EOPC塔顶冷凝器的制造
2015-11-30李红娜
李红娜
EOPC塔顶冷凝器的制造
李红娜

根据EOPC塔顶冷凝器设备的制造难点及要求制定了焊接工艺,同时介绍了焊接过程中焊接设备与材料的使用情况,顺利完成了冷凝器的制造工作,取得很好的效果。
1. 概述
我公司承揽了天津石化公司某厂环氧乙烷扩能改造项目的多台设备制造任务,制造难度较大。EOPC塔顶冷凝器是其中之一,该设备最主要的制造难点是管板的加工,其主要技术特性如表1所示。该设备属于第II类压力容器,按照GB151—1999《管壳式换热器》、TSG R0004—2009《固定式压力容器监察规程》进行设计、制造和验收。
2. 设备材料要求
EOPC塔顶冷凝器内径尺寸为1 900mm,管程采用不锈钢材料,壳程采用碳钢材料,管板采用碳钢与不锈钢堆焊的结构,各部件材料参数如表2所示。
对各种材料的要求如下:
S30403不锈钢板材应符合GB 24511—2009《承压设备用不锈钢钢板和钢带》标准要求,供货状态为固溶,表面加工类型为1D级。
Q345R钢板应符合GB 713—2008《锅炉和压力容器用钢板》标准要求,供货状态为热轧。
换热管材料S30403应符合GB 13296—2013《锅炉、热交换器用不锈钢无缝钢管》标准冷拔管要求,外径偏差±0.1mm,壁厚偏差为0+20%;换热管不得拼接,还应符合NB/T47019—2011《锅炉、热交换器用管订货技术条件》规定。
接管Q345材料应符合GB 6479—2000《高压化肥设备用无缝钢管》标准要求,供货状态为正火,其wS≤0.020%。
接管S30403材料应符合GB/ T 14976—2012《流体输送用不锈钢无缝钢管》标准要求,供货状态为固溶。
管板Q345IV+S30403采用堆焊结构,基层材料Q345应符合NB/T47008-2010《承压设备用碳素钢和合金钢锻件》标准IV级要求,供货状态为正火。

