UNS S32750超级双相不锈钢焊接工艺
2015-12-01高勤义
高勤义
UNS S32750超级双相不锈钢焊接工艺
高勤义
通过对超级双相不锈钢UNS S32750的焊接性能分析和相关焊接试验,确定其焊接工艺和操作要点。结果表明,拟定的焊接工艺方案是可行的,焊缝性能可以得到保证,满足了ASME及阿美规范要求,为施工提供了有力的技术保证。
1. 材料简介
UNS S32750超级双相不锈钢兼有奥氏体不锈钢与铁素体不锈钢的特性,其优势表现为具有优越的耐蚀性,尤其是耐局部腐蚀性能和抗氯化物腐蚀能力,较高的导热性和较低的热膨胀系数,被广泛应用于石油天然气开发开采等富含氯离子、CO2和H2S的恶劣腐蚀环境中。其母材化学成分及力学性能如表1、表2所示。
中石化在沙特KJO项目中首次接触到这类双相钢焊接并要求100%射线检测。由于工期紧,而且沙特阿美审批程序繁多,周期较长,所以快速准确的确定其焊接工艺对项目执行至关重要。
2. 焊接性分析
S32750焊接时产生冷裂纹的敏感性较小,易产生热裂纹,最主要的问题是焊接过程中如何保证焊缝的耐腐蚀性能及低温冲击性能。焊接接头的相比例及金属间相是影响耐腐蚀性能及低温冲击性能的关键因素,所以必须制定合理的焊接参数和层间温度,控制好冷却速度来保证合理的相比例,减少金属间相产生。另外,保持焊接洁净,防止铁离子污染也是保证抗腐蚀性能的关键因素。
3. 焊接工艺
母材UNS S32750管道试件采用SCH80S、φ60.3mm×5.54mm管,选用GTAW+SMAW工艺。
(1)坡口制备 坡口采用机械加工,坡口周围25mm之内除油并打磨干净,坡口形式如图1所示。

图1 坡口形式

表1 化学成分(质量分数) (%)

表2 力学性能
(2)焊材选择 焊丝选用日本KOBELCO公司生产的ER2594 焊丝,焊条选用瑞典SANDVIK 公司生产的E2594—16焊条,经光谱检测化学成分如表3所示。满足ASME Section II Part C SFA-5.9和5.4的要求。
(3)焊接参数 常温下一般不需要预热,当环境温度<-5℃时,需要将焊缝两侧100mm范围内预热至10~15℃,预热过程要温和均匀。焊接时试件两端和焊缝用胶带纸完全封堵并充氩气,用气体检测仪检测试件中氧气含量,当氧气含量<0.05%时开始焊接,焊接过程中要全程持续充氩并保持氧气含量一直处于0.05%以下。焊接参数如表5所示。
4. 试验数据
(1)外观及射线检测 经
过第三方焊接质检员检查,外观成形较好,无明显缺陷,射线检测结果符合ASME IX要求。

表3 ER2594 焊丝化学成分(质量分数) (%)

