铝板带箔轧机高精度自动断带检测识别控制系统的设计应用
2015-11-26王修亮
王修亮
(新疆众和股份有限公司 乌鲁木齐830013)
1 铝板带箔轧机箔材断带检测控制技术现状和问题
铝板带箔轧机在高速轧制过程中发生箔材断带时易造成轧辊表面损伤和着火。主要是因为高速轧制过程中发生箔材断带时,由于轧制设备没有精确的箔材断带发生自动检测识别系统,仍然采用较为原始的断带检测装置进行反馈或依赖于作业人员发现箔材断带后按压急停控制按钮,控制系统不能迅速接收到箔材断带检测信号,存在断带控制处理严重滞后现象,在箔材断带信号滞后处理期间箔材脱开辊缝后轧制设备主传动轧辊仍维持高速运行,在轧辊辊缝中堆积大量废料并在此过程中造成轧辊表面损伤或着火。
我国目前轧制控制领域箔材断带检测方式的主流设计方案为在轧机出口侧加装光电对射开关,在轧机处于运行状态并已投张的情况下如果对射开关检测信号发生变化即视为铝板带箔断带发生。但采用在轧机出口侧加装对射开关的设计方案存在几点弊端:⑴断带检测信号滞后;⑵铝板带箔断带后箔材刚好遮住对射开关造成检测不到箔材断带;⑶对射开关的位置变化、信号衰减等造成检测信号误反馈。因此采用这种方式仍然不能彻底有效解决发生箔材断带后造成轧辊表面损伤和着火现象。
2 铝板带箔轧机箔材断带高精度自动检测识别控制系统设计方案
通过结合铝板带箔轧机中ABB/SIEMENS板形辊具有高精度压力检测特点,将ABB/SIEMENS 板形辊张力检测信号、L1级厚度控制程序、传动系统控制程序和速度/张力信号进行组合编辑,开发设计箔材断带发生自动检测识别控制功能程序,将ABB/SIE⁃MENS 板形辊的张力检测信号传送给L1级厚度控制系统,再经由L1 级厚度控制系统传送给传动控制系统,以板形辊检测的张力信号结合传动控制系统的速度信号和张力信号编辑程序功能块,在程序中自动检测识别箔材断带发生,再将断带信号反馈给L1级厚度控制系统以控制执行轧制设备开辊缝动作并通过传动控制系统瞬间驱动辊缝CO2灭火。