PLC在大型LF炉控制系统中的应用
2015-11-25晏勇辉
晏勇辉
(新余钢铁集团有限公司第一设备检修厂,江西 新余 338000)
生产实践·应用技术
PLC在大型LF炉控制系统中的应用
晏勇辉
(新余钢铁集团有限公司第一设备检修厂,江西 新余 338000)
对某炼钢厂LF炉控制系统的组成及硬件配置、变压器铭牌参数及电极工作速度设定、工作原理及工作方式进行了介绍,其中贯穿了PLC在大型LF炉控制系统中的应用阐述。
PLC 大型LF炉 LF炉控制系统
1 LF炉控制系统的组成以及硬件的配置
1.1 系统的组成
LF炉控制系统由自动调节系统、电极调节系统组成。自动调节系统电极完成调节钢水温度;电极调节系统由Danieli公司提供,为独立西门子PLC控制,系统通过PROFIBUSDP/DPCOUPLER与LF炉本体PLC连接进行数据交换,获取调节过程中PLC本体的控制信号,同时向本体PLC传送电极加热过程中的相关信号。系统组成如图1所示[1]。
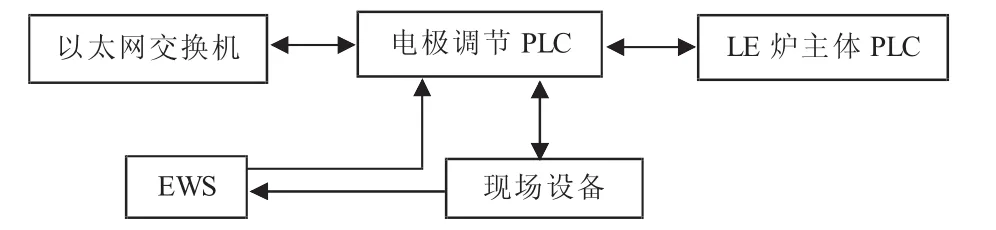
图1 控制系统组成
1.2 硬件的配置
硬件的配置有:模拟量的输出模件7ES8579-2HF00-0AB0;模拟量的输入模件7ES9652-7KF30-0AB0;以太网的通讯模件7GK8526-1EX11-0XE0;CPU 6ES7416-3XR05-0AB0;电源的模件6ES7407-0KA01-0AA0。
在EWS的Hireg系统中,利用这些硬性配置可以完成工厂参数设置、电极升降参数设置及备用调节阀的选择等。
2 LF炉变压器铭牌参数
炼钢厂大型的LF炉变压器一次侧电流为597 A,一次侧电压为30 kV,二次侧电流为41.62 kA,二次侧电压为430 V;电流变压器的位置在一次侧,一共可以分为17个档,而且LF炉工作点的计算数值基本上可以通过下页表1当中的数据查到[2]。
3 电极工作速度的设定过程
作为电极的调节控制系统而言,必须对现场设备的电流、电压进行实际测量,而且还必须结合设备型号对电极电流以及电压的测定范围进一步规定,从而确定电极的工作速度[2]。
3.1 电极电流的实际测量结果
二次侧电流为41.62 kA,一次侧电流为597 A;电极电流为50 kA,电极(传感器)电流为8 A;电极CT二次侧电流为5 A,电极CT一次侧电流为800 A。
3.2 电极电压的测量结果
二次侧电压为430 V,一次侧电压为30 kV;电极电压为500 V,电极(传感器)电压为100 V;电极PT二次侧电压为100 V,电极PT一次侧电压为550 V。
3.3 实际所用时间的测量结果
测量电流所用时间为500 ms;测量电压所用时间为50 ms。
3.4 电极工作速度的确定
1)电极速度参数:低位速度选择-500 mV/s;刚起弧时下降速度为-3 000 mV/s;手动快速下降速度为-4 000 mV/s,手动慢速下降速度为-4 000 mV/s;手动慢速上升速度为4 000 mV/s,手动快速上升速度为8 000 mV/s;高位速度选择500 mV/s。
2)升降速度限制:下降为-5 000 mV/s;上升为10 000 mV/s。
4 电极自动调节的原理以及一些信号
4.1 电极自动调节的原理
如下页图2所示,电极的位置变化改变电流和电压的信号,由此产生阻抗误差。电极的自动调节是基于电弧阻抗的恒阻抗特性,经过查阅资料可以得知,具体的调节公式为:
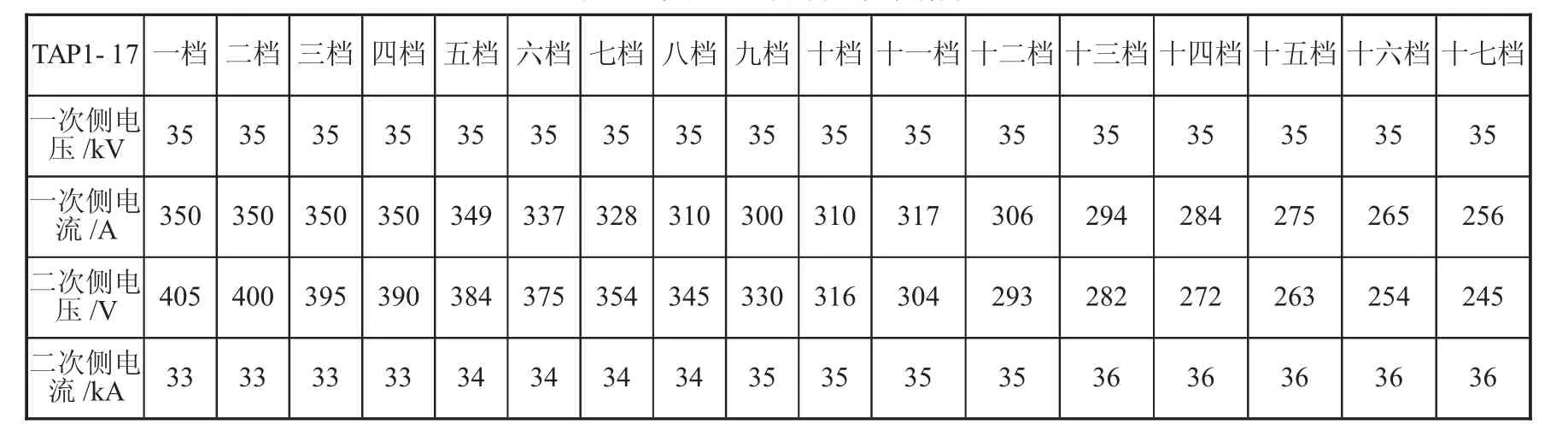
表1 变压器铭牌参数数据表

式中:U为极限函数;I为输入电压电流,对某一工作档位而言,工作电流设定点参数不能超过其额定电流;KU为工作点功能参数;KI为有关变压器功能参数(一次侧电流至二次侧电流转换系数)[3]。
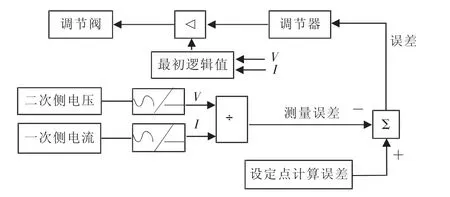
图2 电极自动控制调节原理
4.2 现场的一系列信号
4.2.1 控制现场的实际信号
PLC经过进一步的处理以后,输出来的一些信号通过V/I转换板控制调节阀输出。过程监视的变量有二次侧电压、调节阀信号、二次侧电流、功率因素以及有效功率。
4.2.2 二次侧电压的三个信号
