示。操作人员在料仓中依次排放好磁电机定子后,在生产线的自动运行下,磁电机定子经过转运机械手,依次完成滴胶、剪线、插线、烘干等工艺流程。最后再由气缸抓手将成品从烘干箱中取出并放置好。
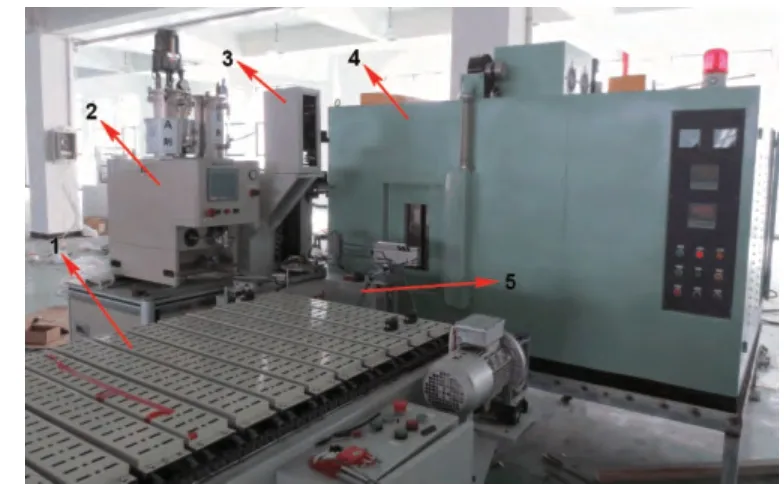
图1 磁电机定子自动插线生产线装置
2 控制系统设计
2.1 总体方案选型
整条流水线具有多种类型的运行单元,包括交流伺服电机、步进电机、气缸、三相交流电机等,控制单元要在满足所有控制需求的同时降低开发成本。考虑到开发难易度,采用三菱FX-3G 60M系列PLC作为控制核心,但是PLC单机最多拥有3个脉冲输出口,为了避免采用PLC脉冲输出扩展模块,减小陈本,购置市面上技术比较成熟的剪线机,其内部采用单片机作为控制器。为了使PLC与单片机之间能够进行信号交互,需将剪线机的内部电路进行分析并重新设计接口电路。采用维纶生产的MT6070iH2触摸屏作为人机交互界面,方便操作人员能够设置生产线所需的各参数及启停。
PLC接收外界各信号,根据工艺流程,通过脉冲输出口采用位置模式通过伺服电机驱动器控制各滑台电机。PLC和单片机分别通过步进电机驱动器驱动插线及剪线所需的步进电机。整个系统的控制框图如图2所示。
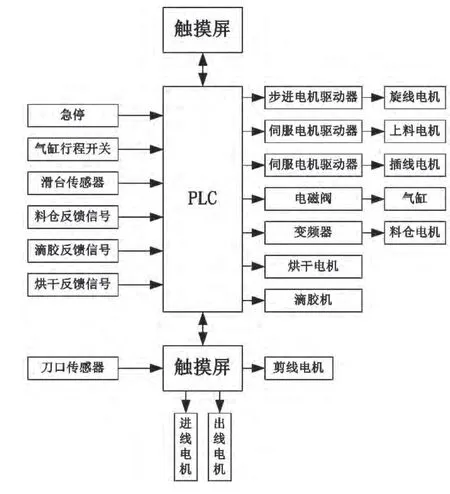
图2 控制系统框图
2.2 控制实现方法
在生产线的实际运行中,需要操作人员提前设置好生产线相关参数。整个PLC通过SFC并行和选择分支模式编程。整个流程设计成两种模式,即手动模式和自动模式。在手动模式中,进行系统参数的录入,包括料仓中各磁电机对应抓手滑台的位置、高压导线长度、插入深度、旋线圈数、运动速度等。操作人员在触摸屏上输入剪线相关参数后,通过PLC与单片机进行信息交互,存储在单片机的存储系统中。
自动模式主要用于启停整条生产线。PLC采用SFC(顺序功能图)实现顺序控制,当启动生产线自动运行时,每运行到一个工艺流程,自动控制界面中会进行当前运行状态的显示。在运行过程中,如设备出现异常,在白色对话框中,会出现异常提示代码,操作人员根据异常代码表可进行异常排查。

图3 自动运行界面
单片机作为辅助控制单元,其主要作用是通过步进电机驱动器控制剪线机构的三个步进电机,包括进线电机、出线电机和刀口电机。在单片机程序编写中,采用软件环形分配器对步进电机进行三相六拍控制。整个单片机编程采用模块化的思想,通过将不同功能的单片机程序封装为不同的函数,在实际运行的主程序中,进行分别调用即可。在主程序前,定义了进线、剪线中断处理函数T1_time()interrupt 3、T0_time() interrupt 1,进线中断初始化函数wirein_interrupt_initial(),剪线中断初始化函数cut_interrupt_initial(),除此之外,还分别定义了参数调整函数parameter_adjust(),刀口复位函数knife_ready(),剪断函数cut_all(),进线函数wire_forward(),退线函数wire_back(),剥线函数wire_bo(),调试剥线专用函数wire_boo()和试剥函数wire_bo_try()。在主函数中,通过对上述各函数进行不同调用,实现循环过程中的剪线和剥线功能。
2.3 信息交互系统
整个生产线采用PLC作为控制核心,单片机为辅助控制器。在参数录入和全线运行过程中,PLC和单片机之间均有信号交互。由于剪线机外围电路已开发好,为了减小改动,通过时间转化的方式来实现PLC与单片机之间的数据传输。操作人员需要录入到单片机中的数据有剥线长度、进刀量和进线长度。PLC与单片机之间的通信线路及协议设定如表1所示。
单片机输出信号如表2所示。

