管道焊缝热处理质量控制工作探讨
2015-11-27方恭庆锁海滨
方恭庆锁海滨
(1.石油天然气兰州工程质量监督站,甘肃 兰州 730060; 2.中油集团质量与标准化部, 北京 100007)
管道焊缝热处理质量控制工作探讨
方恭庆1锁海滨2
(1.石油天然气兰州工程质量监督站,甘肃 兰州 730060; 2.中油集团质量与标准化部, 北京 100007)
本篇着重阐述了管道焊接接头消除焊接残余应力的机理、热电偶的测温原理与连接方式、目前施工中热电偶测温普遍存在的问题和重点监督控制的内容,提出了加热器的布设和保温的推荐方法。
消应力机理;热电偶测温原理及设置;加热保温
0 引言
管道焊接接头的消应力热处理在石油化工管道安装工程中有着及其广泛的应用,它是消除焊接应力、延缓应力腐蚀、避免焊缝开裂的重要手段。热处理的成功与否,关键是能否将焊接接头加热到规定温度并按要求的时间保温,但是热处理过程中温度检测的有效性和可靠性往往被热处理单位和工程管理部门所忽视,仅仅是将热处理质量的控制放在加热曲线的符合性上。作者多年来对多个炼化工程项目的管道热处理进行了监督检查,发现大多数热处理单位技术水平较低,对热处理的重要性认识不足,温度检测工艺缺乏技术合理性,热电偶与加热器紧贴,没有采取任何隔离措施。热电偶所测的是加热器的温度,实际被加热部位的温度远远达不到热处理工艺要求,热处理成为“夹生饭”。热处理的不合格给焊接接头的质量埋下了严重的安全隐患。本篇着重阐述了热电偶的测温原理、连接方式及加热器的布设和保温方法,以引起广大同行对该项技术的重视,并在交流中共同提高业务技术水平。
1 焊接接头消应力热处理概述
在管道焊接质量检查与控制中,焊接接头消应力热处理的质量控制是其重要的一环,焊缝热处理是保证消除焊缝残余应力,改善焊缝力学性能,避免焊缝开裂,提高安全使用寿命的重要措施。热处理的核心就是随着温度提高,金属屈服点σs下降,见图1温度与屈服极限关系图[1]看出两种材料加热温度超过550℃后屈服值急剧下降,当屈服值小于内应力时,焊缝及热影响区域的金属组织在应力作用下发生塑性变形,从而消除了焊接残余引力。