二次侧电压的三个信号均来自电压变压器盒VT。VT信号已被电压传感器过滤,信号为0~10 V,被接入模拟量输入模件。
4.2.3 一次侧电流的三个信号
一次侧电流的三个信号均来自电流变压器,接入系统的模拟量模件。一次侧电流测量值也被接入DIRISA41中,通过ADAPTERCT连接,可以重新建立三相二次侧电流。
4.3 接口输入信号
4.3.1 变压器档位改变位置
变压器档位基本上可以从1档变换到17档。
4.3.2 电流位置输入值
可以将电流曲线设定为六条,即从曲线六(100%额定二次侧电流)到曲线一(75%额定二次侧电流)。在画面上选择以上不同的曲线工作。
4.3.3 电极的高限位和低限位
如果输入的信号为高电平,那么当电极到达最小值或者是最大值的时候,上升或者下降的速度就很明显被限制到了一个预先设定的值。
4.3.4 电极的上升或者下降
实现电极的上升或下降,最好采取手动的方式。假如输入的信号为高电平,电极就可以以预先设定的速度上升或者下降。
4.3.5 手动/自动方式的一个信号
假如输入信号是高电平,电极就会在自动的方式下被控制。电极电压和电流的信号可以决定调节阀的输出值,当电压或者电流都是零的时候,电极不会发生变化,其输出的信号值也是零;当电压不是零而电流是零的时候,电极就处于下降自动调节方式,而每根电极都会有一个预先在画面设置的低速值输出信号;假如电压以及电流都不是零,电极处于自动调节,控制变量为电弧阻抗,此时调节基于控制变量的阻抗误差,处理输出信号。
4.4 接口输出的信号
接口输出的信号有电极的二次侧电流信号、电极的二次侧电压信号、调节系统的故障信号。对于每一个电极来讲,基本上都会有二次侧电流、二次侧电压。调节系统输出来的故障高信号可以很好地说明电极的调节工作是正常的,例如当输出低信号时,对于主体PLC来说,就能自动地发出报警信号[3]。
5 电极调节的现场工作方式
当断路器分闸时,电极就会自动提升到最高位置;当断路器合闸时,满足了生产联锁的条件,随即就能转到自动调节方式。电极上升或下降的速度可以在显示器上进行设定,当电极速度到达了上限位或下限位某个值的时候,就保持一个定值不变。
6 结语
在现场实际使用的过程当中,应尽可能减少生产工艺所需要的时间,因此在加热的过程中须经常测定温度。测定时,当电极上升带保持15 s的恒定温度时测定就会自动停止。测温结束后,继续下调加热速度,使整个使用系统保持稳定可靠。
[1] 董凤斌,李磊,黄金锋.PLC在大型电弧炉控制系统中的应用[J].仪表技术与传感器,2012(7):11-12.
[2] 宋伟.S7-PLC在LF炉电极调节系统中的应用[J].现代农业科技,2012(10):202-203.
[3] 闫丽华.浅谈PLC在大型变压器冷却控制系统中的应用[J].科技信息,2012(9):56-57.
(编辑:胡玉香)
Exploration of PLC Application in Large-scale LF Furnace Control System
Yan Yonghui
(The First Equipment Repair Factory,Xinyu Iron and Steel Group Co.,Ltd.,Xinyu Jiangxi 338000)
The composition and hardware configuration of the control system of LF furnace,transformer nameplate parameters and the electrode working speed setting,working principle and working mode are introduced for a steel mill,including the application of PLC control system in the large LF furnace.
PLC,large LF furnace,LF furnace control system
10.16525/j.cnki.cn14-1167/tf.2015.06.33
TP272
A
1672-1152(2015)06-0090-03
2015-11-10
晏勇辉(1964—),男,主要从事电气自动化设备检修、维护等工作,助理工程师。