表4 ER2594—16 焊条化学成分(质量分数) (%)
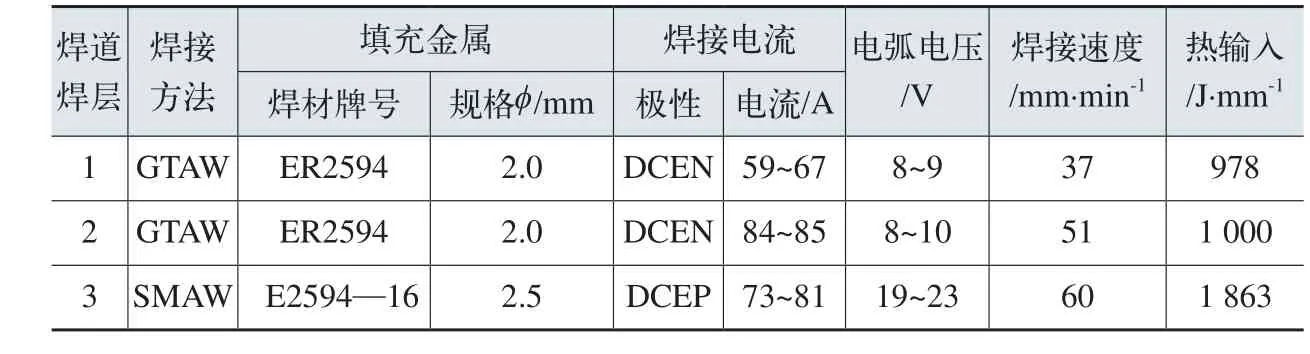
表5 焊接参数
(2)拉伸试验 根据ASME IX分别在0°和180°位置进行拉伸试验,试验结果合格。
(3)弯曲试验 根据ASME IX分别在45°、225°、135°和315°位置进行180°弯曲试验,试验结果全部合格。
(4)冲击试验 根据ASMT A923—B在-40℃进行冲击试验,试验结果如表6所示。
(5)硬度试验 根据ASMT A384—11对母材、热影响区及焊缝进行硬度测试。硬度值如表7所示,均满足规范要求。
(6)腐蚀试验 根据ASTM A923—08测试方法A在40%NaOH溶液中进行腐蚀试验,试验角度0°,在试件热影响区和焊缝位置均未发现缺陷,试验结果合格(见图2)。
(7)铁素体含量测量及金相观察 根据ASTM E562—11在40%NaOH溶液中进行铁素体含量检测及金相观察,试验结果显示母材、热影响区和焊缝位置铁素体含量均符合规范要求。
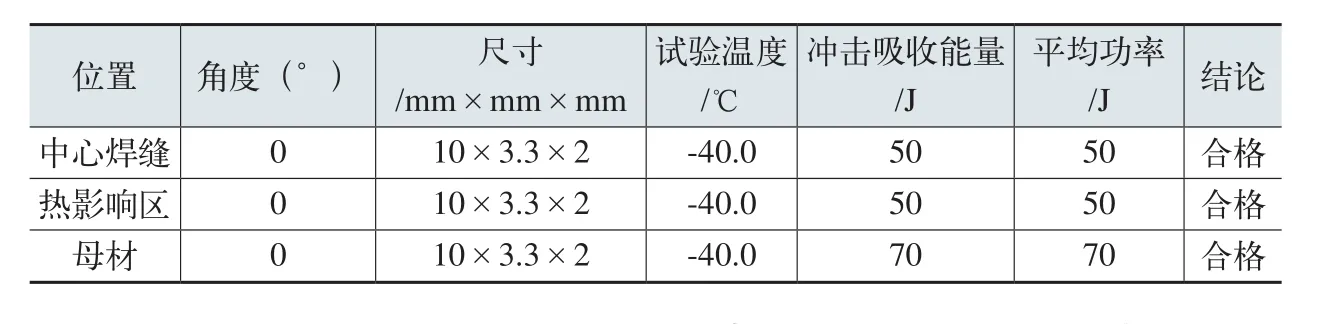
位置角度(°)尺寸/mm×mm×mm试验温度/℃冲击吸收能量/J平均功率/J结论中心焊缝010×3.3×2-40.05050合格热影响区010×3.3×2-40.05050合格母材010×3.3×2-40.07070合格

表7 硬度测试结果 (HBW)

表8 腐蚀试验结果

图2 腐蚀试验结果
根据ASTM G48—11方法A和阿美标准SAES—W—16在6%FeCl3溶液中保持腐蚀72h,并且测试温度保持在35℃。试验结果如表8所示。
5. 结语
该焊接工艺满足了超级双相钢UNS S32750焊接要求,各项技术指标均检测合格,符合ASTM和阿美规范要求,证明所选用焊接方法、焊接材料、焊接工艺正确合理,保证了超级双相不锈钢焊缝优异的力学性能和耐腐蚀性能,在施工中发挥了重要作用,保障了工程的质量。
高勤义,中石化第十建设有限公司。