这种方案不需要加装任何检测元件即可以精确识别铝板带箔断带发生,并且彻底解决了加装对射开关的断带检测方式存在的弊端,是铝板带箔轧机设备自动控制领域最有效的箔材断带发生自动检测识别控制系统,属于当前自动控制领域最前沿的科技创新应用。
3 铝板带箔轧机箔材断带高精度自动检测识别控制系统实施过程
⑴将ABB/SIEMENS 板形辊检测张力值Shap⁃eRollTension 从ABB/SIEMENS 板形控制系统传送到L1级控制系统AGC、AFC控制程序中。
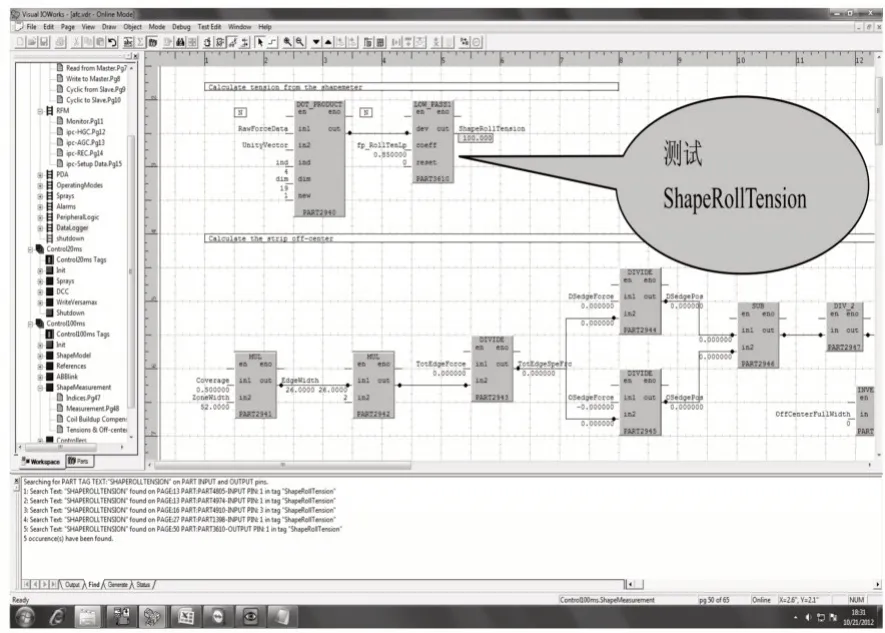
图1
⑵将L1 级控制系统AFC 程序中ShapeRollTen⁃sion传送给AGC_RealsToAGC9。
⑶在L1级控制系统AGC程序中Profibus通迅信号交互程序中,将来自于AFC程序中的ShapeRollTen通过功能块传动给Profibus Output PO_ShapeRollTen。
⑷定义L1 级控制系统与传动控制系统交互ShapeRollTension 信号接口位置和数据类形格式16_bit。
⑸将L1 级控制程序中PO_ShapeRollTen 传送给传动SLV_Outputints 17。
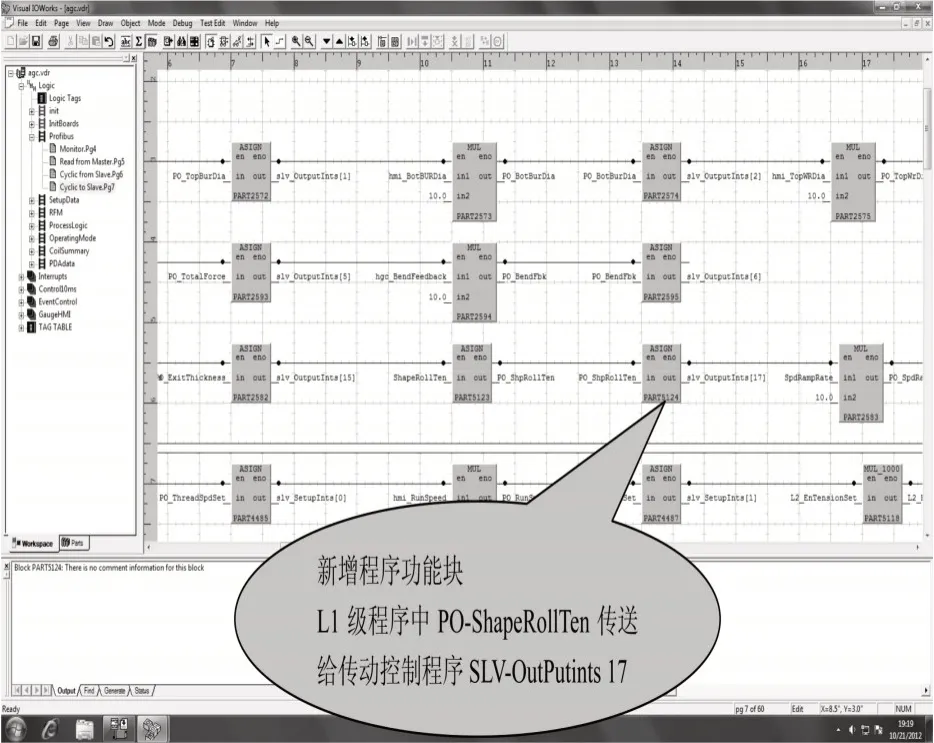
图2
⑹在传动系统中定义接口Address,L1 级控制系统与传动控制系统以SST-PFB3-VME-2通迅板为媒介,采用Profibus 总线进行通迅,在此将ShapeRoll⁃Tension输入Address定义为PID1220。
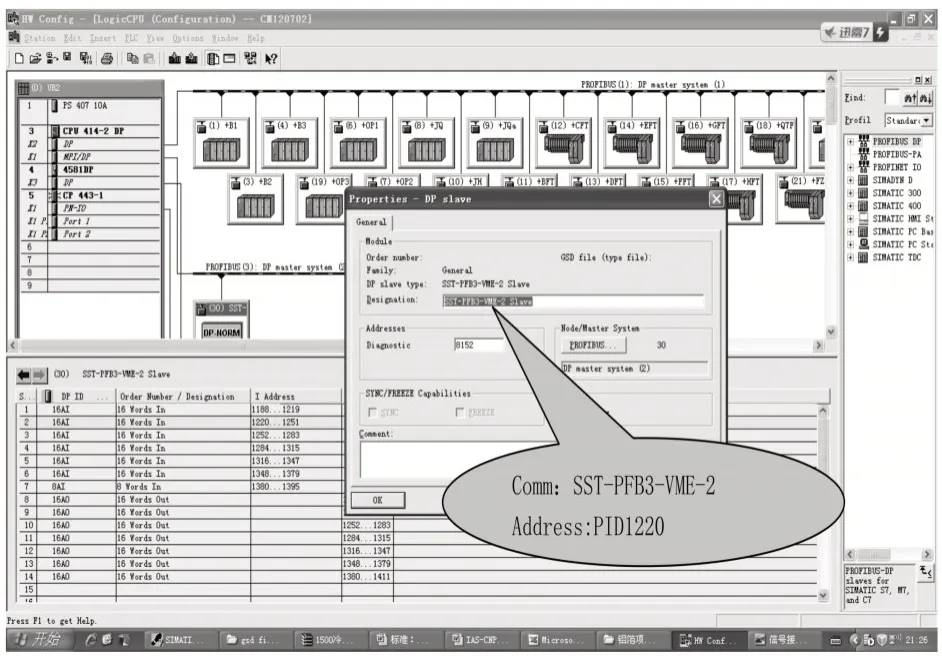
图3
⑺将ShapeRollTension在传动程序中由PID1220传送给DB2222.DBD32.
