基于激光干涉仪的FANUC系统VMC的定位精度检测与误差补偿
2015-11-30周丽霞周树强
周丽霞,周树强,覃 琴
(成都航空职业技术学院,四川成都 610100)
基于激光干涉仪的FANUC系统VMC的定位精度检测与误差补偿
周丽霞,周树强,覃 琴
(成都航空职业技术学院,四川成都 610100)
利用英国雷尼绍公司生产的MLIO激光干涉仪,对配有FANUC 0i数控系统的立式加工中心进行误差数据采集,通过激光干涉仪配套软件绘制定位误差曲线,并生成误差补偿数据,将误差补偿数据输入FANUC 0i系统,可以显著提高机床的加工精度。
FANUC数控系统;激光干涉仪;误差补偿
0 引言
随着数控加工中心的广泛应用,对零件加工精度要求也越来越高,数控机床的精度也有了更高的要求。为了保证加工质量,对数控机床的定位精度进行检测和补偿是最根本的,由于本文中的半闭环系统机床的定位精度主要是受到滚珠丝杠精度的影响,滚珠丝杠的精度主要受到制造误差和使用磨损的影响[1-2],所以通过对数控机床进行定期检测,并对数控系统进行正确螺距误差补偿,来提高数控机床的加工定位精度。
利用Renishaw激光干涉检测实际误差,通过FANUC系统软件的误差补偿界面对立式加工中心进行补偿,从而提高数控机床的定位精度。文章以加工中心的X轴为例说明使用激光干涉仪测量和补偿数控机床螺距误差的方法。
1 激光干涉仪测量线性误差的原理
雷尼绍公司的激光干涉仪ML10主要由激光头、环境补偿单元、玻璃镜组件、机械结构件及配套软件组成。其中激光头发出波长约为0.633μm、且波长稳定的激光;玻璃组件有分光镜和反射镜;机械结构件用来支撑激光头,可自由调整并确保光路进入测量路径;环境补偿单元可以采集现场环境的大气压力和湿度以及机床本体的温度,将环境对测量的影响计入系统里[3-4]。
线性测量是测量机床精度中最常见的一种测量,其典型安装布局示意图如图1所示。线性测量光学组件包括一只分光镜和两只反射镜。把其中一只反射镜用紧固螺钉固定在分光镜上,构成干涉镜,激光头发出的光束会射入干涉镜,再分为两道光束。一道光束射向连接在分光镜上的反射镜(固定反射镜),而第二道光束则通过分光镜射入第二个反射镜(移动反射镜)。这两道光束再反射回分光镜,重新汇聚之后返回激光头,当移动反射镜在移动过程中,返回激光头的干涉光束会呈现明暗变化,激光头接收到返回的干涉光束,激光头内部传感器检测出条纹明暗的变化,并通过信号处理电路处理并计算出移动反射镜所移动的距离[5-6]。
假设出现明暗条纹的次数为N,反射镜移动的距离为N倍的二分之一波长(0.633μm)。所以移动反射镜随着工作台在移动过程中,通过检测到明暗条纹变化的次数,就可得到工作台移动的距离。
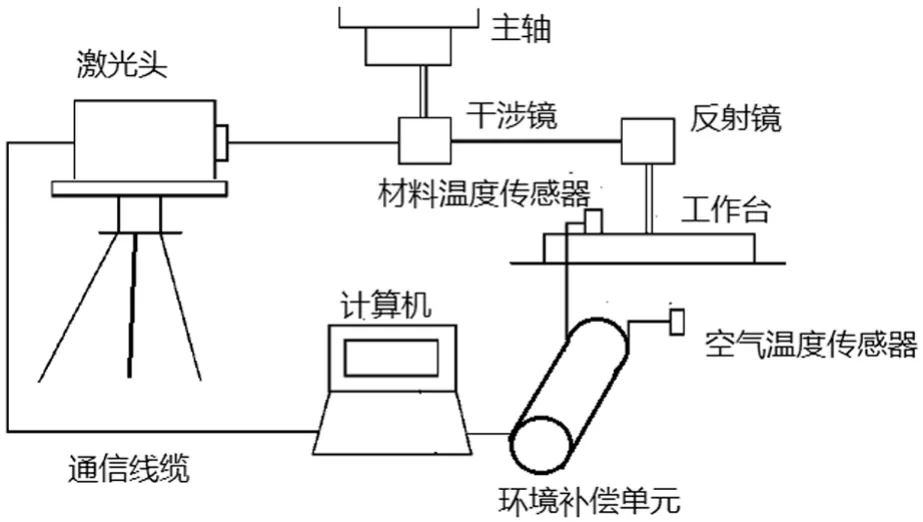
图1 线性测量典型安装布局示意图
2 定位精度检测和螺距误差补偿的步骤
文章以半闭环立式加工中心的X方向的定位精度检测和误差补偿为例来说明操作步骤。
X轴补偿起点0 mm,补偿终点840 mm,补偿间隔60 mm。