表1 设备主要技术特性

表2 各部件材料参数
3. 制造与检测
(1)管板堆焊 管板(见图1)采用单面堆焊,由于焊接变形较大,所以为保证堆焊后管板相对平整,采用阶梯状加工待堆焊面,另一侧留堆焊后的加工余量。待堆焊面除油锈后进行100%磁粉检测,按JB/T4730.4—2005要求I级合格。焊接时控制层间温度≤150℃,焊接参数如表3所示。
堆焊后要求如下:整个堆焊表面应平整,平面度公差≤1mm,堆焊层厚度应均匀,最厚与最薄之差≤1mm;堆焊表面加工(钻孔前)的堆焊层表面应进行100%渗透检测,符合JB/ T4730.5—2005标准要求,I级合格;堆焊后应检测距离堆焊表面以下5mm深度以内的化学成分,并满足S30403板材的要求;堆焊后,应保证管板不发生翘曲和变形。
(2)壳体A、B类焊缝 管箱筒体与壳程筒体焊接坡口如图2所示, 焊接参数如表3所示。焊后分别对壳程筒体进行20%射线检测,按JB/T4730.2—2005要求III级合格,管箱筒体进行100%射线检测,按JB/T4730.2—2005要求II级合格。
(3)换热管与管板连接 采用强度焊加贴胀的方法,先焊后胀。首先焊接前应对接头处用丙酮或相当的溶剂进行清理,去除油污和渣物,换热管管头至少超出管板厚度50mm范围内需打磨至露出金属光泽。其次将管子逐根点焊,焊点不少于2点,采用中心辐射焊,防止管板变形,焊接参数如表3所示,焊接接头如图3所示。采用钨极惰性气体保护焊,焊后接头进行100%渗透检测,按JB/T4730.5—2005标准I级合格。最后清除焊渣及高出换热管内壁的焊瘤,选择合适的胀管器对管子逐根进行贴胀。
4. 焊接设备及焊接材料应用
(1)焊接设备 使用的焊接设备主要有: DC—1500林肯焊机(见图4)、DC—1000林肯焊机(见图5)、NSA4—300直流手工钨氩弧焊机(见图6)。
(2)焊接材料 使用的焊接材料主要有:天津金桥的J507、H10Mn2+HJ431;哈尔滨焊接研究所威尔焊接公司的焊带H309、H308L+SJ304;昆山京雷的ER308L、A002。
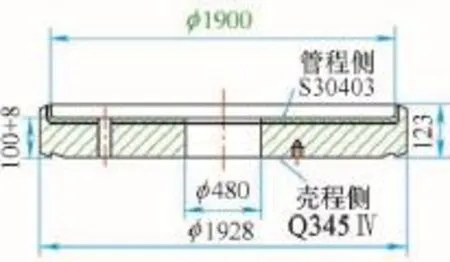
图1 管板示意
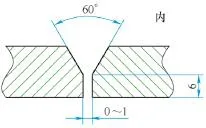
图2 壳体焊接坡口
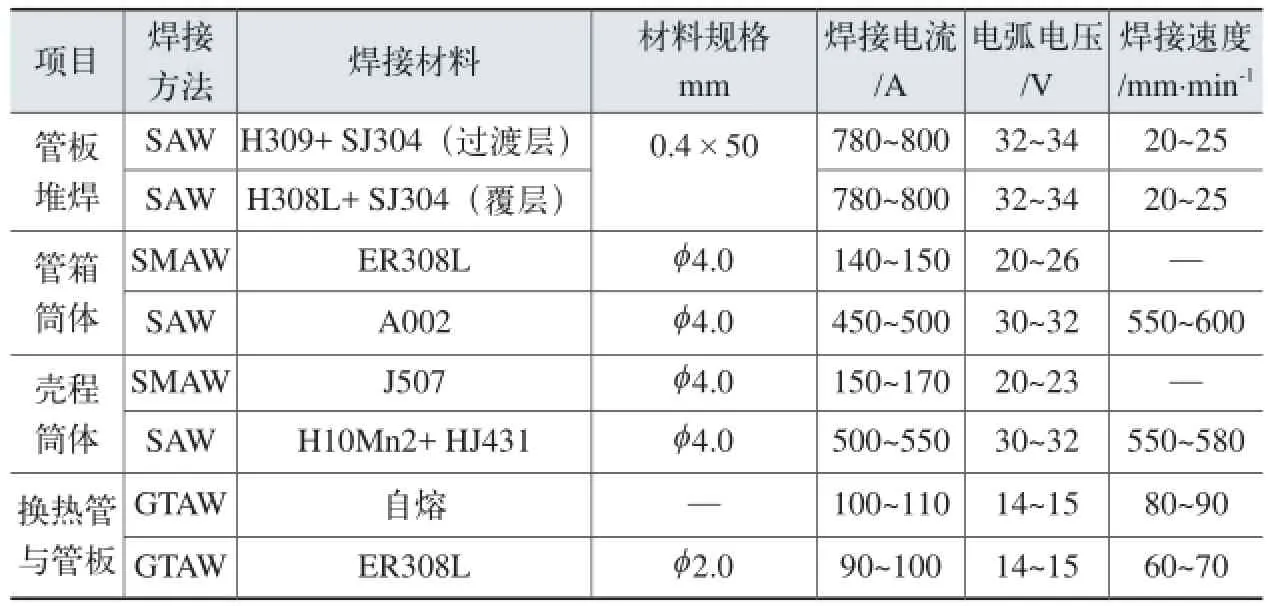
表3 焊接参数

图3 管板与换热管连接焊缝

图4 DC—1500林肯焊机

图5 DC—1000林肯焊机

图6 NSA4—300直流手工钨氩弧焊机
5. 结语
通过对管板堆焊变形采取了上述有效的预防措施、正确合理的焊接手段、严谨的检测办法,最终按照图样要求圆满完成了制造工作。对于以后承揽类似工作具有指导意义,防止该类产品发生事故。
李红娜,天津津滨石化设备有限公司。
