自制移动发酵白玉菇菌糠及其发酵过程分析
2015-11-26邱丰艳陈柳花罗茂春
邱丰艳 陈柳花 罗茂春
摘要:研究了自制发酵袋移动发酵白玉菇菌糠,并对其发酵过程进行分析。结果表明,只添加乳酸菌剂发酵白玉菇菌糠,乳酸菌利用无氮浸出物转化乳酸,白玉菇菌糠pH下降;在发酵第10天,发酵效果达到最佳,乳酸菌达到5.12×107个/mL,乳酸含量0.48%,出现了浓厚的酸香味,发酵物料湿润、无霉变、无结块,适合饲喂畜禽。发酵10 d后,产生杂酸、霉变,乳酸菌大量死亡,发酵物料颜色变黑、结块,不再适合饲喂,发酵过程中菌糠pH一直降低,到pH 4.0后趋于平衡。白玉菇菌糠发酵过程中无氮浸出物、粗纤维含量有所下降,粗蛋白质含量升高,其他指标变化不明显。
关键词:自制发酵袋;移动发酵;白玉菇菌糠:发酵分析
中图分类号:Q939.97 文献标识码:A 文章编号:0439-8114(2015)21-5372-03
DOI:10.14088/j.cnki.issn0439-8114.2015.21.043
Self-made Bag Mobile Fermentation on Spent White Hypsizygus marmoreus Substrate and Analysis of Fermentation Process
QIU Feng-yan1,CHEN Liu-hua1,LUO Mao-chun1,2
(1. College of Life Science,Longyan University,Longyan 364012,Fujian, China; 2. Key Laboratory of Fujian Universities Preventive Veterinary Medicine and Biotechnology, Longyan 364012,Fujian, China)
Abstract: Self-made bag mobile fermentation on spent white Hypsizygus marmoreus substrate and analysis of fermentation process were studied. The results indicated that just lactic acid bacteria was added during the fermentation, the nitrogen free extract was turned into lactic acid and the pH decreased. At the 10th day, the fermentation effect achieve to