具体步骤说明如下。
第一步:连接激光干涉仪;放置好激光头,将干涉镜固定在主轴上,移动的反射镜固定在工作台上,然后对光,对光的目的是为了让检测的光线能准确返回激光头上,让激光头得到最强的反馈信息,以便计算实际的行程数值[6-7]。
第二步:设置参数。
(1)参数3620设置为30,由于误差补偿间隔是60 mm,全长一共补偿15个数据,其中有一个是补偿参考点,这里选螺距误差补偿数据表中的第30号为X轴补偿参考点。
(2)参数3621设置为30,表示从螺距误差补偿数据表的第30号开始填入X轴的补偿值,一共要填15个。
(3)参数3622设置为44,由于误差补偿间隔是60 mm,全长一共补偿15个数据,并且从螺距误差补偿数据表中的第30号开始,一共要填15个。所以最后一个就是数据表中第44号,所以3622设置为44。
(4)参数3623设置为1,表示补偿倍率为1倍,实际补偿值=补偿值×补偿倍率。
(5)参数3624设置为60,补偿间隔60 mm,每隔60 mm,激光干涉仪采集一次数据。
(6)进入螺距误差设定画面(进入界面方法:按下“system”键→按下扩展软键→按下“螺补”软键),将表格中所有值都清零[9-10]。
第三步:打开激光干涉仪配套线性测量软件,进行测量前设置,然后运行工作台移动程序并通过激光干涉仪采集数据,通过线性测量软件实时观看测量数据。
工作台移动程序程序如下:
00001
G90 G00 X0;
G04 X4;
M98 P00002 L5;
M30;
00002
G90 G01 F2000 X-1;
G04 X2;
G01 X0;
G04 X4;
M98 P0003 L14;
G90 G01 X841;
G04 X2;
G01 X840;
G04 X4;
M98 P00004 L14;
M99;
00003
G91 G01 X60;
G04 X4;
M99;
00004
G91 G01 X-60;
G04 X4;
M99;
程序00001为主程序,00002、00003、00004为子程序,00001主程序先快速定位X0,调用00002子程序5次,00002子程序先越程到-1 mm,再走到0 mm,暂停4s,再沿X轴正方向移动,每移动60 mm暂停4s(调用00003子程序14次),到840 mm后越程到841 mm,再走到840 mm,暂停4s,再沿X轴负方向移动(调用00004子程序14次),每移动-60 mm暂停4s,到X0。在运行以上程序过程中,每暂停4s处,激光干涉仪采集数据。
第四步:通过激光干涉仪配套的线性测量软件对激光干涉仪采集的数据进行误差分析得出补偿数据,并将补偿数据输入数控系统。
数据采集结束后,需按国家标准GB/T17421.2-2000机床检验通则第2部分来进行数控轴线的定位精度和重复定位精度的确定[8-10]。
在激光干涉仪的线性测量软件中通过选择统计数表可查看出按照国标GB/T17421.2-2000所统计出的所有误差值,若选择GB/T17421.2-2000分析曲线,可查看误差分析曲线,见图2所示。补偿前该机床X向定位误差A:0.077 078 mm(双向定位)。
