小直径、不锈钢螺纹的车加工对策与方法
2015-11-25范素芬
范素芬
广东工业大学 广东广州 510006
小直径、不锈钢螺纹的车加工对策与方法
范素芬
广东工业大学 广东广州 510006
细长轴和螺纹都是车削加工的难点,车小直径、不锈钢螺纹则更加困难。以无碳小车车轴的数控加工为例,介绍了针对小直径不锈钢螺纹从刀具、切削用量和润滑液选择等方面的具体对策,并详述了辅助顶固夹具制作方法及加工代码的编制。
不锈钢车轴;小直径螺纹;悬臂式顶固夹具;加工代码
含12%以上铬元素的钢材称为不锈钢,对水和酸碱具有较强的耐腐蚀性。由于添加化学成分和成型条件各异,不同种类的不锈钢其机械性能、切削难度也不同。圆形不锈钢棒光洁的表面,热强度高、韧性大的特点,非常适合作为小型的车轴线用材。众所周知,细长轴和螺纹都是车削加工的难点,车小直径不锈钢车轴则需要解决更多问题。以下以一项无碳小车不锈钢车轴的加工实例,介绍车制小直径不锈钢螺纹的具体对策和实现方法。[1]
1 车削细长不锈钢螺纹的难点
参加某项比赛的无碳小车的车轴需加工如图1所示的直螺纹。
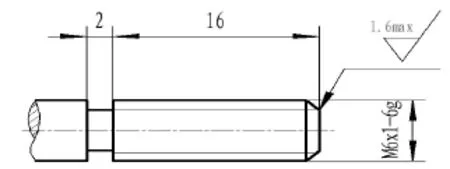
图1 不锈钢车轴螺纹
轴的形状和尺寸数据比较简单,材料直接采用φ6 mm的不锈钢车轴线。特别之处在于,考虑到车轴与轮体的装配垂直度和外观因素,螺纹与车轴中心平行度要求较高并且轴端面不能钻顶尖孔。
用户方在数控加工之前,已经用普通车床试车过几次。用高速钢螺纹刀加工时车到第二刀时刀尖绷断;改用60°YT15硬质合金刀,由于细长的不锈钢车轴硬而兼具韧性,又不能用尾座装顶尖在前端进行固定,车削时轴钢向后上方跳动避刀,车出来的螺纹前浅后深,牙形也呈现不均匀崩裂状;后来尝试用最低速(25 r/min)车出一道螺纹浅槽,再采用板牙钳工铰制螺纹,结果板牙进到1/3处前段的刃齿就全断裂了。
2 不锈钢轴车削的分析与对策
经查询,不锈钢车轴线型号是302。302不锈钢棒材广泛用于汽车配件、航空、航天、化工行业的工艺品、轴承、滑花、仪表、电器以及五金工具等。302型属于奥氏体类不锈钢,与304比较接近,302的硬度更高(HRC≤28),具有良好的防锈及防腐性。[2]
奥氏体类不锈钢其硬度和抗拉强度只相当于40号钢。在切削过程中,刀尖对工件的挤压作用会使切削区金属产生晶格内的滑移畸变,车削后材料组织致密,形成几十到几百微米不等的硬化层,切削硬度一般也会增加2~3倍。且不锈钢延伸率、断面收缩率和冲击值比较高。不锈钢在高温下的强度降低较少,例如45号钢在500°时其持久强度为7 kg/mm2,而1Cr18Ni9Ti在550°时其持久强度仍保持在19~24 kg/mm2。不锈钢切削比普通碳素钢难加工,其热强度高是一个极其重要的因素。
每次走刀所产生的硬化层会进一步妨碍了下次进刀切削,导致刀尖和主刀刃特别容易磨损;同时切削过程中的振动会加速刀刃的崩损。前端切削碎屑不能迅速排出,很容易牢固地黏附或熔着在刀刃上,形成积屑瘤。切削热无法传导到切屑上,传入的刀具总热量大比切普通碳素钢多3~5倍。加之刀具形状因受螺纹截面的限制,本身强度较差,切削刃在局部高温下烧坏失去切削性能更易断裂,造成加工表面粗糙度恶化。[2]
以上分析表明,完成细长不锈钢螺纹加工,必须从切得动与切得好两方面解决。拟采取以下有针对性的对策。
(1)螺纹车刀的材质和形状非常关键。前角小刀刃不够锋利,切屑不能被切断,而是被挤压或部分撕裂,造成螺纹表面非常粗糙;前角太大,刀刃本身强度削弱且容易磨损、扎刀,更易引起振动而使螺纹表面产生波纹。因此,不同材质的不锈钢应选择适当的前角。另外,螺纹刀两侧刃后角太小,与后面的螺纹表面相摩擦使加工表面恶化,切削之前还须考虑螺纹旋转角对两侧刃实际后角的影响。
为此专门购置了YG532硬质合金的60°数控螺纹车刀。YG532硬性高,韧性好,抗粘能力强,适用于奥氏体、马氏体不锈钢、无磁钢、高温合金钢等大型工件的粗、精加工;合金耐用度高,高温性好,被加工工件表面质量高。
(2)为解决不锈钢细长轴摆动让刀和车削中震动问题,研究改进了装夹方法,并设计制作一套克服车削中摆动与震动的悬臂式辅助顶持固定夹具(详见下节)。
(3)切削用量也是直接影响螺纹加工的因素。为了避免刀具磨损,每刀进给量不应少于0.05 mm,但过深刀尖会崩碎。精加工的切削余量宜留0.1 mm,第一次的切深应是刀尖半径(R)的150~200%,最大不能超过0.5 mm,对于奥氏体不锈钢应避免少于0.08 mm的每刀进给量。
(4)车削不锈钢过程中由于材料韧性强,切屑黏结不离导致积屑成瘤。浇注的冷却液除了具备较佳的冷却和润滑性能,还须具有良好的渗透性。既迅速带走热量,又能渗入金属区的微隙中剥离切屑。[3]车不锈钢螺纹采用F43号机油润滑效果最佳。
3 夹持方式的改进与辅助夹具制作
为了解决车削中不锈钢轴摆动让刀和震动问题,我们将数控车床大拖板的极限行程向-Z方向延伸调整,并卸下了四方刀架上的4#车刀。如此一来,3#螺纹刀可以走到距卡盘三爪8 mm处,装夹时细长车轴钢仅需伸出螺纹总长加8~10 mm安全余量。此时,编程时将螺纹加工长度延长了3 mm,取消了原图纸方案安排的工艺退刀槽。上述改进有效提高夹持细长轴的刚性,控制了不锈钢轴受切削力摆动让刀的幅度。
经验证明,合理选择辅助固定工夹具往往能达至事半功倍效果。从切削受力点的反方向进行支撑,才能克服摆动的问题。缩短轴的伸出长度后,中心架的作用已被卡盘代替;往复进刀的螺纹切削更没有跟刀架空间[3]。有鉴于此,笔者专门研究试制了一套悬臂式的辅助顶持固定的工夹具。数控车床上原配装有显微镜对刀仪的安装座,将其移装到卡盘后方作为新夹具固定在床头箱上的支撑座,巧妙地避开了旋转的卡盘和刀架的走刀空间,如图2所示。