the best, the number of lactic acid bacteria increased to 5.12×107 per/mL and the content of lactic acid was 0.48%. At this time, the fermentation materials was suitable for feeding livestock and poultry as it was moist, no mildew, no agglomeration, and has strong acid flavor. But after 10th day, mix acid and mildew appeared, a lot of lactic acid bacteria death, and the fermentation material turn black and caking, the fermentation materials was not suitable for feeding at this point. During the fermentation process, pH value decreases continuously until to 4.0, the pH was stabilizing. During the fermentation of white Hypsizygus marmoreus substrate, the content of nitrogen free extract and crude fiber decreased, the crude protein content increased, while other indexes were not obvious.
Key words: self-made bag; mobile fermentation; white Hypsizygus marmoreus substrate; fermentation analysis
据报道,目前我国食用菌年产量约为2 600~2 800万t,产生的菌糠总量约为900~1 000万t[1]。菌糠中含有丰富的多糖、蛋白质、有机质、氮、磷、钾等营养成分,早前菌糠被视为垃圾随意丢弃,近年来食用菌菌糠有了合理的开发利用,如加工成有机肥料、加工成畜禽饲料、循环栽培其他食用菌、用作燃料等[2],这些菌糠的合理利用不仅可以消除其污染环境的隐患,而且能变废为宝,实现资源的再生利用,促进产业循环发展,具有重要的现实意义[3]。本试验以白玉菇菌糠为材料设计开发了一种不添加任何辅助剂的食用菌菌糠发酵饲料,其装置简易、操作易行,适合食用菌家庭种植户、小型食用菌厂加工废弃的食用菌菌糠,可为食用菌菌糠的合理开发利用提供一种新的方向和思路。此外,本试验还对食用菌菌糠发酵过程中的各项营养、生化指标进行相关性分析,探讨食用菌菌糠饲料低成本发酵的可行性和科学性。