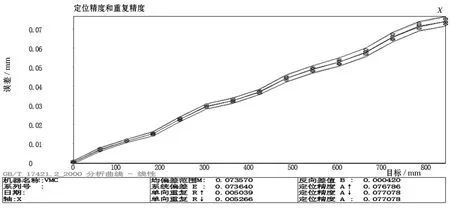
图2 补偿前的误差分析曲线图
通过线性测量软件生成补偿数值,设置窗口如图3所示,补偿类型选择增量型,补偿起点0 mm,补偿终点840 mm,补偿间隔60 mm。
自动生成的补偿数值表见图4。进入FANUC系统的螺距误差设定画面,从补偿点号第30号开始输入图4中的补偿数值,一共输入15个补偿数据,到第44号补偿点号结束。
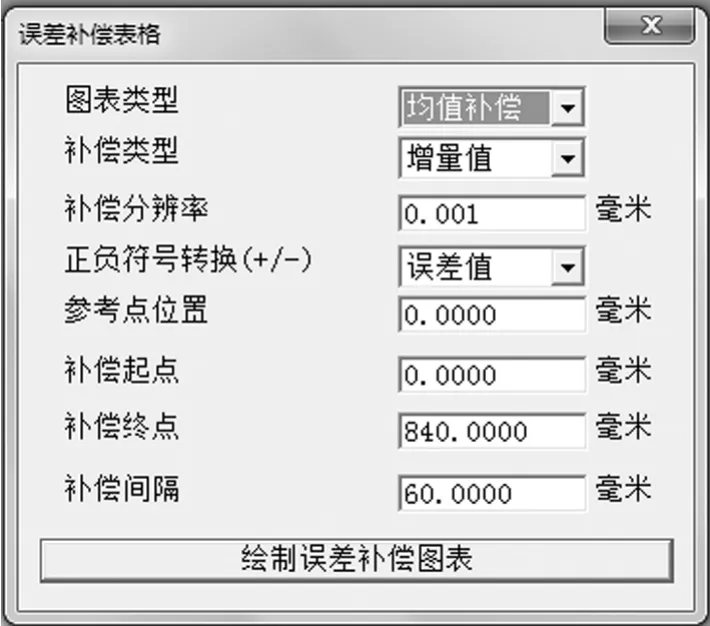
图3 误差补偿设置窗口
第五步:再次进行补偿后的数据采集验证补偿结果是否合乎要求,得到补偿后的误差分析曲线见图5所示。
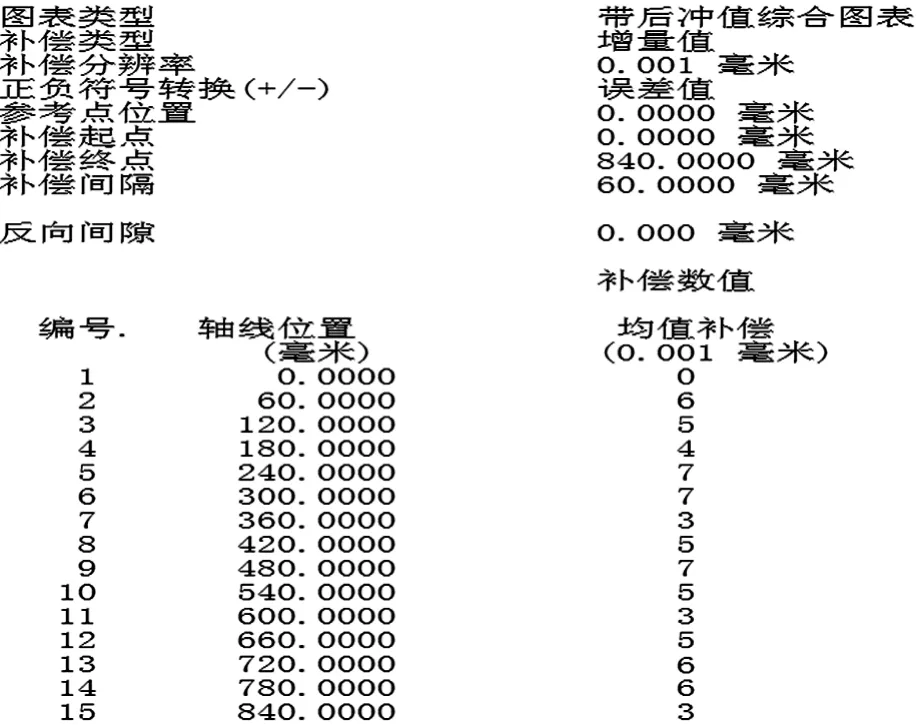
图4 软件自动生成的补偿值
根据补偿后的误差分析曲线(见图5),补偿后该机床X向定位误差A:0.004 878 mm(双向定位);与误差补偿前比较,数控机床精度得到了较大的改善。
3 总结
对于半闭环系统机床,提高定位精度,可以采用螺距误差补偿的方法,其实质就是将数控机床某轴上的指令要求位置与激光干涉仪所测得的实际位置相比较,通过激光干涉仪配套软件计算出全行程上的误差分布曲线,并计算出每个测量点处的误差补偿时,再将误差补偿值输入FANUC数控系统的螺距误差补偿界面表格中。FANUC数控系统控制该轴的运动时,就会自动考虑到输入的误差补偿值,并给予补偿。
Using Laser Interferometer to Measure and Compensate Positioning Accuracy in FANUC System VMC Machine
ZHOU Li-xia,ZHOU Shu-qiang,QIN Qin
(Chengdu Aeronautic Vocational and Technical College,Chengdu610100,China)
Using Renishaw ML10 laser interferometer can measure the practice error data in FANUC 0i system VMC machine,draw the positioning accuracy error curve,and create dates of error compensation,which are interred into FANUC 0i system for improving the processing precision of CNC machine.
FANUC CNC system;laser interferometer;error compensation
TH17
A
1009-9492(2015)10-0094-03
10.3969/j.issn.1009-9492.2015.10.023
2015-04-07