热处理的有效性关键是在合理的的温度下,保持足够长的时间,确保焊接应力的充分释放,此外还要注意升降温过程的温度梯度应符合热处理工艺要求,避免过快的升降温速度而产生的附加热应力,对于不同金属材料炉管的热处理温度在规范《石油化工有毒、可燃介质钢制管道工程施工及验收规范》(SH3501-2011)中规定见表1。其它常用金属管道的热处理温度,相关规范中有详细规定,在此不再赘述。下面主要谈的是温度测量、加热技术及质量控制。
2 温度测量和控制技术
2.1 热电偶的型号和测温原理
热处理过程的温度测量通常采用热电偶测温系统,其测量灵敏度高、量程范围宽、稳定性好、飘移小。同时热电偶本身结构简单具有较强的抗机械损伤能力,重复利用率高,很适合在热处理过程中温度的在线检测。热电偶因材料的不同常用的有八种分度:S 铂铑10 纯铂、R 铂铑13 纯铂、B 铂铑30 铂铑、6K 镍铬 镍硅、T 纯铜 铜镍、J 铁 铜镍、N 镍铬硅 镍硅、E 镍铬 铜镍。不同的材料具有不同的热电动势。
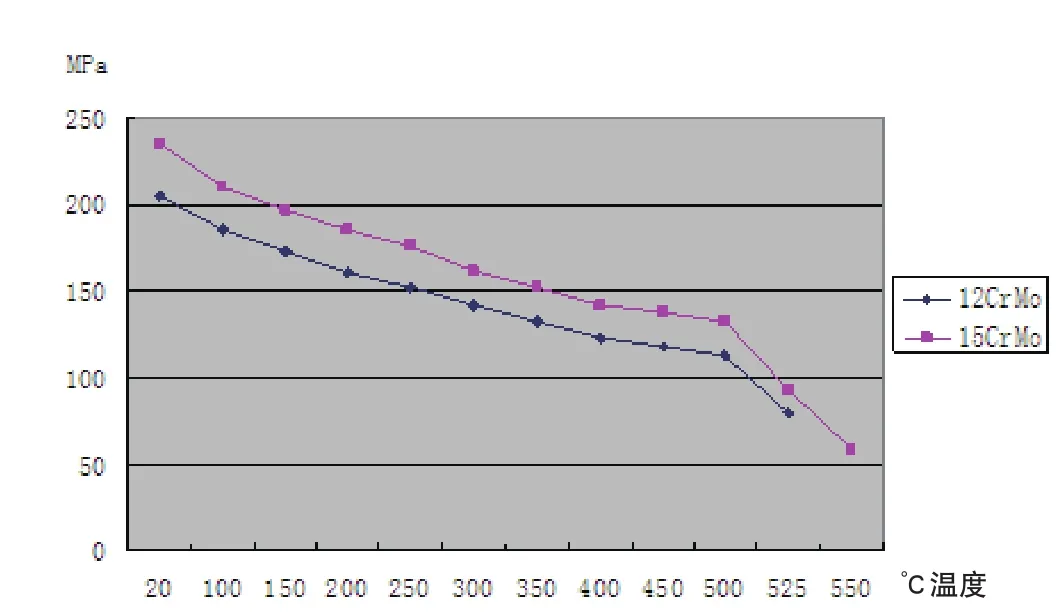
图1 金属屈服点与温度关系图

表1 常用钢材焊接接头热处理基本要求
热电偶工作原理就是依据塞贝克效应,当导体两端存在温度差时导体两端便产生一定的电动势,电动势的大小与材料和两端温差有关,当两种不同材质导体的一端相接,并处于与另一端不同温度下,则两根导体的另两端间产生了电动势差,且电动势的大小与导体两端的温度差成线性关系。因热电偶材料价值比较高,测量导线一般截取600~1000mm长,所以引出端离加热区域距离很近,易受被测体温度的影响,给测量温度带来“损失”所以必须用mV/℃与热电偶相匹配的导线加以补偿,热电偶电势信号的引出,必须使用相匹配的补偿导线[2],否则将造成严重的温度测量误差。热电偶补偿导线是热电偶测温功能的延长,要求补偿导线的mV/℃与热电偶相同,且连接时极性不能搞错,选错补偿导线或极性的接错将造成很大的测量误差。
2.2 热电偶抗干扰措施和与控制器连接时的注意事项