1 材料与方法
1.1 材料
白玉菇菌糠:福建武平英源食用菌有限公司提供。
发酵菌株:市场购买的冻干乳酸菌粉,活性乳酸菌含量≥20亿/g,铝箔袋包装1 kg/袋,保质期2~8 ℃避光贮存2年以上。
培养基:MRS培养基[4]。
1.2 方法
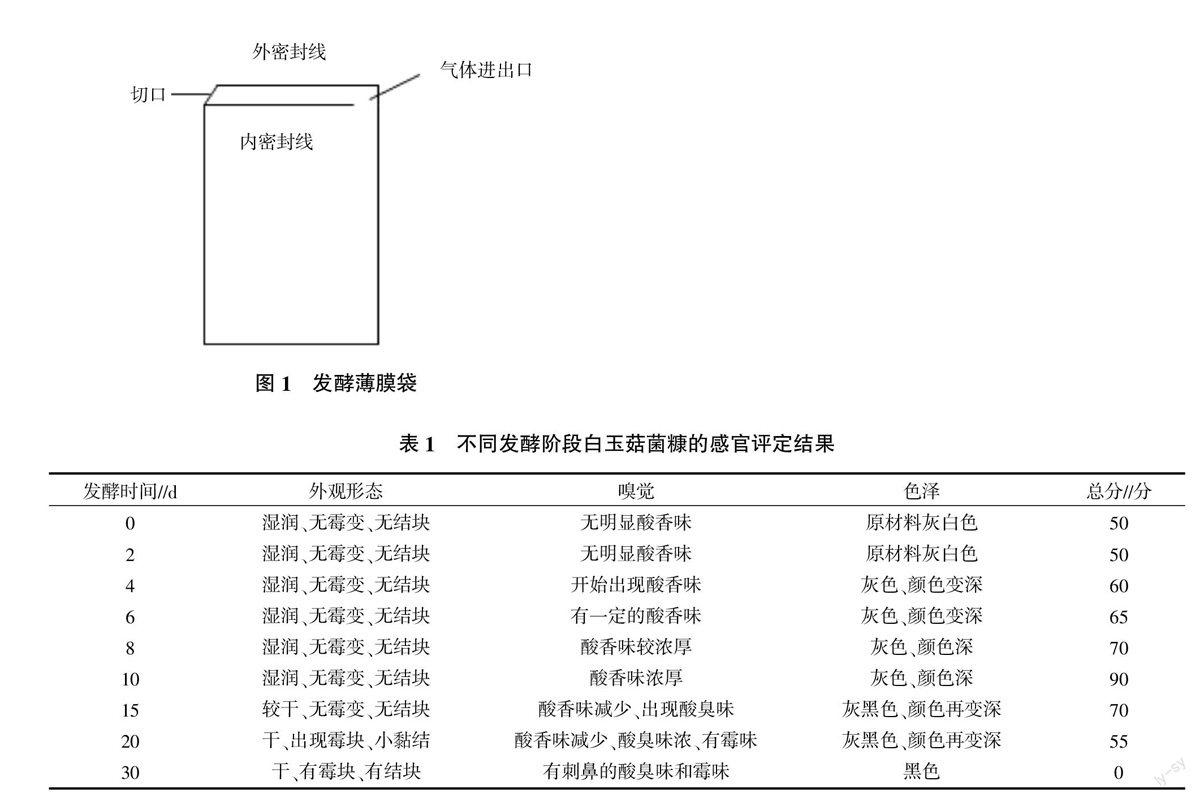
1.2.1 发酵袋的制备 为了适合普通农户使用,节省成本,本试验采用的发酵装置为双线密封、预留切口的发酵薄膜袋,该装置只需稍厚的普通薄膜,内线密封右侧留口,外线密封左侧剪切,并在切口处用绳子扎好,绳子扎口处留有微量走气,发酵产生的气体可以从此处流走,而不至于胀包、袋裂,如图1所示。冬天时,为了保温,可以多袋堆积在一起发酵,夏天单独一袋均可自行发酵。此外,该发酵袋装料后即可发酵,无需堆积在固定一处发酵,甚至在运输过程中也可发酵,即“移动发酵”,节约了材料成本、时间成本和场地成本。
1.2.2 白玉菇发酵菌糠的制备与发酵过程分析 菌株活化:将购买的菌粉按总发酵料2.5%用量称取,用20~30 ℃温水溶解,温水用量为总发酵料的60%~70%,菌株最适接种量占总物料的0.1%[5]。
选定10~20 kg稍厚的普通薄膜,将白玉菇菌糠于60~65 ℃干燥后粉碎过50目筛,分层装袋、压实(生料厌氧发酵)。菌液的添加以喷洒的方式,装一层菌糠,均匀撒一层菌液。装好袋后双线密封、预留切口,扎袋,于常温15~35 ℃下发酵。根据发酵时间的不同,将发酵菌糠分为9组,每组3个发酵袋,分别于发酵后0、2、4、6、8、10、15、20、30 d取样测定发酵过程的营养、生化指标。试验设3次重复,取平均值,分析菌糠在发酵过程中的变化情况。
1.2.3 指标测定
1)感官评定:对不同发酵时间的白玉菇样品进行感官评定,包括其外观形状、嗅觉香味、色泽等,以外观湿润、无发霉、无异物、无发黏结块、无严重变色、有明显乳酸香味,无其他酸臭味、霉味、堆肥味为最佳发酵品,评为100分,打分参照文献[6]。
2)pH测定采用梅特勒FE.20 pH计测定,水分采用105 ℃烘箱干燥法测定,粗灰分采用坩埚灼烧法测定,粗纤维采用碱浸法测定,粗蛋白采用凯式定氮法测定,粗脂肪采用索氏抽提法测定,无氮浸出物=100%-(水分+灰分+粗蛋白质+粗脂肪+粗纤维),以上各指标的检测参照国家饲料检测分析标准进行[7]。乳酸含量采用试剂盒乳酸脱氢酶法测定[8],试剂盒购买于南京建成生物科技有限公司。乳酸菌含量的测定采用平板活菌计数法[4]。