⑻在DB2222数据块中指定DBD2222.DBW34为来自于ABB/SIEMENS检测控制系统的ShapeRollTen⁃sion信号值。
⑼结合ABB/SIEMENS 板形辊张力检测值Shape roll tension、L1 级控制程序、传动控制程序和Mill speed/UcTen.RcTen 信号进行组合编辑,开发设计铝板带箔断带发生自动识别功能程序。当轧制速度大于60 m/min,开卷、卷取张力处于投入状态,如果ABB/SIEMENS 板形辊张力检测值小于60 N 时,控制系统自动识别发生断带信号。
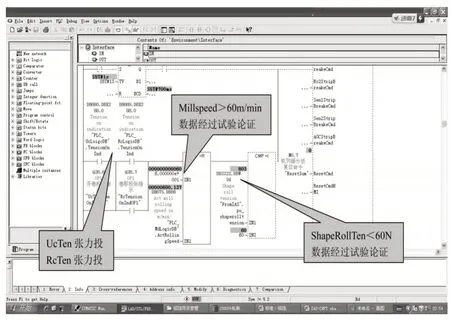
图4
⑽将利用铝板带箔断带发生自动识别功能程序检出的箔材断带信号,一方面在传动系统内部执行,箔材断带后迅速控制轧制设备主传动停车,如果是轧制合金材料将自动驱动CO2系统辊缝灭火,另一方面再将箔材断带信号由传动系统反馈给L1 控制系统,以驱动油缸动作迅速打开轧机轧辊辊缝。传动系统-IAS系统程序:

图5
传动系统程序反馈给L1级控制系统的断带检测信号。
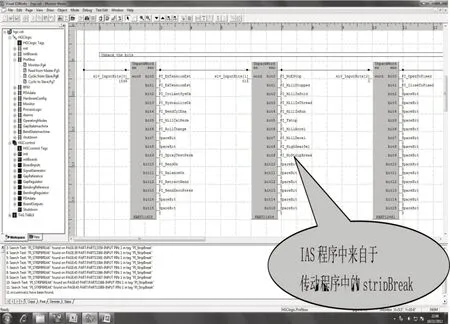
图6
4 铝板带箔轧机高精度自动断带检测识别控制系统设计应用成果
铝板带箔轧机高精度自动断带检测识别控制系统的开发设计应用,能够瞬间自动检测识别铝板带箔轧机高速轧制过程中箔材断带并进行有效反馈控制,有效杜绝了加装对射开关的箔材断带检测方式存在的弊端,有效解决了铝板带箔轧机高速轧制过程中箔材断带损伤轧辊表面的现象和易着火的问题,成为当前铝板带箔轧机设备自动控制领域最有效的箔材断带发生自动检测识别控制系统,属于当前自动控制领域最前沿的科技创新应用,并取得了显著的实用效果。
[1]Siemens AG. S7-300/400 的系统软件和标准功能 2010.12.
[2]Siemens AG.STEP 7编程使用手册.2010.12.
[3]ABB Stressometer Measuring Roll Manual.2009.02.
[4]SIEMENS SIROLL Air Bearing Shapemeter Manual 2011.05.
[4]王士政. 电气工程师手册中国水利水电出版社,2001.02.