热电偶虽说是对某一点处温度的测量,但其测量机理决定着热电偶全部长度包括补偿导线都参与了测量,这点与热电阻测温有着本质的区别,另外信号放大器前级均采用场效应放大模块,输入端有很高的阻抗,所以热电偶在工作过程易受弱电势的干扰,常见的是交、直流漏电、电磁场感应。比如,直流电焊机在热处理管线上或与之相近的设备上施焊,若热电偶或连接线的任何部位(不考虑与管道的焊接点)有轻微的接地,将在温度记录中出现很高的温度峰值或低谷,为此要求热电偶要有可靠的隔热绝缘护套,补偿导线要有良好的屏蔽性能,在线路连接时补偿导线屏蔽层与控制柜接地端连接,热电偶端悬浮。
要注意,现在的热处理设备都有对多种热电偶分度的选择配型功能,比如:在用FP93 0.3级可编程PID温度调节控制器时,若接入K3型热电偶,则要将温控器输入端热电偶序号设定为“6”的前级信号放大端,热电偶分度与控制系统必须匹配[2],否则将造成低温高现或高温低显的情况,这也使施工单位出据不真实的热处理记录成为可能,所以监督检查此项是控制热处理工艺可靠性的重要内容。
2.3 热电偶的设置
以往热处理单位在布设热电偶时普遍采用制式铠装热电偶直接夹于焊缝与加热片之间,热电偶端部直接受到加热片的烘烤,给测量带来很大的正误差,这也是热处理温度达不到处理工艺要求,处理后焊缝仍然产生应力裂纹的主要原因。
热电偶测温对比试验如下,取两只K3型热电偶焊接于管道热影响区见图2,另一只铠装K3型热电偶,夹持于管道焊缝与加热器之间,三只热电偶在同一组加热器的覆盖之下,且保温均匀。当焊接的两只热电偶温度显示480℃时,压接热电偶显示温度高达570℃,见图3。压接的热电偶受加热器的直接烘烤,其所测温度高出管表面温度90℃,从加热曲线走势上看,随着温度的提高,偏差也越大。
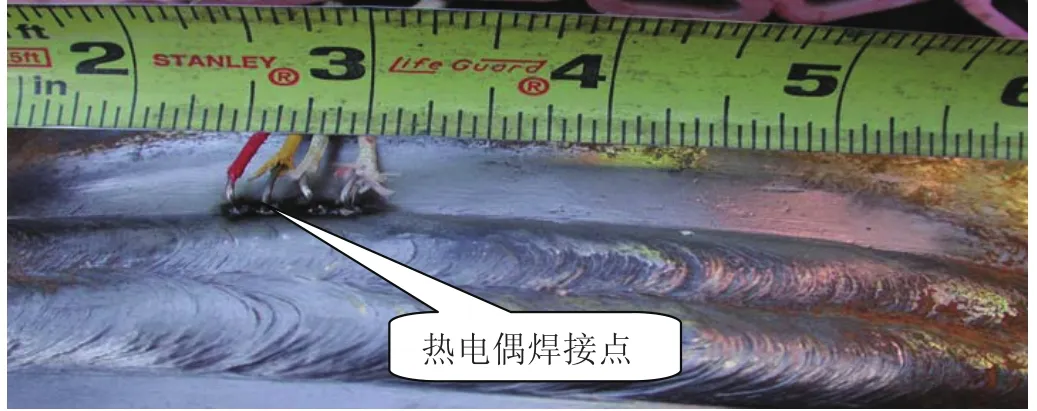
图2 热电偶的焊接

图3 接触式热电偶与焊接热电偶温度对比
所以欲使准确的测量并控制加热温度,正确做法是将热电偶线直接焊接于被测部位,热电偶具体接法如图2所示: 截取两段600mm或更长的热电偶导线,每根导线两端剥去大约7~10mm的绝缘层,在每根导线的一端,弯曲并修整好末端约4mm形成约90度的一个导脚, 用电容放电焊法将热电偶的一端垂直焊在焊缝的熔合线处。两焊接头间距控制在6~10mm之间,在不影响热电偶焊接操作的前提下应尽量减小两焊接触点间的距离,以减轻管道上杂散电流对测量精度的影响,焊前要彻底清除焊接范围内的腐锈等表面杂物,露出金属光泽。