2 结果与分析
2.1 不同发酵阶段白玉菇菌糠感官评定
不同发酵阶段白玉菇菌糠的感官评定结果如表1所示。结果表明,菌糠的发酵从第4天开始,直到第10天达到顶峰,发酵效果最好,出现浓厚的酸香味。10 d以后,出现丁酸臭味和腐败味,可能是一些梭菌、霉菌等杂菌开始生长,30 d时发酵料已经完全腐败,结块严重,不能使用。
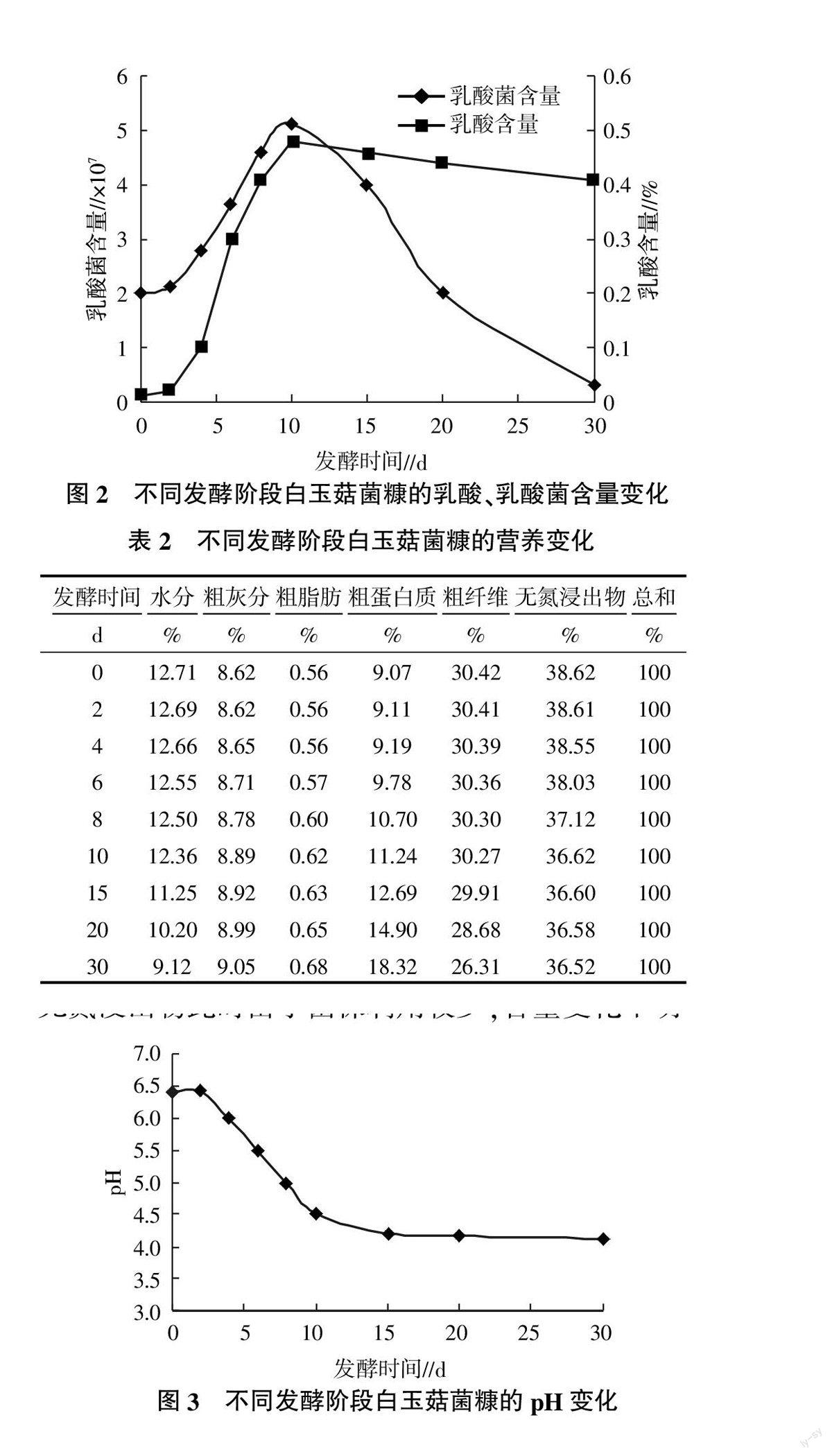
2.2 不同发酵阶段白玉菇菌糠的乳酸、乳酸菌含量
不同发酵阶段白玉菇菌糠的乳酸、乳酸菌含量如图2所示。结果表明,0~10 d,随着发酵时间的延长,乳酸菌和乳酸的含量均呈上升趋势,在第10天时达到峰值,乳酸菌为5.12×107个/mL,乳酸含量0.48%。10 d以后,乳酸菌含量迅速下降,原因可能是乳酸的大量产生抑制了乳酸菌的生长,特别是后期杂菌的生长,使得乳酸菌大量死亡。10 d以后,由于乳酸菌的减少,乳酸含量不再增加,但由于逸散等原因,略有损失。
2.3 不同发酵阶段白玉菇菌糠的营养、生化指标
不同发酵阶段白玉菇菌糠的pH、水分、粗灰分、粗纤维、粗蛋白质、粗脂肪、无氮浸出物含量变化结果如图3、表2所示。结果表明,0~10 d,随着乳酸菌的生长,含有大部分碳水化合物的无氮浸出物被转化为乳酸,pH下降;乳酸菌不能很好地利用纤维,但其原材料可能有自带菌,所以粗纤维含量略有下降。最终粗纤维含量在30%左右,还是较高,因此建议饲喂量在10%以下[9]。由于水分逸散、无氮浸出物的利用增加等原因,粗蛋白质含量升高。粗灰分、粗脂肪含量变化不明显。10 d以后,乳酸菌大量死亡,可以分泌纤维酶的霉菌等杂菌迅速生长,粗纤维被利用,含量明显下降,转化成蛋白质、脂肪、灰分等。无氮浸出物此时由于菌株利用较少,含量变化不明显。10~20 d,pH继续下降,发酵物料出现酸臭味,可能是杂菌丁酸菌的产生所致[6],但当pH降至4.0左右,乳酸菌、丁酸菌等都较难生长,发酵20 d后,pH趋于稳定。
3 小结与讨论
本试验以白玉菇菌糠为材料,设计出一种适合家庭种植户、小型食用菌厂自制生产的食用菌菌糠发酵饲料,该发酵饲料不添加任何发酵辅助剂,只添加了市场易购的乳酸菌剂,移动发酵、方法简单、操作可行、效果良好。对菌糠发酵过程中的各项营养、生化指标相关分析结果表明,只添加乳酸菌剂发酵白玉菇菌糠,乳酸菌不能利用纤维成分,而是大量利用无氮浸出物转化成乳酸,使得pH下降,在发酵第10天时,发酵效果达到最佳,乳酸菌达到5.12×107个/mL,乳酸含量0.48%,出现了浓厚的酸香味,发酵物料湿润、无霉变、无结块,适合饲喂畜禽。但发酵10 d以后容易产生杂酸、霉变等情况,乳酸菌大量死亡,发酵物料颜色变黑、结块,不再适合饲喂。乳酸发酵过程中pH可达到4.0~4.5左右,饲喂畜禽时为避免出现反酸的情况,可采用先少量试喂,慢慢增加的原则,也可添加1%~2%的生石灰、碳酸钙或小苏打进行搅拌、中和。由于乳酸菌发酵菌糠过程中,纤维利用率较低,纤维含量还是较高,在30%左右,因此建议饲喂量在10%以下。
