不锈钢零件精密深孔数控车加工的方法
2015-12-01黎秋坚
黎秋坚
摘 要:通过深入分析我国不锈钢零件精密深孔数控车加工的现状和加工过程中存在的问题,提出了几点有效的改进措施和建议,以期提高我国零件加工的准确度。
关键词:不锈钢零件;精密深孔数控车;刀具;加工工艺
中图分类号:TG519.1 文献标识码:A DOI:10.15913/j.cnki.kjycx.2015.21.157
现阶段,不锈钢材料已经被广泛应用于电力、建筑等行业中。但不锈钢材料本质上属于一种难加工的材料,在整个加工过程中,具有导热性能差、容易产生积屑瘤、容易加工和硬化、加工的韧性较好等特点。因此,加工人员必须充分理解和分析不锈钢零件精密深孔数控车加工的内在机理和方法。本文从典型的不锈钢零件加工入手,提出运用精密深孔数控车加工方法,提高不锈钢零件的加工精准度和加工效率,从而加工出尺寸大小一致、工作性能好、精准度高的优质不锈钢零件。
1 精密深孔数控车加工典型零件的研究
1.1 零件基本情况介绍
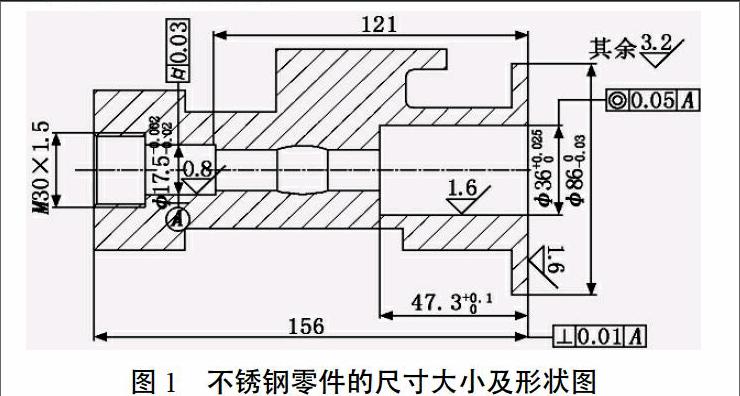
零件材料为锻造型的不锈钢2Cr13,不锈钢零件的硬度为23~27 HRC。需要特别说明,该不锈钢零件加工中的车削瓶颈为18.5 mm,且该零件的各个内孔均由主导该零件功能的各部分零件组成,这些零件直接影响到整个不锈钢零件的加工质量。此外,要严格把关不锈钢零件加工的外形尺寸大小、形态形状、定位的精确性以及各个内孔腔的主要定位。图1所示为该不锈钢零件的尺寸大小及形状。
1.2 加工重点和难点
内腔车削由于受到结构的限制,只能运用螺旋定位方法实施内部装夹。螺旋定位由一面定位到另一面,端前面长度为156~157 mm,且离心力较大,会导致不锈钢加工工件平衡能力较差。此外,该零件内孔深度为120~121 mm,其直径比普通零件长6~7倍。零件每一个部位的加工质量都会直接影响到不锈钢零件的使用性能和不锈钢零件装配的整体效果,因此对零件的尺寸精确度、同轴度数、垂直度数以及圆柱的度数均要进行严格的检测,一旦发现不合理之处,要及时更改。能否及时、顺利解决不锈钢零件精密深孔数控车加工的重点和难点,直接关系到不锈钢零件能否被顺利加工。在不锈钢零件精密深孔数控车加工过程中,刀具的选择、刀具的装夹、工艺方法路线的选择和设置、切削参数的设置等都为十分重要的影响因素。
2 精密深孔数控车加工工艺路线的设置
首先要仔细研究不锈钢零件的结构和组成;其次要进一步分析、探讨不锈钢零件制作、加工过程中的重点和难点;最后根据不锈钢零件的特点制订加工工艺路线方案。具体操作为:粗车的内、外形状加工→半精确车内、外形状加工→精确车内、外形状加工→18.5 mm内孔腔精确车的加工→精确车的内孔环状槽形加工→精确车前端槽面的加工。
3 精密深孔数控车加工的具体操作方法
首先,将已经加工好的螺纹车胎留在不锈钢工件旋入的机床上面,加工人员要利用扳手加固、拧紧,切记不要用太大的力气,避免损坏零件。其次,加工人员要利用百分表检查,充分保证工件径向圆的跳动幅度和端面圆的跳动幅度均低于0.000 2 mm,确保每个加工工件都能被检测到,进而避免在不锈钢零件加工过程中出现切削不成功、用力过大或不平衡的现象,导致工件的螺纹胎具发生位移,直接影响工件安装的精确度。再次,在加工不锈钢零件的外部圆形槽和端面槽时,要随时观察加工工件悬伸的长度和切削速度。需要注意的是,悬伸长度不宜过长,切削速度不宜过快,以免出现振纹。最后,在加工不锈钢零件的内孔腔时,由于镗孔刀的直径与内环形刀的直径和内孔腔的直径都很相似,这就需要加工人员利用百分表找到正确的加工刀具线度,并将精确度控制在0.001 mm之内。此外,在每次加工之前,必须将刀具内残留的切屑清除掉,保证刀具清洁、干净,这样才能保证加工零件的精确度,使加工零件的表面粗糙度达到标准要求。在加工时还要注意刀具刀尖的摆放是否合理,是否处于正常的工作状态。如果没有,要及时更正,这样才能保证加工不锈钢零件的质量达到检测标准。
4 精密深孔数控车加工刀具的选择标准
不锈钢零件精密深孔数控车加工刀具的选择标准包括以下四点:①加工刀具的刀片的外形、几何形状以及刀片切屑槽的几何形状要满足力学要求,从而减弱刀具使用时的阻力,避免因刀具阻力过大而导致螺纹胎具发生移位,减少对整个加工工艺产生的不利影响。②选择加工刀具时要尽量选择内冷却的加工刀杆,这样不仅能够确保加工零件的部位得到及时、充分的冷却,还能够控制刀具排出废屑的方位。③为了使螺纹胎具与刀具形成相反方向的切削,加工刀具要全部使用右手操作的刀具,这样能够有效地防止刀具滑落。④加工刀具刀尖的圆形弧度要适中,不宜过大,也不宜过小——如果加工刀具刀尖的圆形弧度过小,则会出现刀尖崩裂的现象,缩短加工刀具的使用寿命;相反,刀尖则不够锋利,出现颤纹,影响刀具的刚性。
5 结束语
采用不锈钢零件精密深孔数控车加工的方法,不仅使难以加工的不锈钢材料得到很好的加工,而且其加工的合格率高达98%. 这不仅提高了加工的整体效率,也保障了加工的整体质量。这种不锈钢零件精密深孔数控车加工方法也为其他难以加工的材料提供了很好的技术借鉴和支撑,既节省了加工材料,又提高了加工的准确度,值得推广。
参考文献
[1]李庆,马进中.典型零件的造型与自动编程加工[J].机械职业教育,2010(2):61-63.
[2]涂芬芬,张霖,张志英,等.基于虚拟技术的精密数控削加工中心的开发[J].中国制造业信息化,2012(7):16-19.
〔编辑:刘晓芳〕