布设时要注意,热电偶裸线不要搭接在一起或连接到管线上,热电偶连接部位要覆盖25×10mm,5mm厚陶瓷纤维隔热层,用玻璃纤维绳捆绑固定, 或用隔热泡沫覆盖(见图4)。为防止加热器接触或直接烘烤热电偶,造成热信号的失真,每道焊口设测温点两处。在以往热处理时大多数施工单位都是将热电偶直接夹在管与加热片之间,热电偶同时感受管表面和加热片的温度,测得温度比管表面实际温度高出近四分之一,虽说热处理温度曲线是完美的,是能满足规范要求的,但实际上没有起到充分消除应力的作用,给焊接质量埋下安全隐患。

图4 热电偶的隔热覆盖层
3 电加热器布设和保温
3.1 电加热器的布设
电加热器的布设应确保在管道一周有良好的配合,使热元件之间没有大的对接间隙,以求加热的均匀性。如图5、图6所示DN400 Cr5Mo蒸汽管道对接焊缝和高颈法兰焊缝处的加热器布设方法。
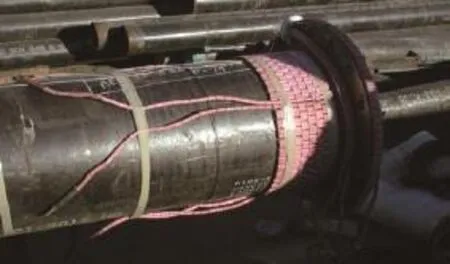
图5加热器的绑扎
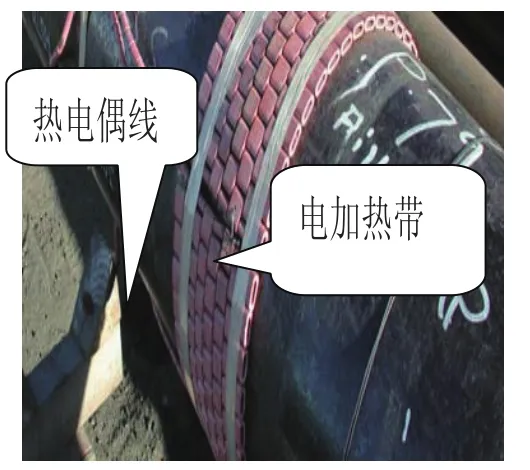
图6加热器的绑扎
加热器的发热中心力求与焊缝重合,以确保焊缝处获得最高温度。在合理的范围内尽量加快加热速度,提高工作效率,防止各测温点处升温的不均匀性,要尽量选用大功率的控制设备和加热片。提高功率冗余,减小加热器工作时的面功率密度,还有利于延长加热器件的使用寿命。
3.2 保温
保温是防止热量散失,提高热能利用率,保证加热区温度分布均匀的重要措施。保温材料的敷设有四个方面的要求,一是保温材料必须覆盖所有的加热元件,并且延伸到加热元件的边缘之外。如果可能,保温材料至少是加热带的两倍宽。二是厚度至少是30mm的保温材料设两层,以保证绝热效果。三是加热时管道尽可能的水平放置并且封堵两端管口,避免穿堂风或热空气上升造成的热量流失,减少管道内外表面的温差。四是管道热处理部位在有条件的情况下,尽量填充保温棉,阻止内部空气对流以减少热量损失。另外要注意加热元件的引出线插接头应伸出加热保温范围,以避免过度受热而损坏电连接器及电缆。
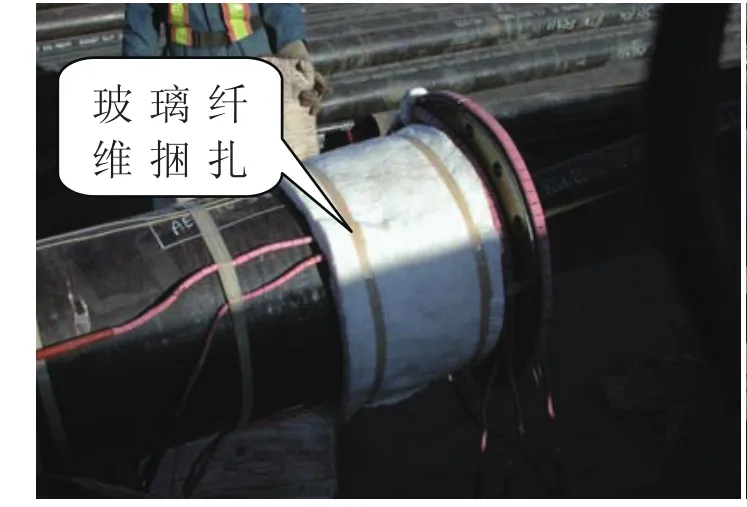
图7 玻璃纤维带包扎保温棉图

图8 玻璃纤维带包扎保温棉