乳酸菌是饲料青贮、发酵时常用的有益菌,它在发酵过程中虽然不能直接利用纤维成分,但产生的乳酸却可软化饲料纤维,促进纤维吸收率,改善饲料的风味和适口性[10]。此外,乳酸菌还具有改善动物肠道微生态平衡,分解蛋白质为小肽,产生B族维生素,增强巨噬细胞活性,提高机体免疫力等功效,且乳酸发酵过程中产生的某些特殊营养成分还可弥补常规饲料的营养缺陷,对畜禽生长起到重要的营养强化和促生长作用[11]。因此,乳酸菌发酵食用菌菌糠作为一种潜在的饲料资源,按其饲养效果来说是可以直接代替米糠或麦麸,在普通农户、小型养殖场进行推广应用具有较好的发展前景和应用潜力[12]。
参考文献:
[1] 李 玉.未来10-30年我国有望从食用菌大国发展为食用菌强国[EB/OL].[2014-9-24].http://www.emushroom.net/news/201409/24/20892.html.
[2] 夏友国,黄勤楼,杨 信,等.菌糠饲料的开发利用[J].新农业,2012(6):28-29.
[3] 刘成财.食用菌菌糠饲料在养殖业中的应用及发展前景[J].青海畜牧兽医杂志,2012,42(6):43-45.
[4] 沈 萍,陈向东.微生物学实验(第4版)[M].北京:高等教育出版社,2007.
[5] 罗茂春,柯志君,邱丰艳,等.白玉菇菌糠分析及其发酵饲料制备工艺优化[J].东北农业大学学报,2014,45(9):84-88.
[6] 王英超,潘 亮,高艳萍.菌糠发酵过程中的生化指标动态变化[J].贵州农业科学,2013,41(1):143-145.
[7] 张丽英.饲料分析及饲料质量检测技术(第3版)[M].北京:中国农业大学出版社,2007.
[8] 罗 建,林标声,何玉琴,等.微生物发酵饲料中乳酸含量的测定方法比较分析[J].饲料博览,2012(5):37-39.
[9] 胡 薇,娄玉磊,王 冲,等.生物纤维饲料饲喂生长肥育猪效果的研究[J].吉林农业大学学报,2001,23(3):94-97.
[10] 李新波.饲用乳酸菌制剂研究概述[J].饲料研究,2012(5):5-7.
[11] 赵振奥,许 袖,邓凯波,等.乳酸菌作为宿主系统的可行性研究[J].东北农业大学学报,2005,36(4):494-497.
[12] 张雅雪,古永辉,殷中琼,等.菌糠的营养价值及其在动物生产中的应用[J].中国饲料,2013(3):41-44.
