基于FANUC系统开发卧式加工中心工件偏置自动创建功能
2015-11-30撰文许昌烟草机械有限责任公司王晓勇
撰文/许昌烟草机械有限责任公司 王晓勇
基于FANUC系统开发卧式加工中心工件偏置自动创建功能
撰文/许昌烟草机械有限责任公司 王晓勇
当卧式加工中心加工非正交平面时,工件坐标系的建立是个难题。本文介绍了利用FANUC系统的宏编程技术,针对非正交平面,开发工件偏置自动创建宏程序的过程。该宏程序能够自动读取已知数据,计算工件偏置,向数控系统输入计算结果,从而实现自动建立工件坐标系的功能。
卧式加工中心是指机床主轴处于水平状态的加工中心,这类机床通常配置一个绕固定轴线360度旋转的分度工作台,X、Y、Z三个直线坐标轴加一个回转坐标轴,适合箱体类零件的加工,工件一次装夹,除了安装底面和顶面之外,可以完成至少四个侧面的加工。
卧式加工中心加工零件时,每个角度平面都要建立工件坐标系。在0°、90°、180°、270°这四个正交平面上,操作工可以方便的通过量棒或探头等工具,测量工件偏置值,建立工件坐标系。但是,当加工非正交平面(如30°平面)时,测量工件偏置是个繁琐但必需要解决的问题。
确定非正交平面工件偏置的方法有多种,其中最常用的方法是,技术人员通过手工计算或者电脑绘图确定。在计算之前,需要收集机床数据、零件数据和现场测量数据三个方面的信息,如表所示。其中机床数据和零件数据对于特定机床和零件是固定的,而现场数据需要零件在机床上装夹、定位后才能测量,因此,出现了技术员等待操作工现场实测数据,而操作工等待技术员计算结果的现象,造成机床停机,降低了机床有效作业率。
为了解决非正交平面加工基准点工件偏置的计算问题,我们利用数控系统的宏编程功能,开发了针对多种数控系统的宏程序,作为固定循环植入数控系统,可以实现任意角度平面工件偏置的自动创建功能,彻底解决了现场人工计算工件偏置的环节。下面以FANUC系统为例,介绍宏程序的开发过程和具体应用。

表 人工计算工件偏置需要收集的数据信息
一、推导工件偏置的数学计算模型
开发宏程序的关键点和难点在于根据已知条件,推导正确的工件偏置计算公式。为此,我们建立以下命题,如图1所示,工件在摆正(0°)的情况下,已知工件上一个参考基准点,该点相对于机床零点的坐标为(XG54,YG54,ZG54),机床工作台的回转中心相对于机床零点的坐标为(X回,Z回),已知工件上任意一点A,该点相对于参考基准点的坐标值为(I,J,K)。如图2所示,当工件旋转任意角度β°后,点A转到点B,求点B相对于机床零点的坐标值(X偏,Y偏,Z偏)。
推导过程:
如图3所示,在Z-X坐标系下。

综合图1、图2的数据,计算结果如图4所示。
R×cosα=ZG54+K-Z回

图1 工件偏置计算命题的已知条件

所以,可得:


图2 工件偏置计算命题的求解目标

图3 工件偏置推导关键三角形示意图
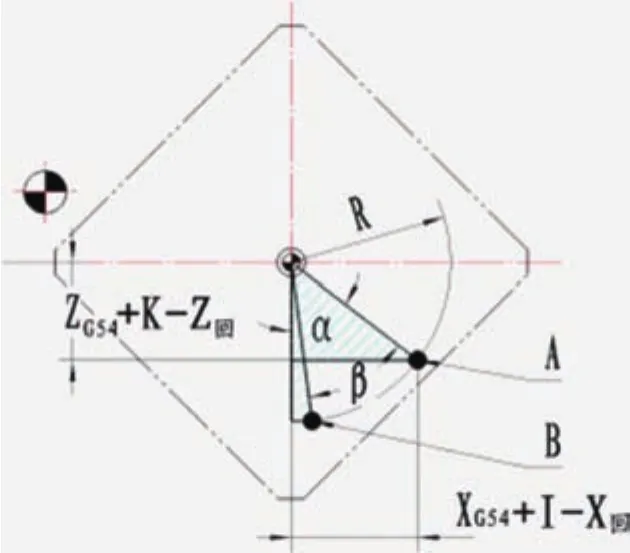
图4 工件偏置关键三角形直角边计算公式
因为Y轴方向的工件偏置和工作台旋转无关,所以,根据已知条件,最终点B的工件偏置计算公式如下,经过验证,公式准确无误。
工件偏置计算公式:




二、FANUC系统宏程序的编制
要实现“工件偏置”自动创建功能,需要利用数控系统的宏编程平台,开发一个能够根据已知条件,自动读取参考基准点的现场测量数据,自动计算工件偏置数据并写入数控系统的宏程序,然后将该宏程序存储到数控系统内存中,作为机床定制固定循环使用,通过零件加工主程序中编制宏调用指令调用,实现各种非正交平面工件坐标系的自动创建。
按照上述思路,我们根据上面推导的数学计算模型,针对FANUC系统,开发了能够根据已知数据,实现“工件偏置”自动计算和输入的宏程序,宏程序结构及注释如下。
三、宏调用指令及使用说明
根据编制的宏程序,我们确定FANUC系统的宏调用指令格式如下。
G65 P_ A_ X_ Y_ Z_ B_ H_
注释:
G65 (宏调用指令)
P_ (调用的宏程序号,如P7010)
A_ (参考基准点的工件偏置号,1-48或54-59,对应坐标系G54.1 P1-P48和G54-G59)
X_(非正交平面坐标系原点相对于参考基准点的X坐标值,有+/-之别)
Y_(非正交平面坐标系原点相对于参考基准点的Y坐标值,有+/-之别)
Z_(非正交平面坐标系原点相对于参考基准点的Z坐标值,有+/-之别)
B_(旋转角度)
H_(建立非正交平面坐标系的工件偏置号,1-48或54-59,对应坐标系G54.1 P1-P48和G54-G59,注意和A_中的不要相同)
四、宏程序特点及注意事项
(1)该宏程序仅适用于工作台顺时针旋转为正的机床,否则,需要适当调整。
(2)针对不同的卧式加工中心,因回转中心的机床坐标不同,需要查阅机床手册或者根据实际校调数据,对宏程序中 #4和#6的变量值进行调整,其中#4对应X,#6对应Z。
(3)使用前,必需在零件“摆正”状态下,建议为0°,测量参考基准点的坐标偏置值,输入宏调用指令参数A指定的偏置中,如G54,建立计算基准点,供宏程序内部计算调用。
(4)宏调用指令中,由参数A和H指定参考点偏置号和建立非正交平面工件零点偏置号,可以根据程序中非正交平面的数量,选择G54-G59,或者G54.1 P1-P48,二者不能相同。
(5)宏调用指令中,参数A和H要正确输入,超出取值范围的赋值将会触发报警。
(6)宏调用指令一般放在主程序的开始,零件有几个非正交平面,就需要几行宏调用指令,主程序执行时,工件偏置自动计算,并写入数控系统指定的工件偏置设定区,建立工件坐标系,供主程序调用。
五、效果验证
宏程序编制完成后,为了验证工件偏置自动创建功能的有效性,计算数据准确性,我们设计了5组不同数据,在公司两台配置FANUC 310i系统的卧式加工中心上进行验证,采用的方法是分别在两台设备上进行不同旋转角度的数值验证,并将计算结果与CAD软件绘图采集的数据进行对比,二者计算结果完全一致。
六、结语
利用FANUC系统的宏编程技术,开发的卧式加工中心工件偏置自动创建功能,解决了卧式加工中心在加工非正交平面时,工件坐标系的建立难题,消除了人工重复计算工件偏置的环节,降低了技术人员的工作量和出错率,减少了机床停机等待时间。