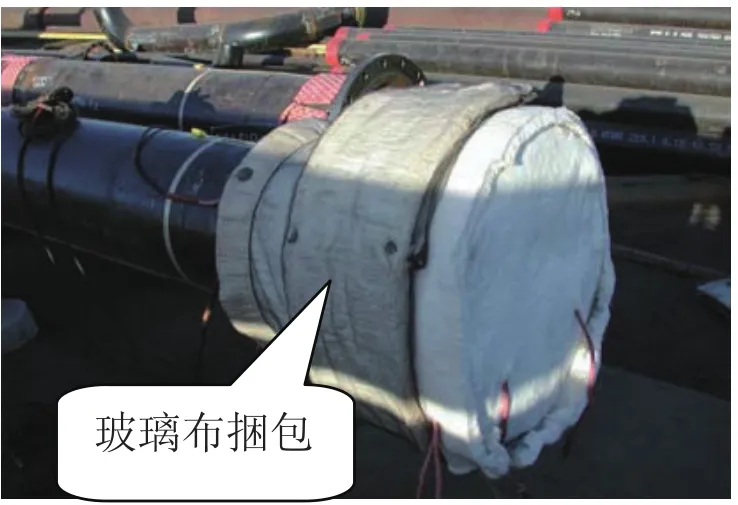
图9 玻璃纤维布包扎保温棉
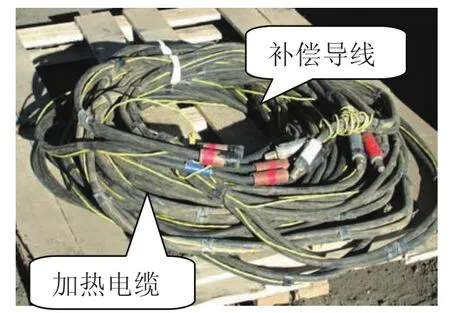
图10 黄色线是热电偶补偿导线
3.3 保温棉的捆扎要求
保温棉的捆扎要求用玻璃纤维带,以保持适度的张力但不能勒压成沟,避免影响保温效果。更不能用铁丝捆扎,铁丝捆扎是现在热处理单位普遍的做法,结果是捆扎处的保温棉被严重压缩,导热系数急剧增大,严重影响了保温效果。在热处理过程中要杜绝随意拆开保温棉或受雨淋,以免温度的快速下降而造成管道的附加热应力。当温度降至300℃以下时可去除保温棉自然降温。如图7、图8、图9所示。
在布设热电偶补偿导线和加热电源线时应将同一通道的补偿导线和电源线绑扎在一起 ,这样一是不至造成热电偶和加热电源线的混乱,二是保护热电偶补偿线不被拉扯断。见图10。热处理完毕热电偶拆出后焊点应进行打磨处理,必要时应进行表面检测[3],在热电偶及加热片的设置过程中,必须有草图或书面描述每个热电偶的位置,以利于异常情况的判断和作为热处理质量的证实性文件。在形成的热处理温度曲线记录纸带中要标明每条曲线所对应的热电偶和管口号、处理时间,技术负责人要签字确认,以便对热处理质量问题的追溯。
4 结语
在管道焊缝热处理中,热电偶的正确设置、热电偶与补偿导线和控制系统的正确匹配、保温的严密性和保温材料良好的绝热性,是管道焊接接头热处理成功的关键,也是管道安装质量监督中需要重点检查的内容。
[1]中华人民共和国质量监督检验检疫总局2012-03-01发布,GB150.2-2011.压力容器[S],表6推算.
[2]国家发展和改革委员会2007-125发布,SHT3521-2007,石油化工仪表工程施工技术规程[S],7-4-8强条.
[3]中华人民共和国质量监督检验检疫总局2014-05-06发布,GBT30583-2014承压设备焊后热处理规程[S], 8.2条.
①方恭庆(1965-),男,汉族,江苏南京人,副科长,工程师,设备管道焊接及质量管理。②锁海滨(1965-),男,回族,内蒙呼和浩特人,中油集团质量与标准化管理部,副总工程师,高级工程师,设备制造管道安装焊接工程质量管理。