表2 单片机输出信号
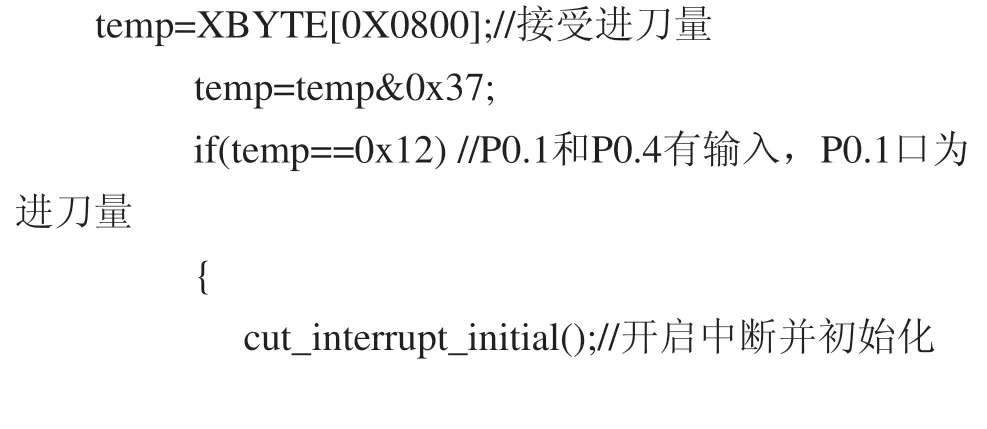
操作人员在触摸屏上输入剥线长度、进刀量和进线长度数据值,该数据值实时改变着PLC中数据寄存器D中的数值。当按下触摸屏上的“保存”按钮后,PLC的Y35输出0,Y33输出1,同时1ms定时器进行定时,定时时间为剥线长度对应值。单片机进入主循环后进行循环扫描,判断是否进入参数录入模式。如检测到P0.2口有输出,则开始定时器/计数器中断,中断时间为1ms,每产生一个中断,剥线长度寄存器num_bo加1。当剥线长度定时器定时完毕后,关闭定时器/计数器中断,换下一个进刀量定时器进行定时,同时Y33输出0,改为Y32输出1,再开启中断,单片机开始接收进刀量。依次类推,直到进线长度录入完毕。在参数录入过程中,由于采取的是用时间代表数据值,在参数录入的过程中,不能使用触摸屏进行其他操作,必须等待参数录入指示灯熄灭,才能进行下一步操作。进刀量参数录入程序如下所示。

在自动运行过程中,单片机通过接口信号与PLC进行交互,进行剪线及剥线循环,根据录入的数据值,进行定长导线剪断以及定长剥头。进刀量的控制主要体现在高压导线剥胶皮上。当步进电机控制刀片合在一起时,则进行剪断功能。当刀片半合时,则进行剥胶皮功能。刀片的进刀量需要根据高压导线的粗细以及胶皮厚度进行调节。当进刀量太小时,夹线装置承受的拉力会太大,致使胶皮不能脱落或不能夹紧运输导线。当进刀量太大时,会损伤高压导线内部铜芯,造成磁电机质量问题。
3 结束语
通过现场运行,结果表明:该生产线运行过程比较稳定,设备操作简单,操作工人熟悉程度快、维护方便,同时具有良好的安全保障和稳定性。使用该设备进行生产,能够在一定程度上节省劳动力,产品合格率达到98.3%,满足实际需求,效率与人工操作相比达到了3.3倍。通过PLC与单片机进行该生产线开发,其系统比较稳定,成本较低,具有良好的推广和应用前景。
[1]王英.机械自动化技术应用于发展前景[J].科技传播,2010(24):37-39.
[2]陈文军.PLC的特点及其应用[J].科技传播,2012(5):75-85.
[3]郭天翔.51单片机C语言教程—入门、提高、开发、拓展全攻略[M].北京:电子工业出版社,2012.
[4]Abdallah Salah,Nijmen Salem.Two axes sun tracking system with PLC control[J].Energy conversion and management,2004,45(11):1931-1939.
[5]万百五.控制论创立六十年[J].控制理论与应用,2008,25(4):597-602.
[6]周巍,张海鸥,丁尧禹,王桂兰.磁电机定子插线自动生产线开发[J].制造装备技术,2014(3):22-24.