图2 改装到卡盘后方的对刀仪安装座
悬臂式辅助顶固夹具由悬臂轴,垂架,支撑爪三部分组成,结构如图3所示。
悬臂柱轴插入支撑座的一端车出莫氏锥度;连接垂架的一段铣成六方,前面车出连接螺母的圆螺纹。垂架的主体是利用了一个断裂报废的跟刀架的上半部分,根据支撑座与主轴中心的实测距离,钻孔并线切割六方制成。支撑爪原是螺旋进给的死顶,改造成了加硬弹簧的压力可调型。

图3 悬臂式顶固夹具
图3中用以固定不锈钢轴的支撑爪接触头采用1010尼龙+30%玻璃纤维棒,这种尼龙棒具有防黏结烧死与自润滑作用。[4]依据不锈钢车轴被切时跳动的方向,在尼龙圆棒下端开出前、下段各留有2 mm余量的φ6 mm凹槽,用以限制车削过程中轴杆的摆震幅度。
4 螺纹的数控加工
数控车床的CNC系统是广州数控GSK-980TD1型。首件试切大径车至φ5.85 mm,根据外螺纹牙底d1= d-1.0825P(注P螺距;d公称直径),有关螺纹部分的G代码如下:

车削过程中不锈钢细轴只在前两次进刀时有小幅度跳动。F43冷却油和尼龙棒的辅助断屑作用下,切屑排流顺畅,车出的螺纹牙型光滑完整。但M6螺母拧入过程前紧后松。用通止规测试也显示头大尾合适。究其原因,发现螺纹切削循环指令G92采用两侧刀刃直进切削法,虽然切出的牙型较好,但径向切削力过大。每次端面进刀时对细长轴压逼变形尤甚。决定改用单刃逐次侧向进刀的G76指令:
……
G99 G76 P020560 Q50 R0.1;(精修2次;退尾长度0.5;最小切深0.05;精修余量0.1)
G76 X4.917 Z-19.0 P467 Q200 F1.0;(总切深0.467;首次切入深度0.2;螺距1.0)
加工前,将悬臂式顶固夹具尼龙爪的支撑力点向轴端前移,并调整旋钮增大了顶持压力。再次试切一次成形,螺纹达到了技术要求。
5 结束语
数控车床CNC编程控制方式和高精度的特点,特别适用于单件或小批量复杂形面回转体的车削加工。制作专用的工夹具,能够拓宽设备适用范围和加工精度,显著减少辅助工时。笔者在实践中两者结合,顺利完成了细长型不锈钢螺纹车削任务。
[1] 不锈钢车轴线. [EB/OL].(2013-12-28).[2014-9-27] .http://baike. baidu.com/ view/1702368.htm?fr=aladdin.
[2] Luke毛利.不锈钢螺纹的车削加工方法总结.[EB/OL]. (2011-6-7).[2014-9-27].http://wenku.baidu.com/ /link?url= 31tlArJtzlL22BjMotUuO64T7J3Cs6VoVNlYZ7FYlKHKL 3EAgV22dPWCDc5IUaDwysL7gDYcVZZS1yKf5Zubw_ BSkHP9yn2ETYDxFv2pIXu.
[3] 张学政,李家枢. 金属工艺学实习教材:第三版[M].北京:高等教育出版社,2003(8):158-159.
[4] 胡国强.机械加工高招与诀窍:车工分册[M].北京:中国劳动社会保障出版社,2007(8):99.
Turning Processing Countermeasure and Method of Small Diameter Stainless Steel Thread
Fan Sufen
Guangdong University of Technology, Guangzhou, 510006,China
The elongate shaft and thread are diffcult lathe turning, turning small diameter stainless steel thread is more diffcult. This paper takes the NC machining of carbon free car axle as an example, introduced the small diameter stainless steel threads from the specific countermeasures tools, cutting dosages and lubricant selection, And a detailed description of the preparation of cantilever Topstrong jigs fabrication method and code.
stainless steel axle; small diameter of thread; cantilever topstrong fxture; processing code
2014-10-08
范素芬,大专,助理实验师。
