SB127镍铜合金材料电阻焊接工艺评定
2015-11-30王杰
王杰
SB127镍
铜合金材料电阻焊接工艺评定
王杰

重点介绍了ASME SB127镍合金波形板产品制造过程中的材料技术指标和焊接工艺过程试验。按照ASME IX焊接、钎接和粘结评定标准要求,对SB127材料的电阻焊工艺参数进行了评定分析,同时结合实际生产情况,经过多次试验,制定出合理的焊接工艺,为同类镍合金钢电阻焊工艺评定提供了借鉴。
1. 概述
ASME SB127(N04400)合金的组织为高强度的单相固溶体,它是一种用量最大、用途最广、综合性能极佳的耐蚀合金。该合金的一个重要特征是一般不产生应力腐蚀裂纹,切削性能良好,故广泛应用在动力工厂中的无缝输水管、蒸汽管、海水交换器和蒸发器、硫酸和盐酸环境等设备上。
由于业务的拓展,我公司于2013年6月承接了一个应用于海洋上的项目。由于介质具有较强的腐蚀性,所以客户指定使用ASME SB127材料。我们只提供波形板内件,内件结构也是我公司专利产品,在核电、西气东输、化工设备气液分离领域应用十分广泛。但是该型号的产品目前还是第一次使用到这种材质,美国总公司也没有做过,因此就没有相关的焊接工艺可供参考。该产品波形板共计426片,长度为1 200mm,产品结构如图1所示。本产品由1mm厚的薄板两块点焊而成,为此我们通常选用冷轧板,供货状态为退火,化学成分及力学性能分别如表1和表2所示。
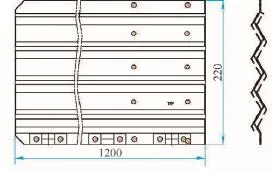
图1 产品结构

表1 SB127材料化学成分(质量分数) (%)

表2 力学性能
2. 焊接性分析
SB127材料的导电性、导热性良好,具有良好的焊接性,不易产生飞溅,且点焊不易产生裂纹等缺陷。
SB127材料焊接工艺与不锈钢焊接工艺非常相似,电阻率高,导热性差。与碳钢相比,可以采用较小的焊接电流和较短的焊接时间。由于具有较高的高温强度,所以必须采用较高的电极压力,以防止产生缩孔和裂纹等缺陷。热敏感性强,采用较短的焊接时间、强有力的内外部水冷却,并且要准确地控制加热时间和焊接电流,以防止热影响区晶
粒长大,或出现晶间腐蚀现象。
高温时,镍合金非常容易因S、P、石墨及其他一些低熔点物质的影响而变脆。这些物质通常存在于普通制造业常用的金属加工辅料中,例如油、油脂、切削液、标记笔及墨水、进行预处理的化学药剂、机械润滑剂以及温度指示剂或标示剂等,因此可以通过蒸汽去油或采用丙酮等有机溶剂去除。
通常新的金属材料都处于退火状态,并且都已被清洗干净,但如果金属材料暴露于高温环境中并且生成的氧化物非常多,就必须注意清除。因为氧化物的熔点通常比母材金属高的多,例如SB127熔点在1 300~1 350℃,而其镍氧化物熔点高达2 000℃,在焊接过程中易造成未熔合。
3. 焊接工艺评定试验
(1)试样及焊接参数 按照ASME IX焊接、钎接和粘结评定 QW—285标准,需要连续焊接一串10个焊点,其中5个做机械剪切试验,另外5个做金相试验。我们共制作试样20件,规格为125mm×25mm×1.0mm,两两焊接而成。在电阻焊前,我们编制了指导性的焊接参数,如表3所示,焊接节点如图2所示。
(2)电阻焊机的选择和电极材料的确定 电阻焊机我公司共有4台,这次选用的焊机是最新设备220kVA中频电焊机DB—220(见图3),具有很好的稳定性和很高的效率。
电极材料选用铬锆铜,具有良好的导电性、导热性、硬度高、耐磨抗爆、抗裂性及软化温度高,焊接时电极损耗少,焊接速度快、成本低等优势。
(3)焊前清理 焊接前用细砂纸打磨待焊表面,并丙酮擦拭干净。
(4)焊后检测 检测标准要求如下:①机械剪切试验:失效负载最低值为3 626N,最小平均值为4 449.2N。②宏观检测:取焊缝横截面抛光、浸蚀以显示出焊缝金属,用10倍的放大镜对断面进行检测,无裂纹、未焊透、喷溅和夹渣等缺陷。焊点熔核的最小宽度应≥3mm,焊点深度(熔化深度)最小为较薄板层厚度的20%,最大为全部板层总厚度的80%。
检测结果如下:①机械剪切试验:分别对5个机械剪切试样进行了拉伸,所有的材料都在母材上撕裂,结果如表4所示。②金相试验:取横截面抛光、浸蚀以显示出焊缝金属,用30倍显微镜进行检测,结果为无裂纹、无夹渣、喷溅,有几处未焊透,最长约0.47mm;焊点熔核宽度分别为5.02mm、4.40mm;焊点深度为1.13~1.17mm,均符合要求。
经过对试样的分析,未焊透可能是由于试样表面清理不彻底以及采用放大镜倍数过高所致。于是重新焊接5个试样,在焊前进行了彻底清理,并要求检测单位使用10倍放大镜进行检测,结果试样完全满足要求。

图2

图3
4. 结语
我公司用试验确定的工艺参数焊接,焊接过程中无飞溅、焊点熔核内无缩孔、裂纹等缺陷,满足了产品要求,填补了我公司镍合金电阻焊方面的空白,为今后该材料电阻焊的推广提供了依据。

表3 焊接参数

表4
经过客户两年多的项目产品实际使用,无论从耐腐蚀性以及分离效能上,都有很好的效果。
王杰,普尔利斯(中国)环保分离设备制造有限公司。
